起動機電樞用半塑換向器焊接工藝研究
2015-08-25 01:31:56張沐昌
機電工程技術 2015年1期
張沐昌
(廣東井得電機有限公司,廣東梅州514479)
起動機電樞用半塑換向器焊接工藝研究
張沐昌
(廣東井得電機有限公司,廣東梅州514479)
半塑換向器是起動電機電樞常用的主要零部件,電樞的焊接過程是電樞制作五大工藝中的其中之一。通過對半塑換向器的焊接工藝研究,分析半塑換向器的焊接特性,來制定最佳的焊接工藝方法,并總結出半塑換向器的焊接參數變化規律。
起動機;電樞;硬釬焊;半塑換向器焊接;焊接工藝方法
DOI:10.3969/j.issn.1009-9492.2015.01.028
0 前言
隨著半塑換向器的廣泛應用,半塑換向器與電樞線圈的焊接工藝日益受到人們重視。焊接工藝決定著換向器接線端的結構,不同的焊接工藝就有不同的結構,目前使用的換向器主要有兩種結構:一種是帶凸臺有槽式,另一種是平頭無槽式。兩種結構的性價比也不一樣。
本文通過對兩種換向器結構的焊接性能對比分析,選擇性價比較優的焊接工藝方法,分析各種焊接的優缺點,制定最佳的焊接工藝方法,以提高產品焊接工藝質量。
1 結構分析
1.1帶凸臺有槽式
某系列產品的換向器結構如圖1,這種結構是帶凸臺有槽式,接線外徑與換向器工作外徑有一臺階,凸臺高出部分是換向器接線外徑尺寸D1,厚度L1;換向器工作外徑是D;槽寬H是開在凸臺上,用于嵌套電樞線,剛好能夠嵌入兩根扁銅線,尺寸H一般比電樞線大0.1~0.15mm,這樣才方便嵌入。
1.2平頭無槽式
某系列產品的換向器結構如圖2,這種結構是平頭無槽式,接線外徑與換向器工作外徑沒有臺階,在同一外圓面上,尺寸為D。
1.3結構對比
從圖1帶凸臺有槽式和圖2平頭無槽式兩種結構來分析,圖2的結構:制作簡單,換向器超速性能比圖1結構的好;從銅材的消耗方面來分析:如果兩種結構用于同一產品,帶凸臺有槽式的用銅量比平頭無槽式的多20%,意味著成本多20%。
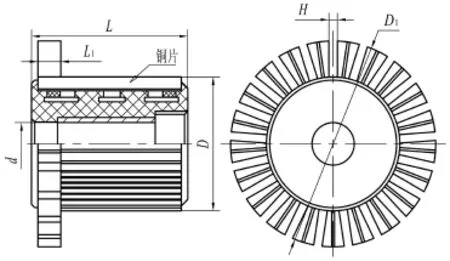
圖1 帶凸臺有槽式
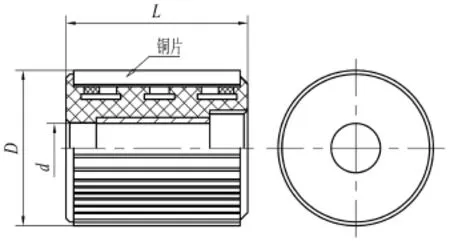
圖2 平頭無槽式
2 接線方式分析
2.1帶凸臺有槽式的接線方式
帶凸臺有槽式的接線方式如圖3,電樞線嵌入到換向器凸臺部分的槽內,電樞線與換向器槽寬之間存在0.1~0.15 mm的間隙;多根線頭要同時對正換向器槽才能嵌入,工藝難度大,要有專用設備才能達到要求。
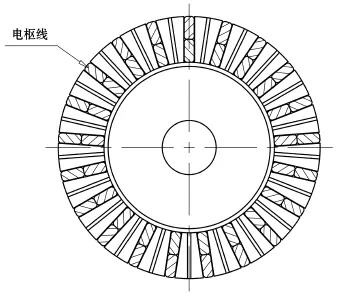
圖3 帶凸臺有槽式的接線方式
2.2平頭無槽式的接線方式
平頭無槽式的接線方式如圖4,兩根對正好的電樞線直接接在換向器外圓上,工藝簡單,操作方便。
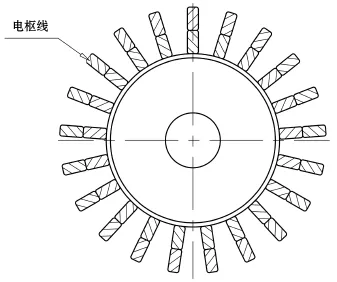
圖4 平頭無槽式的接線方式
3 焊接原理分析
3.1帶凸臺有槽式的焊接原理
帶凸臺有槽式的換向器,電樞線嵌入到換向器槽內,通常采用電阻焊的方式來焊接,不需要焊料,用某型號的焊接設備來焊接此類產品其焊接參數見表1,根據實際焊接情況來確定焊接參數;焊接過程:焊機的正極壓在換向器的凸臺和電樞線上面,正極材料是鎢合金,負極壓在換向器換向片的另一端,負極材料是紫銅,正負極之間形成電路,由于電樞線與正極焊頭之間存在接觸電阻,電流流過時會發熱,正極在壓力的作用下形成壓印點,見圖5,使換向器銅片擠緊電樞線,從而達到焊接的目的。通常把這種焊接又叫熱壓焊或熱擠焊。
帶凸臺有槽式結構的電樞用電阻焊的優點:生產效率高,不需要焊料;缺點:由于電樞線與換向片間隙,焊接時又無法把電樞線圈與換向片熔接在一起,使用一段時間后會出現電樞線與換向片導電不良,力矩下降,最終導致無法使用。本公司很少采用這種結構及焊接方式。
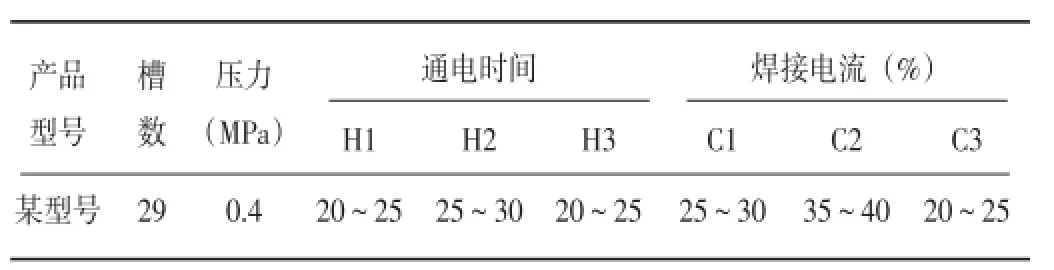
表1 R焊接參數
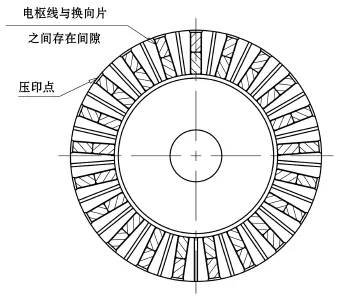
圖5 帶凸臺有槽式的焊接后圖示
3.2平頭無槽式的焊接原理
平頭無槽式的換向器結構,電樞線直接均勻分布在換向器圓周上,見圖6,要把上、下兩根電樞線與換向器換向片有效連接起來,況且銅與銅之間的接觸電阻很小,就必須有焊料才能達到,這種焊接叫電阻釬焊。由于所用焊料的熔解溫度在600℃以上,又叫硬釬焊;下面介紹硬釬焊應用在電樞焊接上的工藝過程。
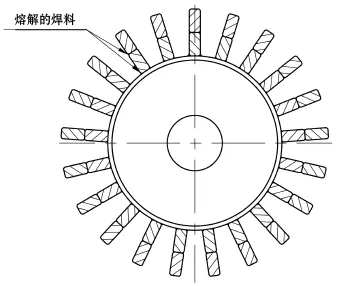
圖6 平頭無槽式的焊接后圖示
3.2.1釬料
根據本公司多年的使用,HL204銅基焊料很適合電樞的釬焊,厚度0.1~0.15 mm,帶料,寬度6~6.5 mm,含銀15%,易成型,熔化溫度固相線640℃,液相線815℃。有很好的潤濕性,不需要釬劑[2]。根據現在的銀價,用于某型號的釬料每片約0.1元,每槽一片。
3.2.2焊前準備
釬料在專機上做成與電樞線類似的C字型,套在電樞線的下層線端;焊機的正、負極材料用銅合金或純紫銅做成,正極壓在上層電樞線上;負極壓在換向器換向片的另一端,正負極之間形成電路,由于電樞線與焊料之間存在接觸電阻,電流流過時會發熱,由于焊接溫度超過600℃,易對換向器內部的電木粉造成損壞,所以在焊前應檢查焊機是否配有干凈的冷卻水,用于冷卻換向器表面。
3.2.3焊接過程
在焊接過程中,一定要按以下循環過程進行焊接[3],即:
電極壓緊→通電→斷電→電極松開
否則焊機的正、負極壓頭與工件間將產生電弧,燒損電極頭和工件表面。
本公司某型號的焊接設備用于焊接某型號的電樞,其工藝參數如表2。
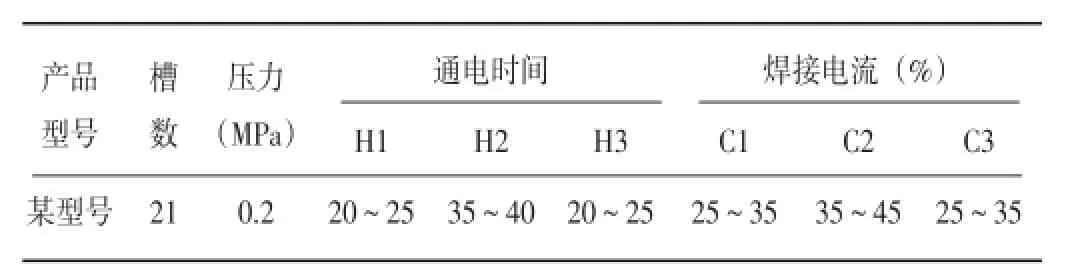
表2 R焊接參數
根據實際焊接情況,觀察釬料的熔解狀態,調節通電時間H1、H2、H3和焊接電流(%)C1、C2、C3參數;熔解的焊料能粘附在電樞線表面上,潤濕到釬縫處;溫度不能太高,否則焊料會飛濺到周圍的無關的電樞線上,造成釬縫處焊料不足,不能形成牢固的接頭;溫度不能太低,否則造成焊料無法熔解,會脫焊。焊接全過程要用干凈的水冷卻換向器表面,這樣才不會燒壞換向器內部的電木粉。現在的焊機都能實現自動焊接。
3.2.4焊接結果檢驗
用硬釬焊的方法焊接出來的電樞,應如何來檢驗焊接效果?可以從以下幾個方面來檢驗:(1)外觀要看焊料的熔解狀態,是否完全熔解,是否有效粘附在電樞線表面上,釬縫處是否有焊料;(2)機械檢驗,通常用專用工具嵌住電樞線,用力矩扳手來扭轉電樞線,直到電樞線變形,焊接位都還沒有開裂,說明焊接牢固,這只能用于抽檢;本公司用硬釬焊焊接出來的產品,電樞線的規格2.43 mm×5.5 mm,用6 N·m的力矩來檢驗,電樞線變形,焊接位都不會出現開裂;(3)有條件的企業可用超聲波進行致密性檢查[1],可檢查工件焊接位內部缺陷。
3.2.5焊接的優缺點
換向器結構采用平頭無槽式的電樞,用硬釬焊的方法來焊接,其優點:焊接位導電良好,接點牢固。其缺點:焊接過程焊機受電網電壓的波動影響,電壓過高時,易對換向器內部的電木粉造成燒壞,有條件的企業可加裝電源穩壓裝置可解決電壓過高問題。
4 結論
通過對換向器結構、電樞接線方式、焊接原理的分析;起動機電樞用半塑換向器的焊接工藝:用硬釬焊的工藝方法,焊接過程用水冷卻換向器表面,釬料用HL204銅基釬焊片,通過該方法加工出來的產品,能夠適應用戶的使用要求,且性價比好,對企業的長遠發展起著重要作用。
[1]劉勝新.特種焊接技術問答[M].北京:機械工業出版社,2009.
[2]鄧鍵.釬焊[M].北京:機械工業出版社,1979.
[3]孟慶龍.電器制造工藝學[M].北京:機械工業出版社,1982.
(編輯:向飛)
Starter Armature with Half a Commutator Welding Technology Research
ZHANG Mu-chang
(Guangdong Kingtec Electrical CO.,Ltd.,Meizhou514479,China)
Plastic commutator is starting motor armature main components in common use.Welding process of the armature is the armature produced in the process of the five one of them.Through the model of the commutator welding technology research,analyzing and half plastic welding properties of commutator.To develop the best method of welding process,and sum up the half mold commutator welding parameter change rule.
starter;armature;brazing;half a commutator welding;welding method
TM303.2
B
1009-9492(2015)01-0101-04
2014-07-08
張沐昌,男,1970年生,廣東五華人,中專,助理工程師。研究領域:汽車起動電機產品研發與制造。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
