超高強度鋼內螺紋銑削用涂層刀具及工藝研究
2015-08-30 08:20:13王新昶湖北三江航天集團江北機械工程有限公司湖北孝感432000上海交通大學機械與動力工程學院機械系統與振動國家重點實驗室上海200240
武漢紡織大學學報 2015年6期
關鍵詞:工藝
徐 杰,王新昶(. 湖北三江航天集團 江北機械工程有限公司,湖北 孝感 432000;2. 上海交通大學 機械與動力工程學院機械系統與振動國家重點實驗室,上海 200240)
超高強度鋼內螺紋銑削用涂層刀具及工藝研究
徐杰1,王新昶*2
(1. 湖北三江航天集團 江北機械工程有限公司,湖北 孝感 432000;2. 上海交通大學 機械與動力工程學院機械系統與振動國家重點實驗室,上海 200240)
在火箭發動機殼體等關鍵部件中應用廣泛的D406A超高強度鋼是典型的難加工材料,尤其是該材料的內螺紋加工,對加工刀具及數控加工工藝提出了很高的要求。本文選用高性能TiAlN和TiN涂層刀具,采用內螺紋銑削加工方式及優化的走刀工藝,實現了D406A超高強度鋼的高效、高質量內螺紋銑削。研究結果表明,TiAlN和TiN涂層材料硬度顯著高于硬質合金材料,在切削加工潤滑條件下與D406A超高強度鋼對摩的摩擦系數僅為0.09和0.11,略低于硬質合金材料 (0.12),因此兩類涂層刀具在實際切削加工應用中具有明顯優于未涂層刀具的加工壽命和加工質量。采用內螺紋銑削加工方式及優化的走刀工藝,可顯著提高加工效率,獲得較好的表面質量,緩解對刀具的沖擊,避免接刀痕的出現。
超高強度鋼;內螺紋銑削;涂層刀具;走刀工藝
1 引言
超高強度鋼一般是指屈服強度在1370 MPa (140 kgf/mm2) 以上,抗拉強度在1620MPa (165 kgf/mm2)以上的合金鋼。超高強度鋼一般可按照其合金化程度和顯微組織區分為低合金中碳馬氏體強化超高強度鋼、中合金中碳二次沉淀硬化型超高強度鋼、高合金中碳Ni-Co型超高強度鋼、超低碳馬氏體時效硬化型超高強度鋼、半奧氏體沉淀硬化型不銹鋼等。
406、406A、D6AC超高強度鋼等均是典型的低合金超高強度鋼,在工業領域有著廣闊的應用前景,尤其是自上世紀50年代以來,在固體火箭發動機殼體上得到了廣泛應用。相比之下,D406A超高強度鋼具有更加優異的綜合性能,其經熱處理強化后的硬度高達48~52HRC,抗拉強度大于1620MPa,作為固體火箭發動機殼體可以有效保證殼體構件的高強度、輕重量和耐高壓性能,應用于軍工領域可為導彈武器提供較長的射程及較高的速度,從而提高其打擊范圍和突防能力[1]。
D406A超高強度鋼優異的綜合性能決定其具有極佳的應用效果,但是也表明其為典型的難加工材料,對其進行切削加工,尤其是銑削、鉆削和螺紋加工非常困難,其中尤以螺紋加工為甚。機械加工中常用的螺紋加工方法包括攻絲、冷擠壓成形、螺紋車削和螺紋銑削等[2]。隨著數控機床技術的發展,利用數控機床的螺紋插補功能進行螺紋加工的螺紋銑削工藝逐漸成為機械加工中比較流行的一種螺紋加工方法,相比于其他方法,螺紋銑削具有以下典型優點:(1) 同一把螺紋銑刀可以加工螺距相同,不同直徑、旋向、精度的內外螺紋;(2) 加工效率高,采用高速切削和高速進給可以有效節省加工時間;(3) 可以獲得良好的表面質量;(4) 消耗功率小,應用小型機床也可以加工較大的螺紋;(5) 切屑較短,可有效緩解在攻絲加工中經常出現的因為長切屑纏刀而導致的斷刀現象,即使刀具折斷或破損也不會影響零件質量,刀具破損的部分可以很容易地從工件中取出;(6) 沒有無效牙長,適用于盲孔到底的螺紋加工;(7) 對于難加工材料和淬火材料,選擇螺紋銑削是最佳的解決方案[3]。綜上所述,針對D406A超高強度鋼的內螺紋加工問題,首選內螺紋銑削工藝進行加工。
采用傳統的高速鋼或硬質合金刀具進行 D406A超高強度鋼內螺紋銑削加工過程中面臨的主要問題是刀具磨損較快、加工質量不穩定,刀具涂層技術是隨著機械加工工藝的發展逐漸興起的一種刀具表面改性及強化技術[4],其中硬質及超硬涂層的選用可有效提高刀具表面硬度,提升刀具耐磨損性能,延長刀具使用壽命,部分涂層還具有更低的摩擦系數和優異的摩擦學特性,可以緩解切削加工過程中刀具與工件材料的相對摩擦磨損,改善加工表面的質量[5]。對于超高強度鋼加工而言,含有 Ti、Al、Si等金屬元素的一元或多元碳化物涂層是常用的刀具表面涂層材料。
本文選用高性能TiAlN和TiN涂層硬質合金內螺紋銑刀作為加工刀具,首先對刀具涂層材料進行了檢測對比,然后對內螺紋銑削的走刀工藝進行了優化設計,據此完成了D406A超高強度鋼的高效、高質量內螺紋銑削。
2 螺紋銑刀涂層選擇
螺紋銑刀銑削時刀具受到的徑向分力特別大,所以螺紋銑削適用于短而粗的孔,螺紋孔深徑比一般不超過3,選用的螺紋銑刀的直徑也應當盡量大。一般而言,硬質合金材料的剛性及硬度均要優于高速鋼,因此加工小孔徑螺紋時多選用整體式硬質合金螺紋銑刀,而在硬質合金螺紋銑刀表面涂鍍硬質或超硬涂層制備而成的涂層銑刀兼具硬質合金和表面涂層的優點,在超高強度鋼螺紋銑削加工中有著越來越廣的應用前景。
本研究選取的市售TiAlN和TiN涂層硬質合金內螺紋銑刀典型實物圖如圖1所示,其中刀刃部分為金黃色的螺紋銑刀是Φ 12 mm的TiN涂層螺紋銑刀,刀刃部分為紫灰色的螺紋銑刀是Φ 10 mm的TiAlN涂層螺紋銑刀,實際內螺紋銑削加工過程中針對實際的工況需求制備了表面沉積兩種不同涂層的、不同規格的涂層螺紋銑刀。

圖1 TiAlN和TiN涂層內螺紋銑刀實物圖
應用蔡司公司的ULTRA55場發射掃描電子顯微鏡(Field Emission Scanning Electron Microscopy, FESEM)觀測刀具涂層的表面形貌,檢測結果如圖2所示,可見在TiAlN和TiN涂層表面均存在明顯的晶粒狀形貌,采用FESEM內集成的能量散射譜儀(Energy Dispersive Spectrometer, EDS)針對圖2中所示的采樣點進行檢測可得到涂層的元素成分構成,如表1所述,TiN涂層中的氮原子和碳原子個數比約為0.59,當該比值小于1時,說明非金屬的亞晶格中存在有高濃度的空位,該類TiN涂層的硬度相對較高;TiAlN涂層中除了含有Ti、Al和N元素外,還有少量的Si元素,在TiAlN涂層中加入Si可以起到細化晶粒的作用,提高涂層的硬度和抗氧化性,此外還會形成非晶態的Si3N4,提高TiAlN的分解溫度,提高涂層的高溫硬度。
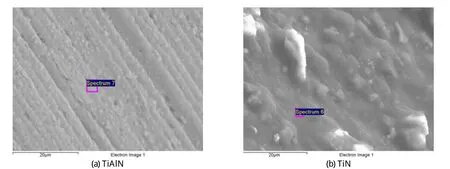
圖2 TiAlN和TiN涂層內螺紋銑刀的表面形貌
本研究還選取了具有相同特性的TiAlN和TiN涂層硬質合金平片樣品以及未涂層硬質合金平片樣品進行硬度和摩擦系數的測定,硬度測量采用的是維氏硬度計,摩擦系數測量采用的是球盤旋轉式標準摩擦磨損試驗機,上試樣為D406A超高強度鋼制成的銷,下試樣為TiAlN和TiN涂層硬質合金平片樣品以及未涂層硬質合金平片樣品,加載載荷為6 N,相對速度為0.5 m/s,潤滑條件為切削加工冷卻液潤滑。試驗測定的材料特性參數參見表2,可見兩種硬質涂層的硬度都要高于常規硬質合金材料,在冷卻液潤滑條件下與D406A超高強度鋼對摩的摩擦系數要略小于硬質合金,二者相比,TiAlN涂層的硬度更高,摩擦系數更小,具有更優異的機械性能。

表1 TiAlN和TiN涂層的元素構成

表2 試驗測定的材料特性參數
3 內螺紋銑削走刀路徑優化
螺紋銑削加工是通過刀具的自轉與機床的螺旋插補相互結合實現的,是利用數控機床的三軸聯動功能結合G02或G03圓弧插補指令,螺紋銑刀繞螺紋軸線作X、Y方向圓弧插補運動走螺旋曲線,同時軸向方向(Z或W)作直線運動來完成螺紋加工。
本研究基于常用的數控鏜銑床,針對D406A超高強度鋼的內螺紋銑削優化設計了通用的走刀路徑工藝方案,優化工藝方案示意圖如圖3所示,其中D1為螺紋大徑,D3為螺紋小徑,Dc為刀具直徑,A=(D1-Dc)/2,ae為徑向切削深度,ae=(D12-D32)/4(D1-Dc),ae/Dc%為刀體嚙合百分數,一般不應超過40%,Dc與D3越接近,嚙合百分數越大,速度要降低,Dc一般為D3的80%。
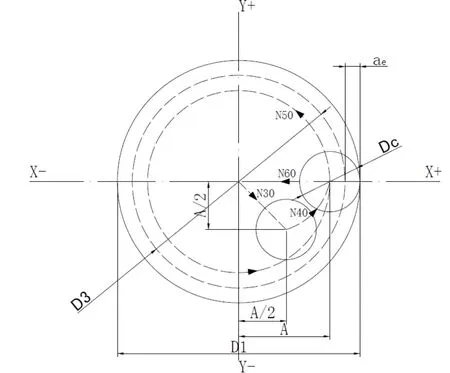
圖3 D406A超高強度鋼內螺紋銑削走刀路徑優化工藝方案
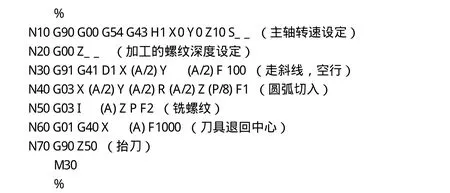
基于上述走刀路徑進行刀具中心編程思路如下:程序中的F2指的是刀具中心軌跡、即圖中雙點劃線的移動速度,F2與刀具切削的進給速度vf的關系為:F2/vf=2A/D1=(D1-Dc)/D1;vf=nf (mm/min);螺紋銑刀切削線速度vc=nπDc/1000 (m/min);n為轉速,f為每轉進給量;圓弧切入速度F1一般取F2的30%~50%;P為螺距。
該優化工藝方案中選用圓弧切入、切出,可以有效避免直線切入對于刀具的沖擊,切入、切出非常平穩,振動較小,為了避免加工的螺紋存在接刀痕,切入圓弧應當與螺紋插補的整圓相切。
內螺紋銑削加工過程涉及銑削方向的選擇問題,一般而言,順銑的加工質量好,切削力較小,排屑較好,在機床絲杠無間隙、工件表面無黑皮和硬殼的情況下優選順銑,本試驗及加工中所采用的數控鏜銑床采用的是滾珠絲杠,因此選用順銑的銑削方向,如上述程序中,銑削右牙內螺紋,采用的是G03逆時針旋轉圓弧插補指令。
4 切削試驗及結果對比
D406A超高強度鋼內螺紋銑削加工過程中的切削力較大,因此切削系統的整體剛性對于刀具振動和刀具壽命也有著顯著影響,為了保證切削系統的剛性,在進行切削試驗及實際加工時應當考慮如下因素:刀具裝夾時,盡可能使刀具懸伸最短;盡可能減少刀具和主軸的跳動;保證夾具具有足夠的剛性;盡可能不采用中心架裝夾工件;保證刀具及工件裝夾牢固可靠。
帶涂層的整體式硬質合金螺紋銑刀是典型的多刃刀具,因此裝夾時要注意裝夾精度,使用高精度、夾持力大的刀柄,可以顯著改善加工質量,提高刀具使用壽命。
D406A超高強度鋼內螺紋銑削加工過程中的切削熱也比較大,因此需要選用冷卻效果好的水基切削液,并連續充分澆注,切削液兼具冷卻和潤滑的作用,尤其是對小孔徑內螺紋加工而言,半封閉式的加工環境對于冷卻提出了更高的要求,在條件允許的情況下,最好是采用內冷的方式,可以直達切削區域,并且可以強制排屑。
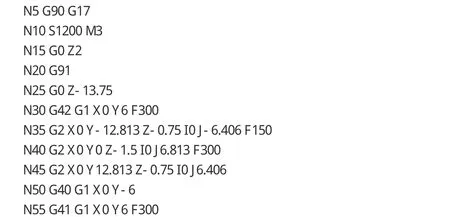
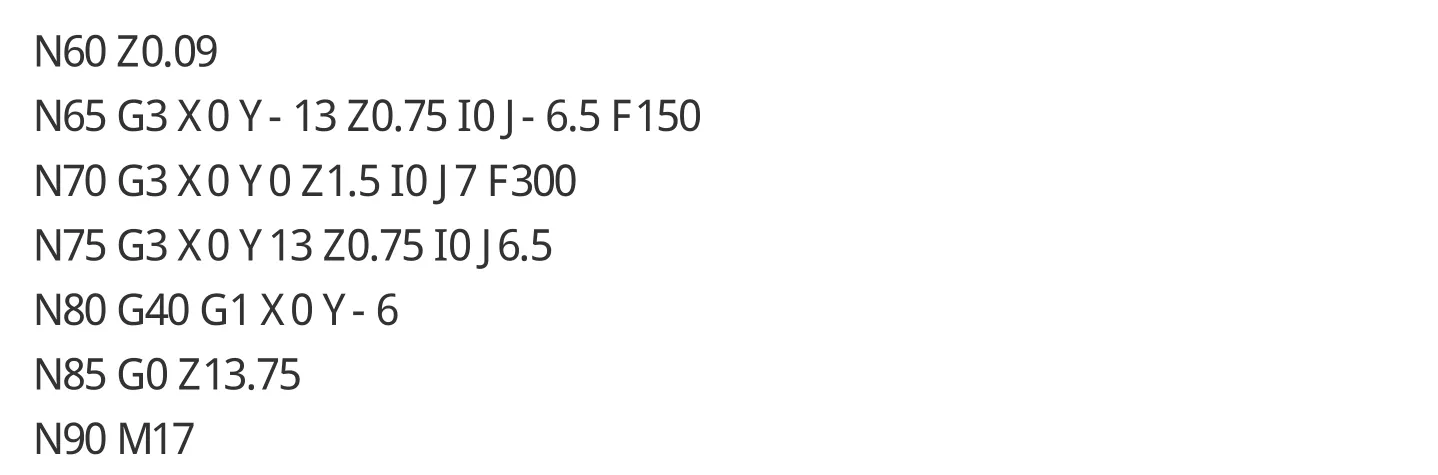
對比切削試驗在TK6920數控鏜銑床上進行,選用的刀具為Φ 12 mm的TiAlN和TiN涂層硬質合金內螺紋銑刀及未涂層硬質合金內螺紋銑刀,螺紋銑刀螺距為1.5 mm,用于加工螺紋大徑D1=14 mm,螺紋小徑D3=12.5 mm的內螺紋,具體采用的切削參數及程序如下:主軸轉速 n=1200 r/min,加工的螺紋深度為14mm,刀具中心軌跡移動速度F2=300mm/min,圓弧切入速度F1=150mm/min,P= 1.5。
內螺紋銑削對比試驗結果表明,由于具有較高的表面硬度,TiAlN和TiN涂層硬質合金內螺紋銑刀在實際切削加工應用中表現出明顯優于未涂層刀具的刀具壽命,其中TiAlN涂層銑刀的刀具壽命最長,甚至可達到未涂層硬質合金刀具的2倍;由于較小的摩擦系數和良好的摩擦學特性,采用TiAlN和TiN涂層硬質合金內螺紋銑刀加工獲得的內螺紋表面還具有較高的表面質量。此外,采用內螺紋銑削加工方式及優化的走刀工藝,確實可以顯著提高加工效率,緩解銑削加工對于刀具的沖擊作用,試驗過程中沒有接刀痕出現。
5 結論
TiAlN和TiN涂層的硬度高于硬質合金,在冷卻液潤滑條件下與D406A超高強度鋼對摩的摩擦系數略小于硬質合金,因此用作螺紋銑刀表面保護涂層可提高刀具壽命,改善加工質量。
基于內螺紋銑削的加工方式,采用優化的走刀工藝,合理選擇銑削方向、切削參數及潤滑方式,可以顯著提高加工效率,獲得較好的表面質量,緩解對刀具的沖擊,避免接刀痕的出現。
[1] 韓慶波,宋東葵,付德生.D406A超高強度鋼切削加工工藝研究[J].航天制造技術,2003,(3):16-19.
[2] 梅艷波.螺紋加工方法研究[J].長江大學學報,2009,6(1):279-280.
[3] 代勇韜,汪建軍.小孔螺紋銑削在超高強度鋼加工中的應用[J].制造技術與機床,2005,(4):51-52.
[4] 張勤儉,趙路明,劉敏之,等.刀具涂層技術的研究現狀和發展趨勢[J].有色金屬科學與工程,2014,5(2):20-25,32.
[5] Lei Xuelin, Wang Liang, Shen Bin, Sun Fanghong, et al. Comparison of chemical vapor deposition diamond-,diamond-like carbon- and TiAlN-coated microdrills in graphite machining[J].Proceedings of the Institution of Mechanical Engineers,Part B: Journal of Engineering Manufacture,2013,227:299-309.
Studies on Coated Cutting Tools and Processes for Internal Thread Milling the
Super-Strength Steel
XU Jie1, WANG Xin-chang2
(1. Jiangbei Mechanical Engineering Co. Ltd, Hubei Sanjiang Aerospace Group, Xiaogan Hubei 432000, China; 2. State Key Laboratory of Mechanical System and Vibration, School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China)
The D406A super-strength steel, which is widely used in many important components such as the shell of the rocket engine, is a typical difficult-to-machine material, especially the machining of the internal threads, putting forward extremely high requirements for cutting tools and processes of the numerical control machining. In the present study, high-efficient and high-quality internal thread milling of the D406A steel is accomplished, choosing high-performance TiAlN and TiN coated cutting tools, adopting the processing mode of internal thread milling and optimized feed processes. Research results show that the hardness of both the TiAlN and TiN coatings are significantly higher than the cemented carbide, and friction coefficients of both the coatings when sliding against the D406A steel under the lubricant machining condition are only 0.08 and 0.11, lower than that of the cemented carbide (0.17). As a result, both the coated cutting tools present elongated tool life and machining quality as compared with the uncoated cemented carbide cutting tool. Moreover, the employment of the internal thread milling and the optimized feed processes can significantly increase the machining efficiency and the quality of the machined surface, relieve the impact on the cutting tools, and avoid the appearance of gear marks.
super-strength steel; internal thread milling; coated cutting tool; feed process
TG264
A
2095-414X(2015)06-0090-05
王新昶(1988-),男,博士后,研究方向:超硬薄膜的制備、高速切削及先進制造技術.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52