玻璃鋼汽車板簧加工設備的研制
2015-08-23 02:39:11楊瑞慶
纖維復合材料 2015年4期
關鍵詞:設備
楊瑞慶,劉 陽
(哈爾濱玻璃鋼研究院,哈爾濱 150036)
?
玻璃鋼汽車板簧加工設備的研制
楊瑞慶,劉 陽
(哈爾濱玻璃鋼研究院,哈爾濱 150036)
在國內,玻璃鋼汽車板簧的優越性能已被人們認識并開始應用且需求量越來越大。隨之而來的就是對專業機加工設備的需求。由于玻璃鋼汽車板簧為彎曲的構件,這就需要復雜的設備對其進行制造和后續的機械加工,無形中提高了其生產成本。本科研小組結合氣動仿形控制技術、玻璃鋼磨削技術、氣液阻尼技術、PLC邏輯程序控制技術,研制了簡便的玻璃鋼汽車板簧機械加工設備。
玻璃鋼汽車板簧;氣壓仿形;玻璃鋼磨削;氣液阻尼;PLC 控制
1 引 言
玻璃鋼汽車板簧顧名思義是完全由復合材料制成的汽車板簧零件。具有質輕、節能、耐腐蝕等優越的性能,能夠代替現有的鋼質板簧。目前,國外很多國家已建成整條生產線用于批量生產,國內也開始制作和應用。玻璃鋼板簧(以下簡稱板簧)無論是哪種工藝,都需要專業設備進行后續機械加工以形成最終產品。板簧是有一定曲率的彎曲零件,要想對其機械加工,普通的設備已不能滿足需要。全伺服設備造價高,對操作人員要求也高,這都會提高板簧的生產成本。因此,就需要想方法去解決這些問題。本文介紹的就是本組自行研制的價格低廉、操作簡便的玻璃鋼汽車板簧專業機械加工設備。
2 板簧加工設備的技術要求
2.1板簧兩側切邊及倒角(圖1)
板簧(縱向)兩側按要求尺寸要加工出切邊及倒角,要求加工后表面光滑,邊緣不得有毛刺、飛邊和開裂,同時要保證角度及尺寸要求[1-3]。
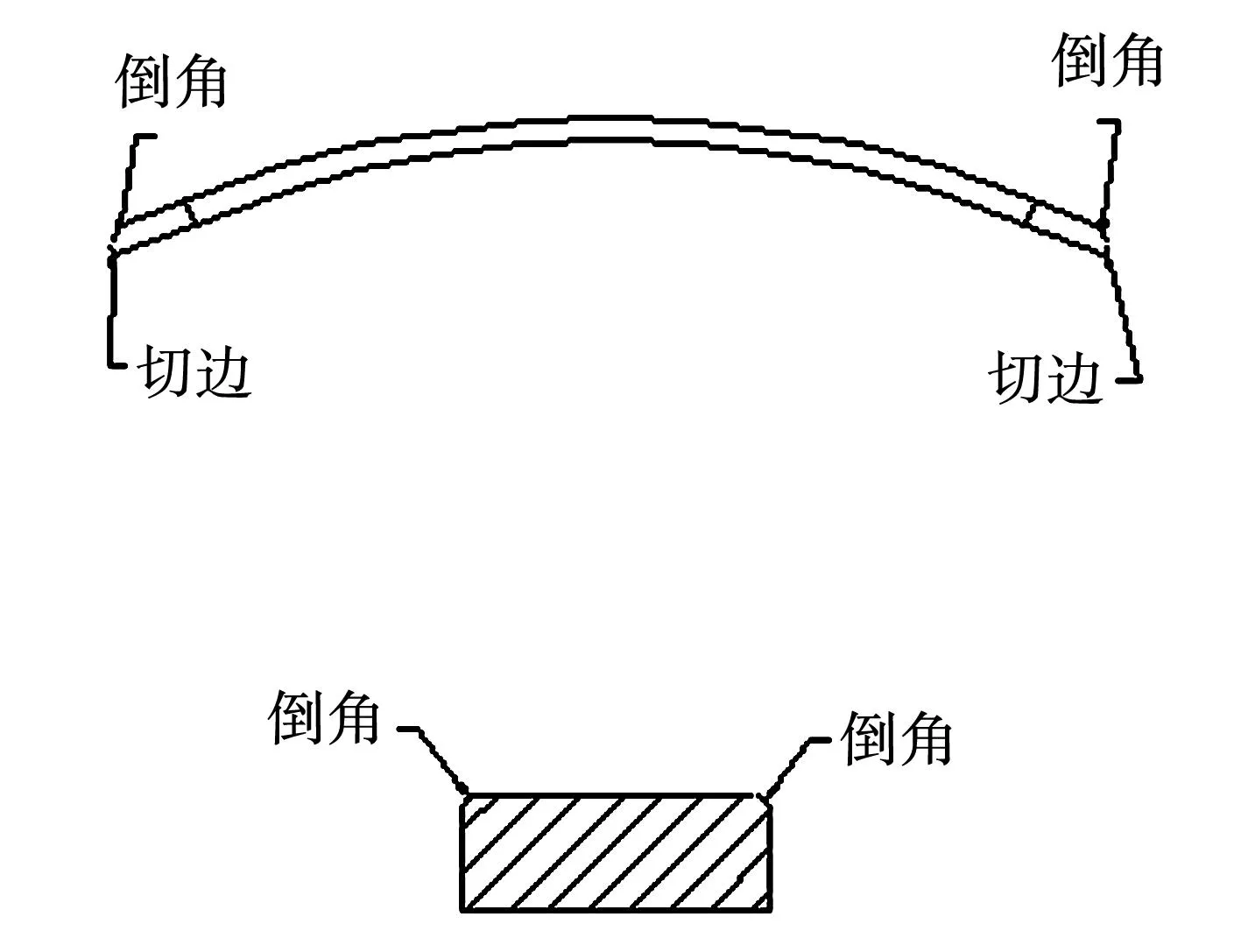
圖1 板簧加工示意圖
2.2板簧橫截面兩側倒角(圖1)
板簧橫截面的兩側按要求要加工出倒角、沿曲線上均勻一致且表面光滑不得有毛刺,同時要保證尺寸要求。
2.3要有較高的工作效率
除要滿足以上的加工能力外,還要求操作方便、安全可靠、工作效率高。
3 設備研制的技術難點
3.1板簧縱向兩側切邊及倒角的技術難點
現已知道,玻璃鋼零件的加工要得到好的表面質量通常是用金剛砂刀具磨削完成的。影響因素有:刀具上金剛砂的粒度、刀具本身的轉速、刀具的進給速度。且三者相互制約、相輔相成缺一不可。(已有文獻[1]進行論述,這里不再贅述)
針對本設備本組認為技術難點主要有以下幾點:
(1)鋸片要有較高的制作要求:鋸片體在高速運轉時要有足夠的剛度,切割時不發生震顫,且在保證剛度的基礎上厚度盡量小。端面及徑向跳動要非常小能通過動平衡測試。
(2)鋸片金剛砂的粒度:鋸片所鍍金剛砂的粒度要選擇合適。粒度大,切出的表面粗糙,粒度小易被粉塵粘死、影響工作效率。
(3)適當穩定的進給速度:進給速度過快,易夾鋸且會產生飛邊,過慢會影響工作效率。速度不穩定,表面質量不好。
3.2板簧橫截面兩側倒角的技術難點
橫截面兩側倒角也是用金剛砂磨輪來加工的。除上述難點外,還要保證倒角沿板簧曲率均勻一致。這就需要磨頭完全按板簧的曲率運動,而且當不同批次板簧制作有誤差時,機械加工精度不會受到影響。
4 設備方案的論證和確定
設備研制最終的目標:在滿足加工要求的基礎上,要操作簡單、安全可靠、維護方便、加工成本低。
4.1設備方案的論證
4.1.1加工板簧兩側切邊及倒角的方案論證和確定
方案1:切邊及倒角采用一個可移動動力頭,工件不動。動力頭在氣缸驅動下能完成切割行程,同時采用伺服電機完成倒角的切割,整個過程采用邏輯控制。
優點:能實現精準的角度切割,不需要高的設備制造精度
缺點:采用伺服電機,使制造成本增高,維護成本也隨之增高。
對操作人員也要有一定的要求。
方案2:工件不動,切邊及倒角各采用一個可移動動力頭,動力頭在各自氣缸驅動下能完成切割行程。
優點:制造成本比方案1要低,維護成本也隨之降低,對操作人員要求不高。
缺點:設備制造精度較高,氣缸較多,氣動元件也隨之增多,故障幾率較高。另外,需采用邏輯控制,一旦某個邏輯動作出故障,有可能會出現危險。
方案3:工件移動,切邊及倒角各采用一個固定動力頭,工件在氣缸驅動下一次行程即能完成所有切割。
優點:制造成本比方案1要低,維護成本也隨之降低,對操作人員要求不高。氣缸及氣動元件大幅減少,故障率也隨之降低,雖采用邏輯控制,即使某環節出故障,也不會出危險。
缺點:設備制造精度較高。
最終方案確定:對這幾個方案進行綜合比較,本組認為:方案3工作效率高、造價最低、操作最簡便、且易于維護、對操作人員要求不高。所以,我們最終選擇方案3作為設備最終設計。
4.1.2加工板簧橫截面兩側倒角的方案論證和確定
方案1:磨輪按板簧曲率徑向進給,同時沿板簧縱向進給,完成倒角磨削。所有運動均采用伺服控制。
優點:能夠實現曲線運動,滿足板簧的曲率要求。
缺點:制造成本高,維護成本也隨之增高。需要編輯復雜的程序,要配備專業的技術人員,對操作人員也要有一定的要求。另外,如不同的零件曲率有制作誤差,則磨出的倒角就不會均勻。
方案2:采用氣動仿形技術,磨輪按板簧曲率徑向進給,同時沿板簧縱向進給,完成倒角磨削,我們稱之為單向仿形。
優點:能夠實現曲線運動,滿足板簧的曲率要求,且不受板簧曲率誤差的影響。
缺點:設備制造精度高。如縱向運行軌道與工件不在同一平面或有偏差,則磨出的倒角就不會均勻。
方案3:采用氣動仿形技術,磨輪支座隨板簧曲率徑向進給,同時沿板簧縱向進給、而磨輪橫向也能進給隨板簧側面運動,完成倒角磨削,我們稱之為雙向仿形。
優點:能夠完全隨板簧曲線運動,不受設備制造誤差的影響。磨出的倒角均勻。
缺點:磨輪支座結構相對復雜,需要有合理的氣動控制。
最終方案確定:對三個方案進行綜合比較,得出的結論是方案3工作效率高、造價最低、操作最簡便、且易于維護、對操作人員要求不高。所以,本組最終選擇方案3作為設備最終設計。
5 關鍵技術應用
5.1氣動仿形技術應用
所謂的仿形就是探頭與工件表面或是靠模表面(與工件表面相同)緊密接觸。無論探頭在動力驅動下沿任何方向運動,它都會隨相應表面曲線在法線方向上產生連續的移動,而且不受探頭運動步幅和速度的影響。我們知道,即使采用全伺服控制,對于不規則曲面建立數學模型是件困難的事情,大多是采用一系列密集的工件點來近似描述,這樣就會使工作變得復雜,而且會產生誤差。仿形技術的應用會使控制工作簡化[4-5]。
本設備采用的是氣動仿形技術(圖2)。
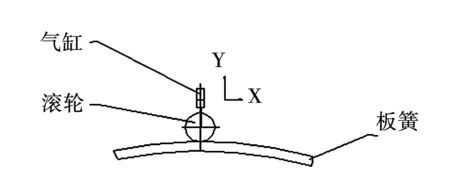
圖2 板簧加工仿形示意圖
磨輪支座下端的滾輪在氣缸作用下與板簧上表面接觸,滾輪沿X向運動同時,在氣缸作用下在Y方向上隨板簧曲面運動。另外,滾輪及板簧本身還是加工基準,磨輪的進給深度就是參照這些基準進行設定的。這樣,磨出的倒角就會均勻一致。氣動控制上,我們采取了措施保證板簧在加工中不變形。
5.2氣液阻尼技術應用
本設備切割時,工件在氣缸拖動下緩慢進給。由于空氣為可壓縮氣體,運行剛度較低,在低速運行下氣缸易爬行、穩定性較差,滿足不了需要。但它的好處在于有過載保護功能。所以就要想辦法解決低速不穩定的問題。
查閱現有的氣液阻尼技術得知:給氣缸增加一定的穩定負載能大大提高其低速穩定性,而最好的負載就是油液背壓。因為,油液為不可壓縮介質,易于實現低速控制[2]。
現有的標準氣液阻尼缸對安裝方向有要求,且結構尺寸較大,不適于直接應用,故只能自行研制。
經過研究及反復試驗,終于成功制作出油液阻尼器與氣缸配套使用,解決了氣缸低速穩定不爬行的問題。
5.3PLC控制技術應用
為提高工作效率,板簧一次裝卡就要完成所有加工,實現一定的自動化程度。因而就要對其實現一系列邏輯動作的控制。采用普通電器元件,可靠性不好、故障率較高,而且不易維護。
采用PLC邏輯控制技術,會簡化不少工作,易于程序修改,維護也較為方便[4]。
所以,我們就采用了PLC控制技術。
6 設備的運行
綜合以上技術應用,本組研制出了價格低廉的板簧機械加工設備。經過試生產和長時間的批量生產,設備各部件運行穩定、安全可靠、故障率低、產品合格率高、工作效率高。
7 結 語
研制的玻璃鋼汽車板簧機械加工設備,能夠滿足合格產品的加工需要,效率較高、造價合理、易于維護、操作簡便,實現了設備的設計目標,達到了設計要求。
[1]宋春明,王延福.玻璃鋼件磨削加工工藝研究[J] .機械工程師,2010,5:10-13.
[2]王莒年.氣液阻尼裝置的應用[J].科技信息,2006,6:23-27.
[3]張小燕,席長飛.汽車材料板簧的制備方法及性能測試[J].玻璃鋼/復合材料,2012,S1:28-31.
[4]焦宇敏,王延福.電梯運行過程的PLC控制技術[J].機床電器,2011,3 :32-35.
[5]趙葛宵,廖與禾,司徒忠.仿形技術在模具設計制造中的應用研究[J].模具工業,2001,2:26-29.
The Manufacturing of the FRP Mobile Plane Spring Machining Equipment
YANG Ruiqing,LIU Yang
(Harbin FRP institute,Harbin 150036)
The FRP mobile plane spring already be known and more and more be used ,The machining equipment looks very important .Because the FRP mobile plane spring has a curve profile ,so the machining is very difficulte .The use of the compressed air operated profile modeling technology,the FRP grinding technology、the compressed air -liquid damping technology and PLC logical control technology ,we have resolved problems that we meet and successfully manufactured the machining equipment.
the FRP mobile plane spring; compressed air operated profile modeling; the FRP grinding; compressed air-liquid damping; PLC logical control
2015-05-25)
楊瑞慶(1963-),男,山東人,本科,高級工程師。研究方向:復合材料設備。E-mail:yrq811123@163.com.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
