AP1000主管道安裝工序及鏜孔改進分析
2015-08-28 01:40:00朱華東
河南科技 2015年4期
朱華東
(國核工程有限公司海陽設計管理部,上海200233)
AP1000主管道是指反應堆冷卻劑系統主管道,是壓水堆核電站最關鍵的核安全1級設備。冷卻劑系統主管道包括:連接蒸汽發生器(SG)、反應堆壓力容器(RPV)、反應堆冷卻劑泵(RCP)的管道。核反應堆的冷卻劑由每臺反應堆冷卻劑泵(RCP)驅動,通過主管道RCL冷段輸送至壓力容器(RPV)。流體經反應堆容器內部冷卻堆芯,被加熱的水通過RPV排出接管經RCL熱段管道輸送到SG,再由RCP驅動經冷段重返壓力容器,從而完成一個循環。
主管道焊縫需要在役檢查,因此必須在焊縫兩側進行鏜孔,以滿足UT檢查要求。在ASMENB4000第4223.1節的要求“為了保證設計計算壁厚要求,應測量實際壁厚,否則應提供足夠的證據證明,在使用過程中壁厚能滿足要求”;第4250節(a)“過渡區的壁厚不小于相連管道的最小壁厚”;(c)“如果焊縫有役前檢查的要求時,管內孔的鏜孔長度應為2Tmin”。所以主管道內鏜孔加工區域的最小壁厚也應保證設計要求[1]。
1 主管道安裝工序
主管道在安裝過程中每一步工序都是經過論證其邏輯工序的合理性的。首先是先決條件檢查,按照人、機、物、法、環來對照檢查整個主管道安裝準備工作;其次是對主管道、反應堆壓力容器、蒸汽發生器永久支撐、蒸汽發生器進行激光測量及建模,通過數據采集、建模、把這4個設備放在同一個坐標系內進行模擬裝配,得出主管道兩側實際切割線位置(FFL)。
這里簡單描述下這4個設備的安裝邏輯,首先考慮到反應堆壓力容器位置固定后不可調整,所以將其率先就位,然后引入主管道,這個時候使用蒸汽發生器的臨時支撐已經就位,在蒸汽發生器就位后,將永久支撐的中下部分安裝完畢后,拆除蒸汽發生器臨時支撐,最終可以通過永久支撐的上部分來調節蒸汽發生器的實際安裝位置,這個是因為RPV率先就位后,通過主管道和(RPV)進行先行焊接的需要,在主管道沒有調節段的情況下,只能通過蒸發器垂直支撐和橫向支撐來做到偏差范圍的調整(當然這個調整空間極其小,所以引進激光建模率先進行模擬裝配來精確安裝)。所以只能選擇先進行RPV側的焊接。
在上述激光測量和建模結束后,放在一個坐標內進行擬合的工作,工作的原理就是三維裝配過程,這個過程是要綜合考慮主管道壁厚、管道端面傾斜角度、組對間隙、焊接收縮量、主管道反應堆壓力容器端余量(盡量保證最小壁厚)5個因素,最后得出兩側的切割量,然后按照坡口加工程序,在工廠預制車間內把主管道RPV側和SG側按照擬合結果進行切割,同時把主管道RPV側優先進行坡口加工,考慮到SG側是最后焊接,所以坡口放在RPV側焊接完后在CA01內部進行現場坡口,可以達到調整安裝誤差的作用[2]。
主管道從倉庫運至廠房預先準備好的吊裝區域,然后用吊車吊裝就位。主管道冷、熱段的吊裝工作必須在壓力容器就位安裝完成以后,蒸汽發生器(含主泵)就位之前進行,主管道引入后就是組對和焊接工作,按照上段結論優先對RV側進行焊接,同時對兩側進行焊接監控,并記錄。
最后在主管道反應堆壓力容器(RPV)側焊接全部完成后,需要對主管道蒸汽發生器(SG)端組對和焊接工作。
2 海陽項目鏜孔
根據海陽、三門2個AP1000依托項目到貨的主管道實際情況,發現部分主管道內徑存在不同程度的壁厚超差(厚度較小)。為降低因壁厚造成的不良影響,需要對主管道的鏜孔進行研究分析,以最大程度保證主管道壁厚,滿足設計要求。
下面以海陽#1核島主管道冷段L002B反應堆壓力容器(RV)側為例,進行各種方案的分析,以找出最佳的鏜孔優化方案。
3.1 原始數據及條件簡化
在保證加工精度的前提下,為了更好的對主管道的鏜孔方案進行理論分析,需要對實際的數據進行簡化、理想化。
①鏜孔位置:#1核島主管道冷段L002B,RV側。
②數據來源為CNF與PCI提供(見表1)。
③全部斷面數據近似圖形為橢圓。
④鏜孔直徑為563.9mm。(取自APP-PL01-VW-001)
⑤方案不考慮加工偏差。

表1 鏜孔加工前冷段L002B(RV側)數據
3.2 鏜孔方案A-主管道一般鏜孔
按照ASMEIII的鏜孔要求,依據WEC規格書APPGW-P0-008“AP1000 Specification For Field Fabricated Piping And Installation,ASME III,Code Classes 1,2,And 3 And ASME B31.1”和鏜 孔圖紙APP-PL01-VW-001“AP1000 REACTOR COOLANT LOOP WELD PREP DETAILS”(見圖1),對L002B鏜孔進行分析(見表2)。
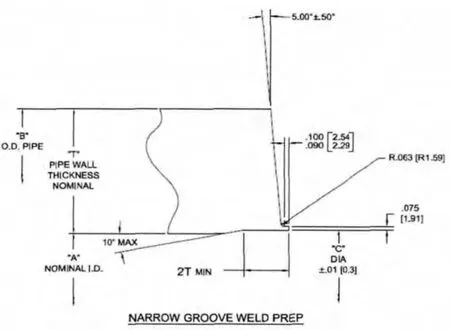
圖1 一般鏜孔示意圖
將端面處、1T處、2T處的分別繪出3個斷面尺寸,見圖2:
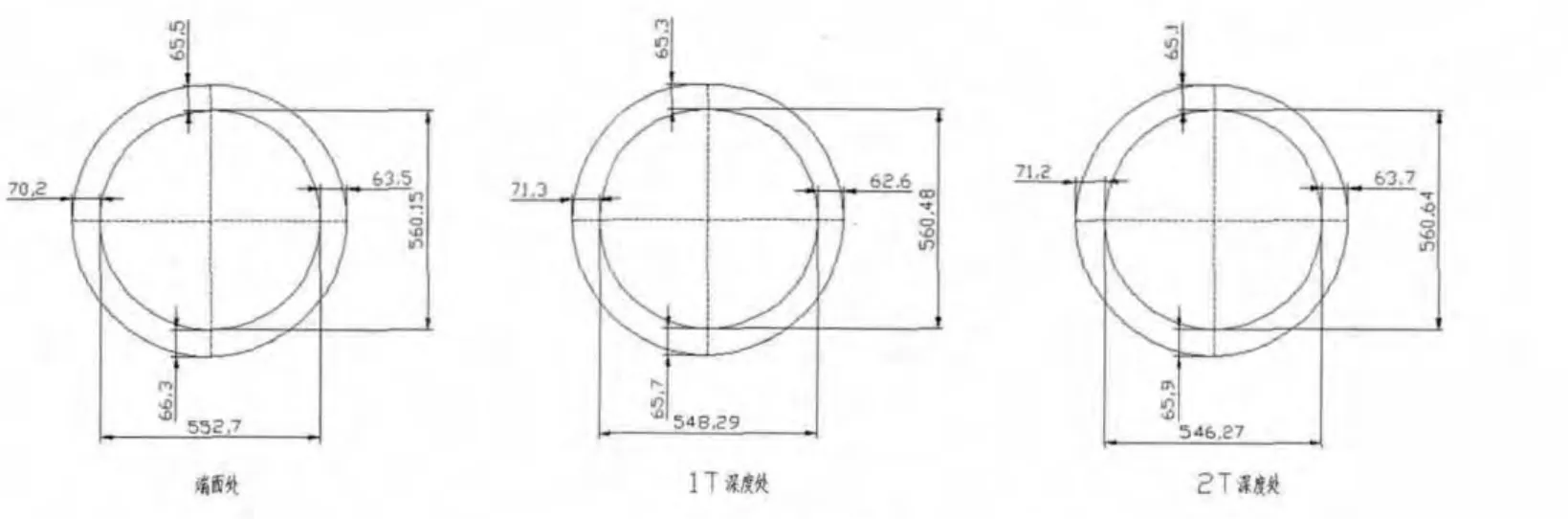
圖2 鏜孔前壁厚尺寸

圖3 鏜孔后壁厚尺寸
在3個斷面內部鏜孔,直徑563.9mm(見圖3虛線)。發現壁厚最小處位于1T斷面900方向。
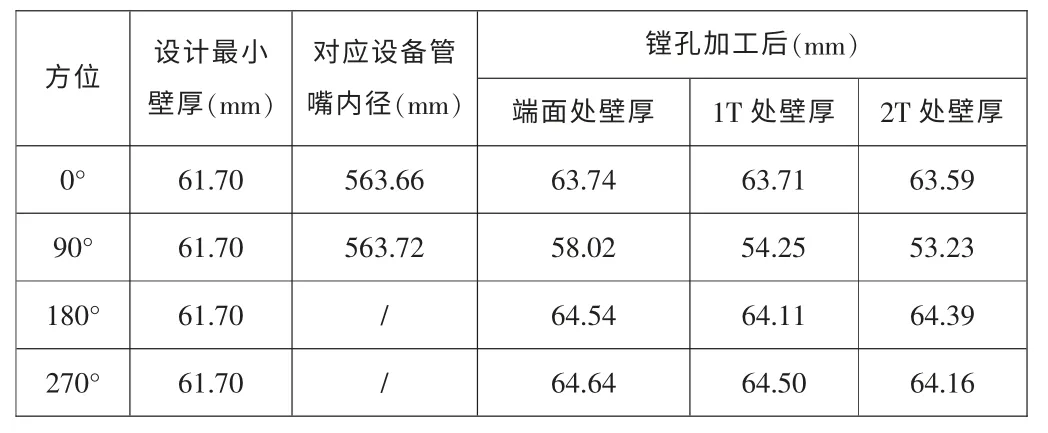
表2 一般鏜口加工后管段L002B厚度(RV側)
通過表2可以得出,方位90°管道最小壁厚53.23mm與設計最小壁厚61.70mm比較,存在較大超差,因此鏜孔加工后的壁厚,不符合設計要求。需要采取優化鏜孔方案,來滿足設計要求。
3.3 鏜孔方案B-主管道錐形鏜孔
對于主管道冷段內壁鏜孔加工區域最小壁厚超差問題,提出了修改主管道內鏜孔角度的方案。
將鏜孔形式由設計圖紙APPPL01-VW-001(見圖1)修改為錐形鏜孔形式(見圖4),內鏜孔加工時,加工軸線由垂直于最終加工端面,修改為平行于管軸線,且管道軸線與加工軸線有0-2°夾角,同時加工軸線沿90°-270°方向向內弧側偏移2.54mm[3]。
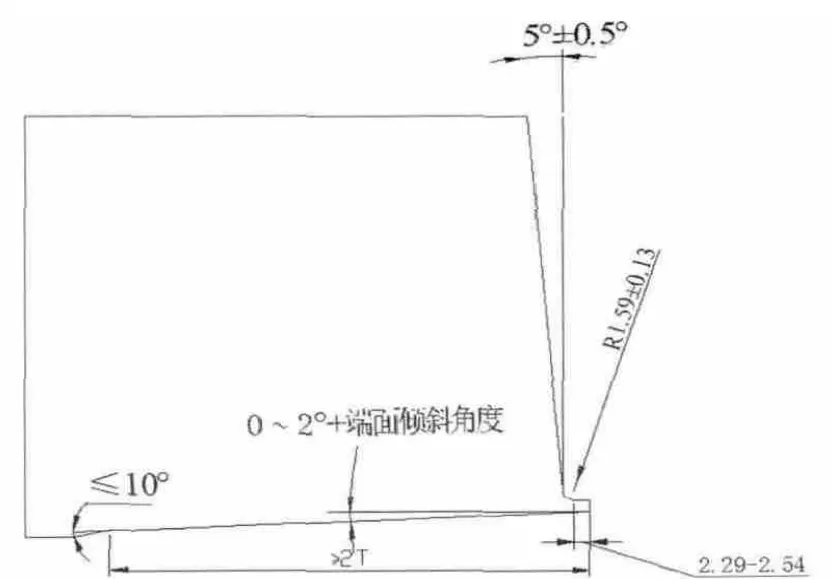
圖4 錐形鏜孔示意圖
由表3可以得出,最小壁厚仍 位 于90°方 位, 數 值 為55.80mm,優于一般鏜口加工后尺寸53.23mm。
3.4 鏜孔方案C-主管道偏心鏜孔
由于方案B沒考慮偏心鏜孔加工,因此即使方案中增加了0.70的傾角,但1T處900方向壁厚仍為55.8mm。
為減少薄壁側的車削尺寸,增大該處厚度,鏜孔中心位置沿900-2700方向,向2700方向移3.8mm(見圖5虛線)[4]。
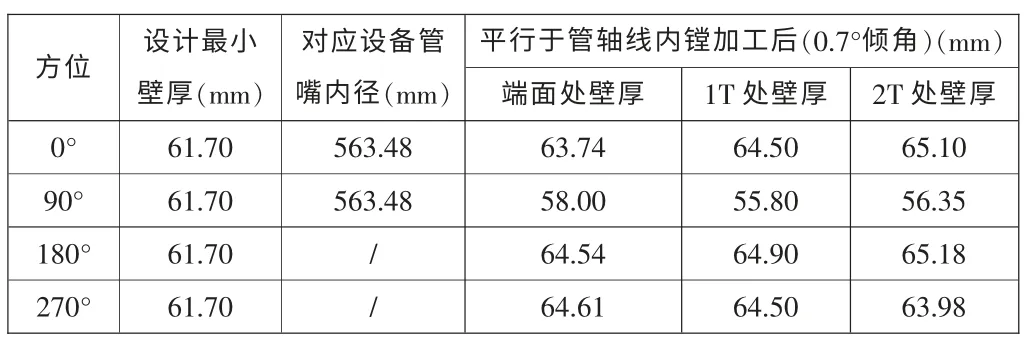
表3 錐形鏜口加工后管段L002B厚度(RV側)
由圖5可以得出,最小壁厚仍位于90°方位,數值為58.60mm,優于一般鏜口加工后尺寸53.23mm和錐形鏜孔加工后尺寸55.80mm。
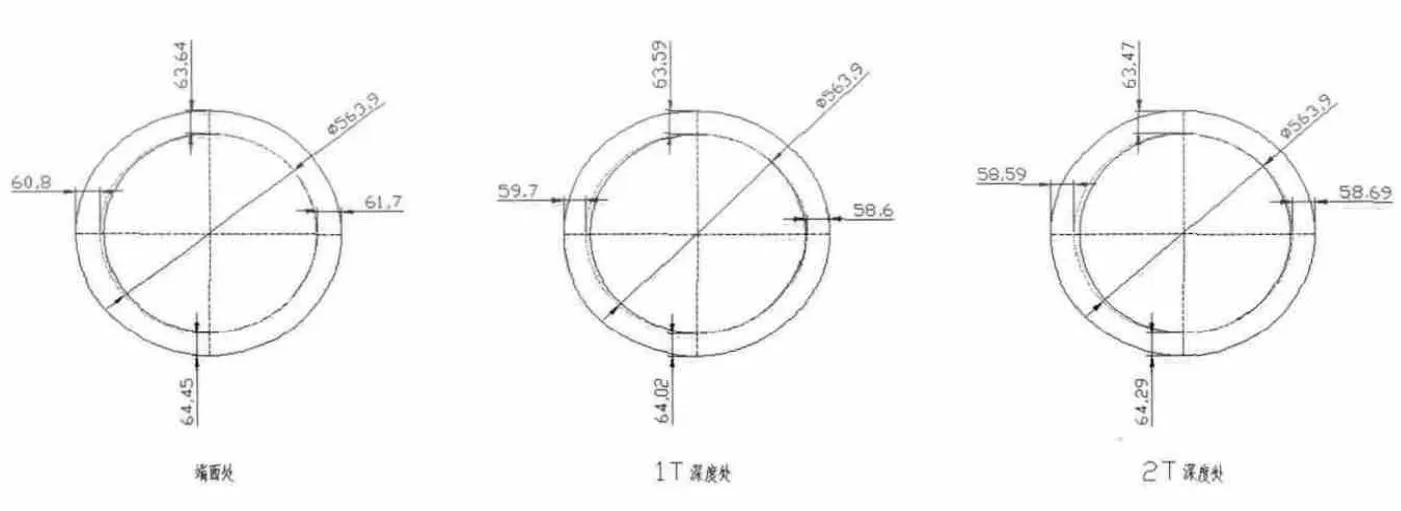
圖5 鏜孔后壁厚(鏜孔中心偏移3.8mm)
4 結論
4.1當實際建造后的主管道存在壁厚不足并影響鏜孔的情況下,可以通過鏜孔方案優化來彌補,最終可以滿足主管道鏜孔后的壁厚要求和在役檢查要求。
4.2主管道錐形鏜孔與偏心鏜孔可以聯合使用,以最大程度保證管道的壁厚要求。
[1]孫漢虹.第三代核電技術AP1000[M].北京:中國電力出版社,2010.
[2]林誠格.郁祖盛.歐陽予.非能動安全先進壓水堆核電技術[M].北京:原子能出版社,2008.