新型復合型陽極鋼爪研究
2015-09-03 10:47:30于冠英
有色設備 2015年4期
關鍵詞:結構
于冠英
(中國有色(沈陽)冶金機械有限公司, 遼寧 沈陽 110141)
新型復合型陽極鋼爪研究
于冠英
(中國有色(沈陽)冶金機械有限公司, 遼寧 沈陽 110141)
本文提供一種新的鋁電解槽用鋼殼鋁芯陽極鋼爪,從理論計算和澆鑄分析、有限元分析等多方面對其結構合理性進行驗證。該結構能達到電解鋁生產節電降耗的目的,同時保障其結構強度滿足實際生產使用的要求。
鋼殼鋁芯; 導電性能; 節電降耗
0 引言
目前通用鋁電解槽預焙陽極均采用鑄鋼陽極鋼爪,主要是通過鋁、鋼復合爆炸焊片與鋁導桿焊接,鋁導桿和陽極鋼爪起傳導電流和承載負載的作用。由于鑄鋼的電阻比較大,在鋁電解過程中,陽極鋼爪部分電壓降較大,損耗的電功率也大,增加電解鋁的生產成本。因此,如何在能源緊張的我國工業現代化的進程中,采用新的生產技術,簡化工藝,增加收益、節能降耗、減少成本,對于電解鋁企業來說是保證其具有市場競爭力的必要條件。本文提供了一種新型鋼鋁復合結構陽極鋼爪,并通過理論計算、有限元分析、鑄造模擬、電流模擬等方法驗證了其結構的合理性,此新型結構具有顯著的節能效果、較高的經濟效益,因此具有很高的推廣價值。
1 項目研發背景概述
鋁電解法生產是一種高能耗過程。根據調查,世界原鋁生產成本的組成當中,其中電能占24%,而我國原鋁生產電能消耗占30%~40%。為此,鋁行業各大制鋁企業紛紛對電解工藝過程及電解流程進行詳細的剖析,用以研究和探索制鋁過程節能降耗的方法和有效途徑。
通過對鋁電解過程及其關鍵設備分析發現,電解槽對安全性能有較高的要求,因此改造的可能性和經濟性較差;鋁排、母線由于大量使用,其材料的導電性和使用經濟性已屬于最優選擇。陽極方面,由于存在陽極導桿與鋼爪、鋼爪與碳塊屬于異種材料過渡,使得電流在流經該位置時阻抗較為顯著;再加上單槽陽極數量較多,因此整個車間因陽極壓降損耗較高。考慮陽極使用的環境條件限制,需要研究一種高導電率的陽極結構,進而解決阻抗引起能源浪費的重大問題。
我國目前大多數電解鋁生產企業應用的陽極結構由鋁導桿、鋁鋼爆炸焊接復合片、鑄鋼爪組合而成。[1]主要作用是傳導電解電流和承載電解消耗的碳塊重量,其中以導電為主。該結構在使用過程中存在以下問題:
(1) 鋁- 鋼爆炸焊片最高使用溫度較低,僅為350 ℃;
(2) 鋁- 鋼爆炸焊片增加陽極壓降、制作和檢修成本;
(3) 鋁導桿與鋁- 鋼爆炸焊片鋁端采用摩擦焊也不能改變鑄鋼鋼爪橫梁導電性能差的本質;
(4) 鋁導桿與鋁- 鋼爆炸焊片鋁端采用熔化焊,有效接觸面積小,陽極壓降增加;
因此,降低噸鋁直流電耗是降低鋁電解生產成本的主要措施之一。[2]本文提供的新型鋼殼鋁芯陽極鋼爪能夠解決結構強度不足,易變形等問題,保障達到比現有各種陽極鋼爪更優異的導電性能,這種結構的優點有:
(1) 將鑄鋼陽極鋼爪橫梁改為鋼包鋁式的鋁鋼復合結構陽極鋼爪橫梁。這種設計充分發揮了金屬鋁導電性能優于鑄鋼的導電性能的特點,相當于把鋁導桿延伸到鋼爪橫梁內部。采用鋼殼設計,鋼殼本身主要起承載重量和保護鋁芯不被電解質進行電化學腐蝕和燒損的作用。
(2) 鋁鋼復合結構陽極鋼爪橫梁上部直接設計制造出與橫梁鋼殼內鋁芯相連的凸臺,用來與鋁導桿相連,其主要目的是取消與鋁導桿焊接連接而設置的鋁鋼復合爆炸焊片,使陽極鋼爪橫梁和鋁導桿可以直接進行鋁—鋁焊連接。這種設計使陽極鋼爪橫梁既發揮了鋁材的優良導電性能,又解決了鋁陽極導桿與陽極鋼爪的焊接結合。
2 基礎研究工作
2.1 溫度因素
傳統的陽極鋼爪在使用過程中,會使電壓降升高,電流損耗增大,電功率下降,生產成本增大。同時在鋁- 鋼爆炸焊片處還容易出現復合部位開裂、斷開(經查資料在溫度達到350 ℃時焊片易開裂),影響生產的正常進行,致使鋁電解的成本增加。鋼殼鋁芯鋼爪是近年來開發的新結構,為了克服了上述現有技術的不足,提供一種使用壽命長,造價低,電流效率高,耗電低的節能型鋁鋼復合結構。這種結構的優點有:
(1) 將鑄鋼陽極鋼爪橫梁改為鋼包鋁式的鋁鋼復合結構陽極鋼爪橫梁。這種設計充分發揮了金屬鋁導電性能優于鑄鋼的導電性能的特點,相當于把鋁導桿延伸到鋼爪橫梁內部。采用鋼殼設計,鋼殼本身主要起承載重量和保護鋁芯不被電解質進行電化學腐蝕和燒損的作用。
(2) 鋁鋼復合結構陽極鋼爪橫梁上部直接設計制造出與橫梁鋼殼內鋁芯相連的凸臺,用來與鋁導桿相連,其主要目的是取消與鋁導桿焊接連接而設置的鋁鋼復合爆炸焊片,使陽極鋼爪橫梁和鋁導桿可以直接進行鋁—鋁焊連接。這種設計使陽極鋼爪橫梁既發揮了鋁材的優良導電性能,又解決了鋁陽極導桿與陽極鋼爪的焊接結合。
根據文獻顯示,鋼爪位置溫度達600 ℃,殘極時更高;橫梁溫度在200~350 ℃。在該溫度作用下,無論是鋁芯還是鋼結構,其剛性、強度和導電性能降低現象顯著。鋁與鐵的電阻率,見表1。[3]
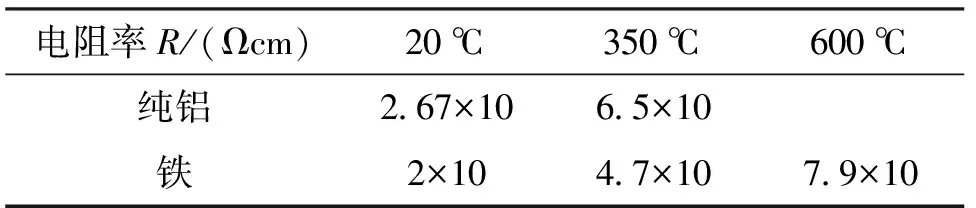
表1 金屬電阻率及其溫度系數
其它溫度可根據公式Rt=R20[1+α20(t-20)]計算得出,其中α鋁=0.004 29;α鋼=0.006 51。
2.2 結構因素
結構的合理能夠保證承載過程中僅發生微小變形(控制在金屬的收縮范圍或延伸范圍內);同時,能夠控制腔內鋁液凝固收縮特性。這兩個方面都是保證鋼殼與鋁芯接觸性能的重要方面。
2.3 環境因素
鋼爪在使用過程中各部分溫度雖跟電解電流有關。但經過160 kA~600 kA現場考察情況可知,液態電解質溫度基本都保持在930~950 ℃。因此,陽極鋼爪的溫度也基本可確定為一個較小的有效范圍。根據文獻及現場簡易測量,陽極鋼爪工作時溫度,見表2。
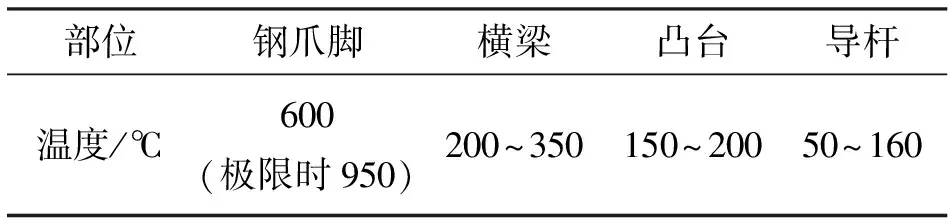
表2 陽極鋼爪工作時溫度
3 實施方案
基于以上影響因素的考慮,初步擬定了兩種新型鋼殼鋁芯的結構形式,并逐一列出該結構的優缺點,見表3。
4 結構研究基礎
4.1 壓降計算
針對以上實施方案的兩種新型鋼爪結構,逐一進行壓降計算,評估其結構的性能及合理性。
4.1.1 第一種新型鋼殼鋁芯陽極鋼爪的壓降計算過程
常溫下(20 ℃)的電阻值為:
2.67×10-6×6/70.88+2×
10-5×22/254=1.96×10-6Ω
因為陽極鋼爪在電解槽內部工作時,鋼爪的溫度達到600 ℃,橫梁的溫度大概是350 ℃。
陽極鋼爪正常工作時的電阻:
6.5×10-6×6/70.88+ 7.9×10-5×
22/254=7.39×10-6Ω
鋼殼鋁芯鋼爪壓降:
常溫下:V20=IR=2 233×1.96×10-6=4.37 mV
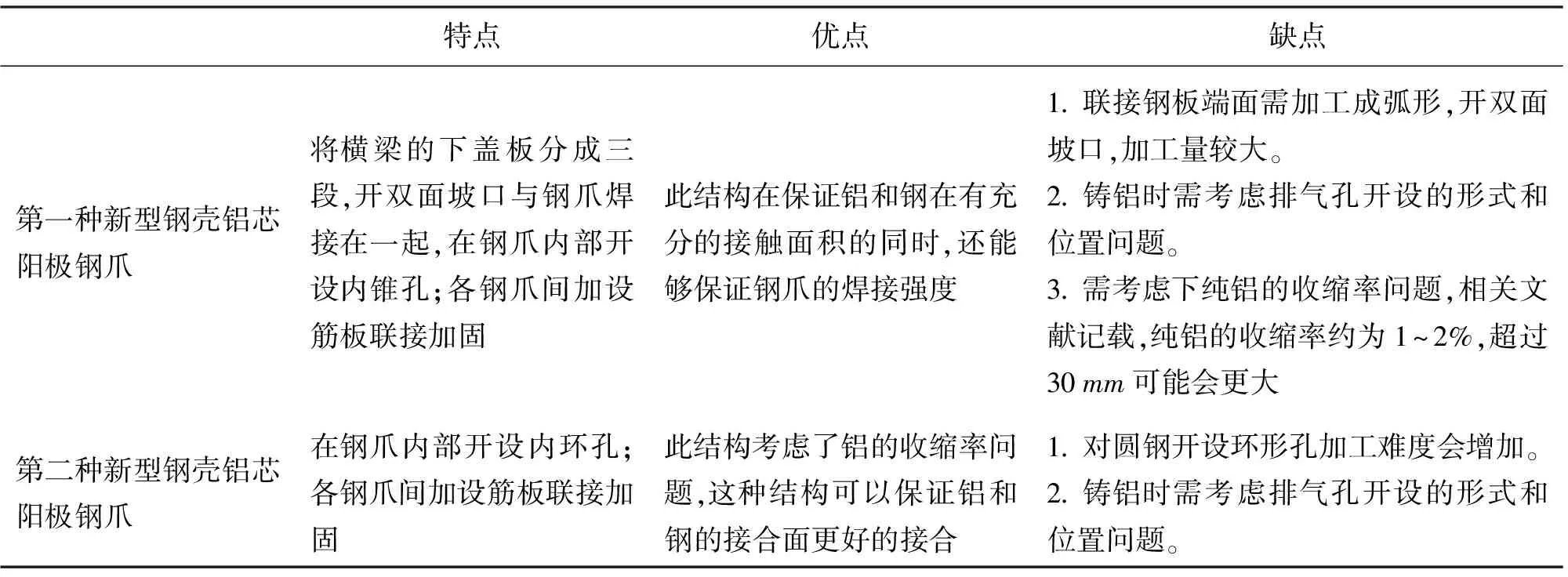
表3 新型鋼爪四種結構對照表
工作時:V600=IR工作=2 233×7.39×10-6=16.5 mV
鋼殼鋁芯橫梁的電阻:


鋼殼鋁芯橫梁壓降:
常溫下:V=IR橫梁=0.039×10-6×8 929=0.35 mV
工作時:V工作=IR橫梁工作=0.082×10-6×8 929=0.73 mV
鋼殼鋁芯凸臺壓降計算:
常溫下鋼殼鋁芯凸臺電阻:
0.53×10-7Ω
工作時鋼殼鋁芯凸臺電阻:

鋼殼鋁芯凸臺壓降:

四個鋼爪是并聯的關系根據公式1/R=1/R1+1/R2+1/R3+1/R4。
R1=R2=R3=R4;得出鋼爪總電阻R=R1/4。
鋼殼鋁芯鋼爪和橫梁壓降總和在常溫(20 ℃)為:4.37/4+0.39+0.47=1.95 mV,
鋼殼鋁芯鋼爪(600 ℃)和橫梁(350 ℃)壓降在電解槽工作時的壓降總和為16.5/4+0.73+1.16=6.02 mV,運用第一種結構形式的陽極鋼爪單個陽極鋼爪可以降低壓降。
常溫下:6.85-1.95=4.9 mV
工作時:18.44-6.02=12.42 mV
4.1.2 第二種新型鋼殼鋁芯陽極鋼爪的壓降計算過程
由于凸臺和橫梁部分的結構沒有變化,所以在這里只對鋼爪的壓降進行計算:
常溫下(20 ℃)的電阻值為:
2.67×10-6×6/84.82+ 2×10-5×22/254=
1.92×10-6Ω
因為陽極鋼爪在電解槽內部工作時,鋼爪的溫度達到600 ℃,橫梁的溫度大概是350 ℃。
陽極鋼爪正常工作時的電阻:
6.5×10-6×6/84.82+7.9×10-5×22/254=
7.3×10-6Ω
鋼殼鋁芯鋼爪壓降:
常溫下:V20=IR=2 233×1.92×10-6=4.29 mV
工作時:V600=IR=2 233×7.3×10-6=16.3 mV
結論:
鋼殼鋁芯鋼爪和橫梁壓降總和在常溫(20 ℃)為:4.29/4+0.39+0.47=1.93 mV。
鋼殼鋁芯鋼爪(600 ℃)和橫梁(350 ℃)壓降在電解槽工作時的壓降總和為:6.3/4+0.73+1.16=6 mV。
運用第四種結構形式的單個陽極鋼爪可以降低壓降。
常溫下:6.85-1.93=4.92 mV
工作時:18.44-6=12.44 mV
綜合以上兩種結構,考慮到壓降、剛強度和加工方法等因素,建議采用第二種結構形式。
4.2 有限元分析
因為前面兩種結構除了鋼爪的結構不同,其他部位的結構類似,所以選取第一種鋼殼鋁芯結構進行有限元靜力學分析,并按照鋼爪在現場使用過程中的實際工況添加邊界條件[4]。計算得陽極鋼爪的變形和應力云圖,見圖1~圖3。
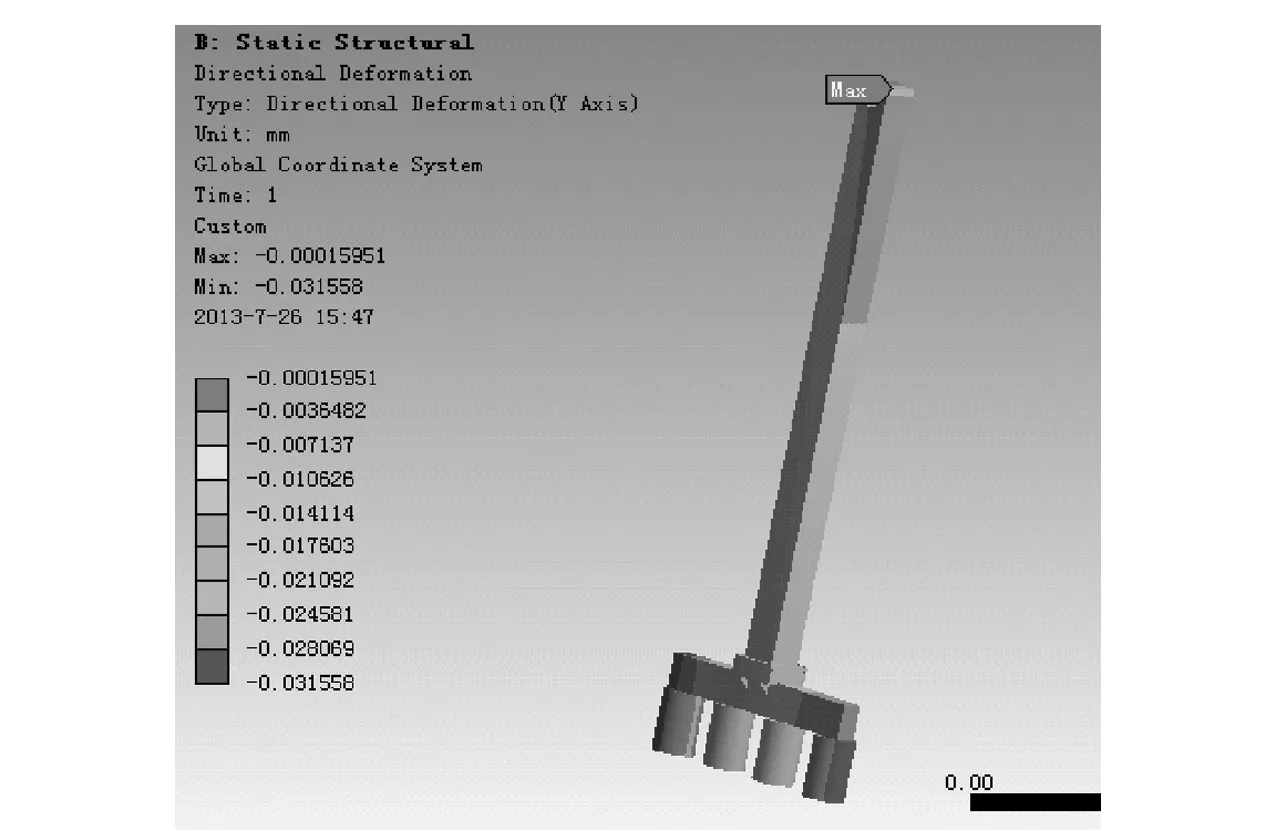
圖1 陽極鋼爪的變形云圖
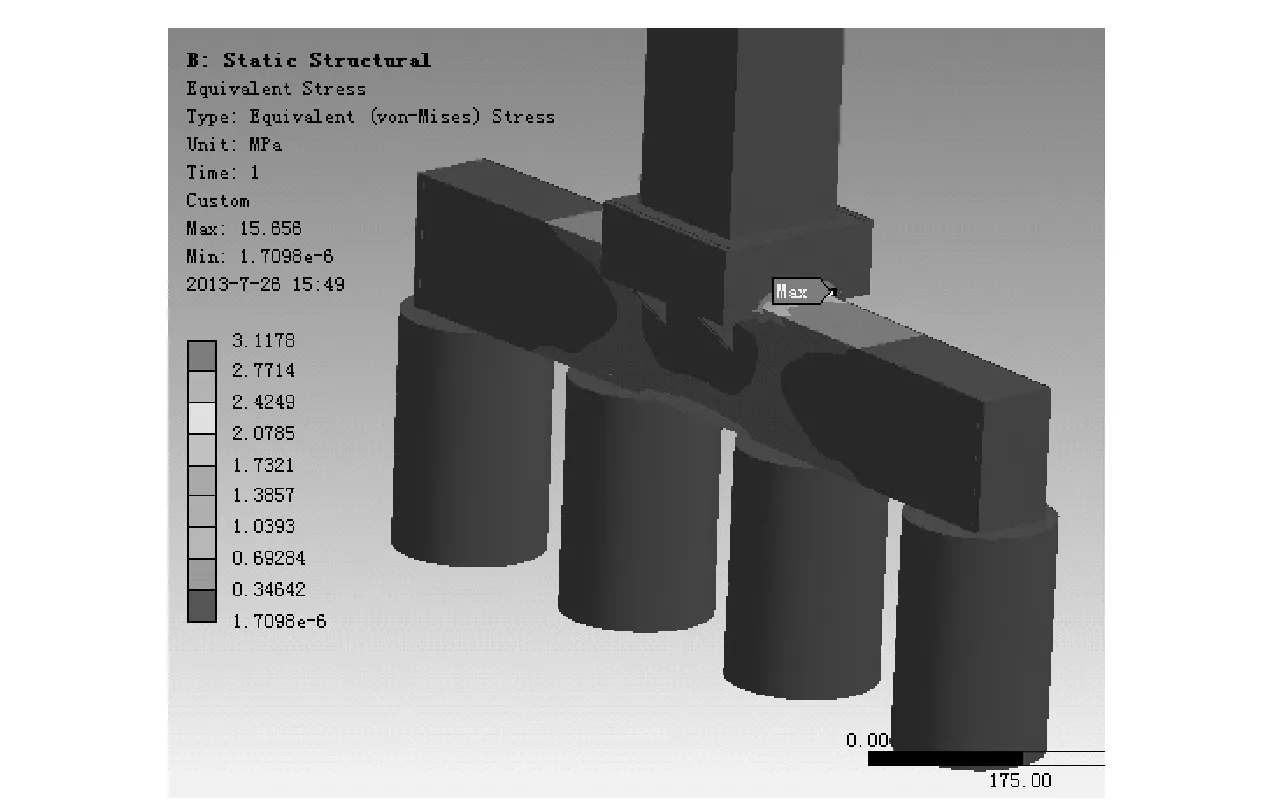
圖2 陽極鋼爪的局部應力云圖
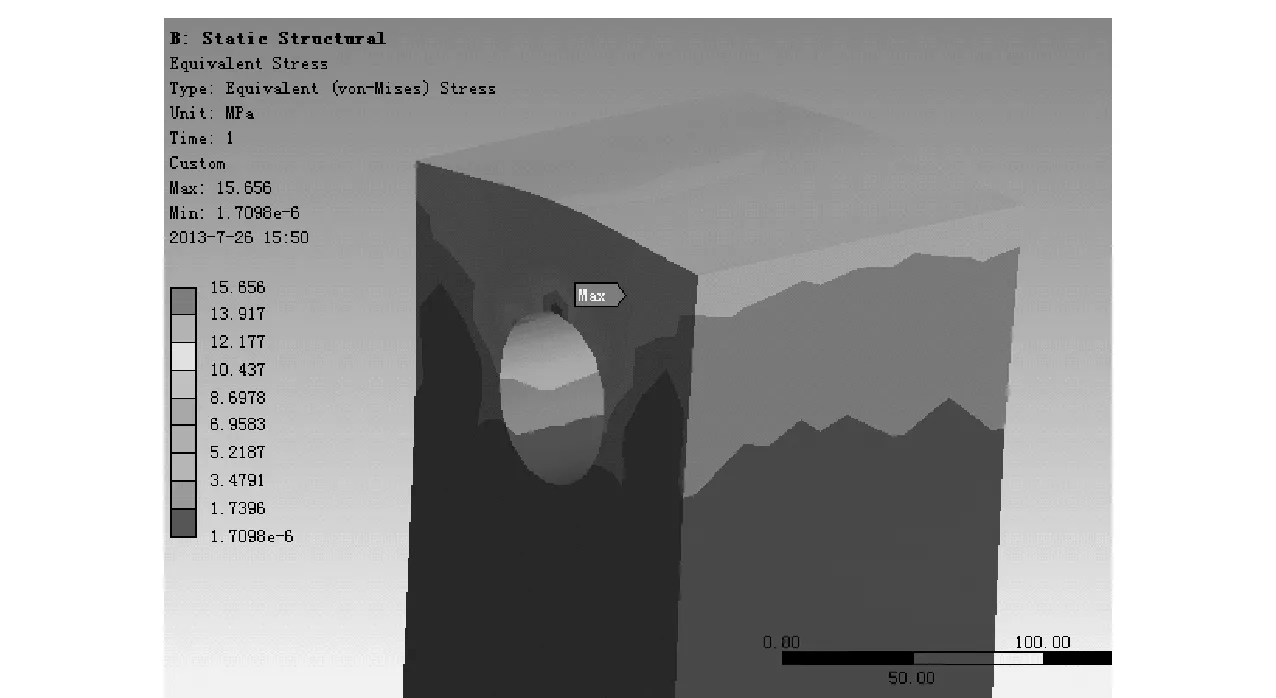
圖3 陽極鋼爪的應力最大處的云圖
從其結果可以看出鋼爪的最大變形值0.03 mm,見圖1,相對于整體結構變形值較小,鋼爪的剛度足夠。鋼爪的最大應力位于鋼爪的鋁導桿頂端圓孔處,見圖3,其值為15.656 MPa,遠小于材料的許用應力,因此強度也滿足條件。
4.3 鋁芯澆注分析
4.3.1 鋁液流動模擬
為了查看鑄鋁過程中鋁水在鋼殼內部的流動和收縮情況,利用專業鑄造模擬軟件Procast對在金屬腔體內鑄鋁的過程進行仿真模擬,對鋁水的流向和速度以及凝固時間進行監測,得出了鋁水在澆鑄過程中的溫度變化、凝固時間和填充時間的云圖。
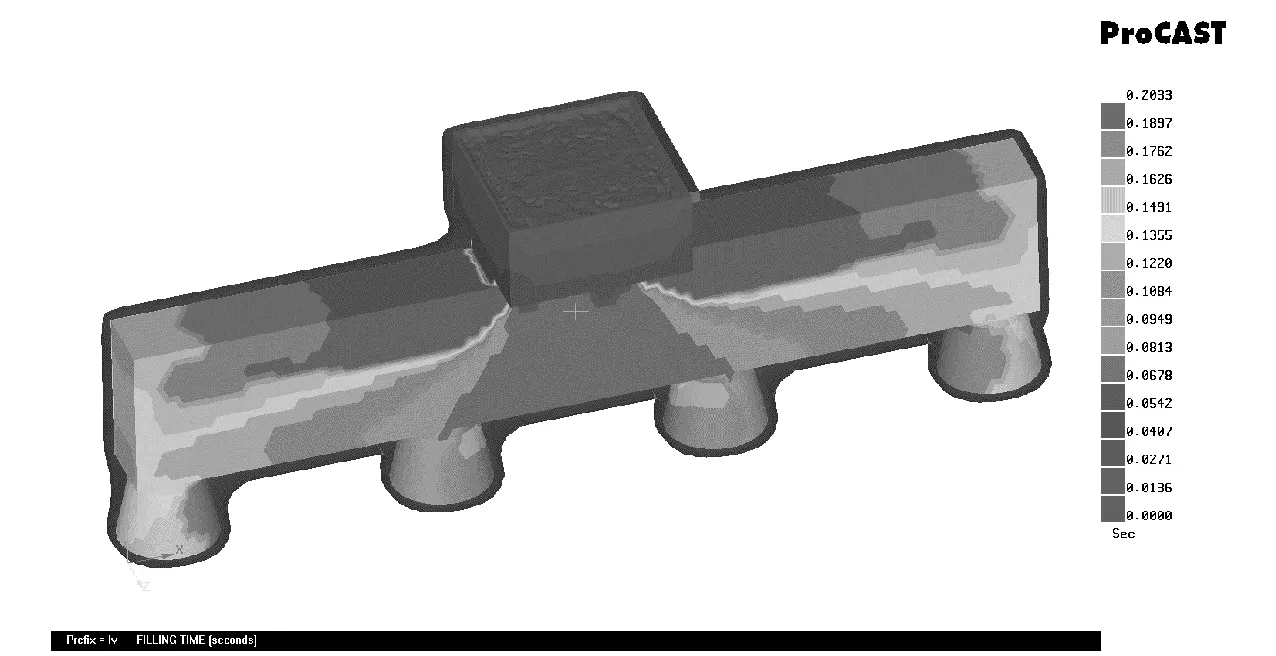
圖4 鋁液凝固時間示意圖
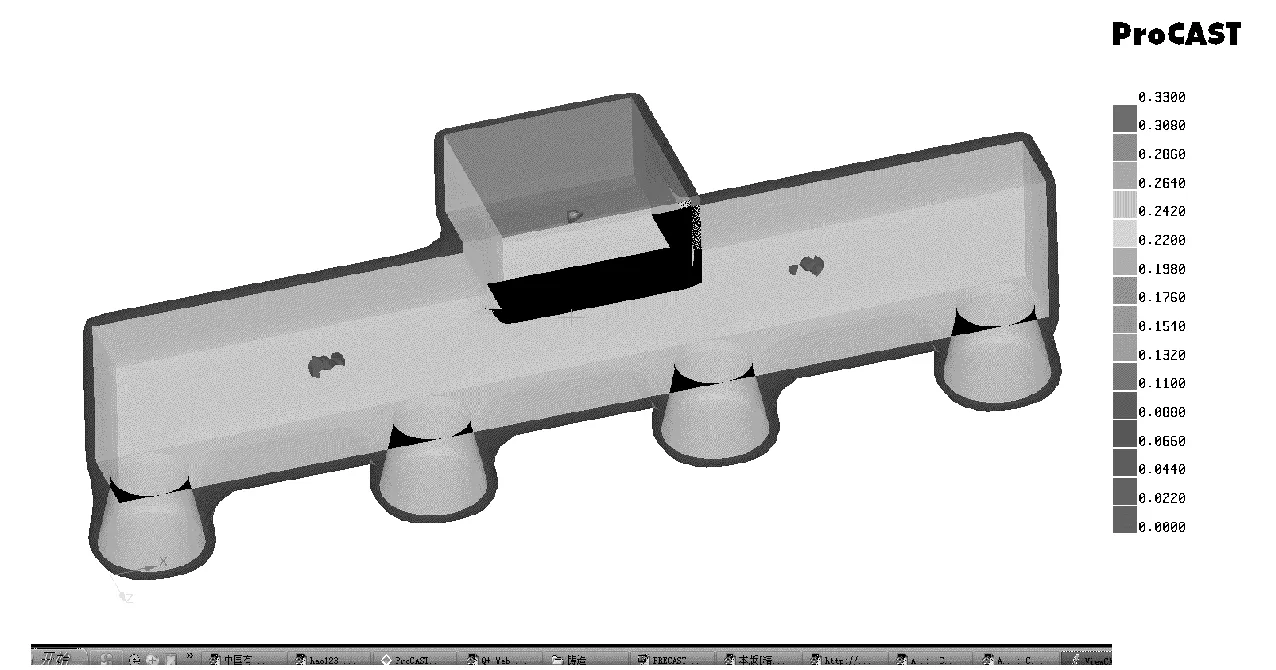
圖5 鋁液縮孔位置示意圖

圖6 凝固過程的溫度云圖
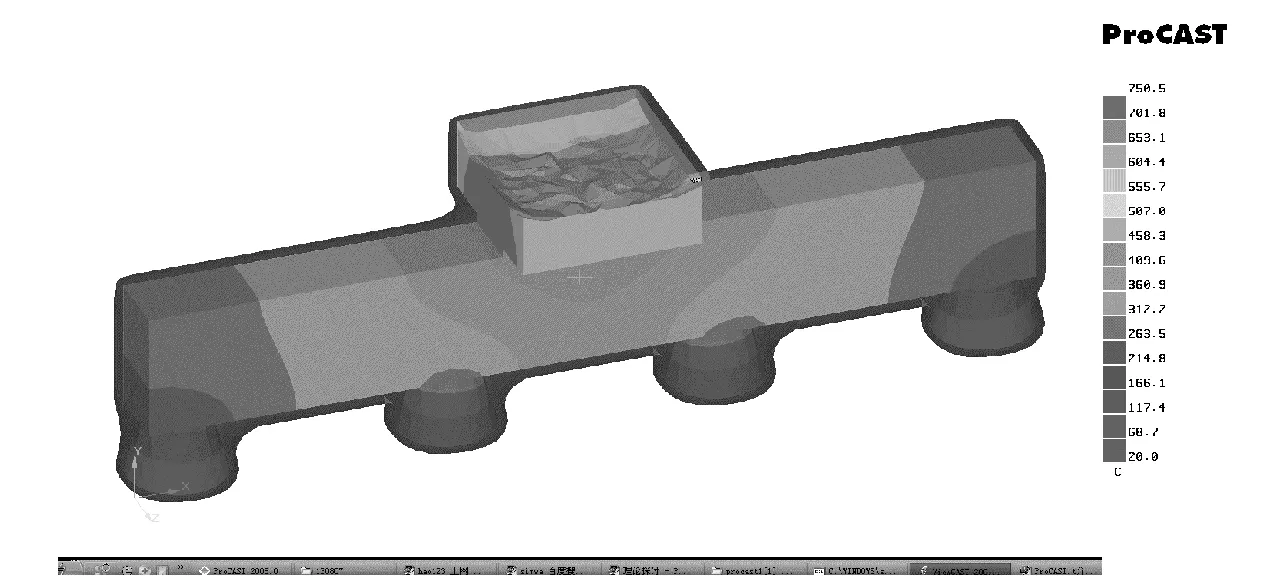
圖7 澆鑄過程中鋁芯的溫度云圖
圖8 澆鑄過程中鋼殼的溫度云圖
4.3.2 鋁液凝固收縮計算
根據膨脹率計算公式
α=(Lt-L0)/L0Δt
(1)
可得:
Lt=L0(1+αΔt)
(2)
式中Lt—溫度為t時的長度;L0—基準溫度時的長度; Δt—溫度t與基準溫度的差值。
主要考慮鋁在鋼爪和橫梁內的收縮性,根據公式(2)進行計算。
鋁液澆鑄溫度設為750 ℃,降至室溫(20 ℃)時的收縮率為:
(L750—L20)/L750=(750—20)×27×10-6=1.93%,降至600 ℃時的收縮率為:
(L750—L600)/L750=(750—600)×27×10-6=0.405%,降至350 ℃時的收縮率為
(L750—L350)/L750=(750—350)×25.5×10-6=1.02%,降至200 ℃時的收縮率為
(L750—L200)/L750=(750—200)×24.3×10-6=1.34%。則,橫梁長度為1 030 mm時,由澆鑄溫度降至室溫時縱向收縮量為19.88 mm;當再次由常溫升至工作溫度(350 ℃)時膨脹量為8.5 mm。橫梁寬度為76 mm時,由常溫升至工作溫度(350 ℃)時膨脹量為0.64 mm。鋼爪長度為90 mm時,升至工作溫度(600 ℃)時膨脹量為1.41 mm;鋼爪直徑為Φ70 mm時,升至工作溫度(600 ℃)時膨脹量為1.09 mm。
鋼殼厚度一般為12 mm,熱膨脹量很小,且受鋼殼結構限制,在此忽略。
因此,澆鑄時若澆口能補償鋁的收縮量,鋁芯與鋼殼內表面結合較好情況下,可根據公式
鋁與鋼的間隙=鋁的膨脹量-鋼的膨脹量-鋼爪受力變形量
粗略計算工作時鋁芯外表面與鋼殼內表面的間隙,從而確定計算電阻時的接觸面積。
小結:根據上述計算,受力時鋼殼變形量在0.5 mm以下,則在工作溫度下鋁芯與鋼殼結合面接觸良好,且具有一定壓應力。
4.4 排氣設置
(1) 鋼爪底部氣阻位置設置排氣塞,具體尺寸需要試驗確定;
通過查閱相關資料與陽極鋼爪的結構相結合,擬定采用一種簡單有效的金屬型排氣塞,即用粗細合適的銅(鐵)絲,按需要截取一定長度,將其一端挫平,另一端壓扁,即制成排氣塞。
每個鋼爪在容易形成氣阻的位置,即內錐孔的地面附近開設四個小孔,直徑大概10 mm左右,然后再用銅(鐵)絲,按需要截取一定長度,將其一端挫平,另一端壓扁制成的排氣塞,塞入其中,具體形式如圖16所示。
(2) 鋼爪上部若采用新結構1、4、5、6時,需設置上部排氣塞;采用新結構2或3時,澆口即為排氣口,見圖9。
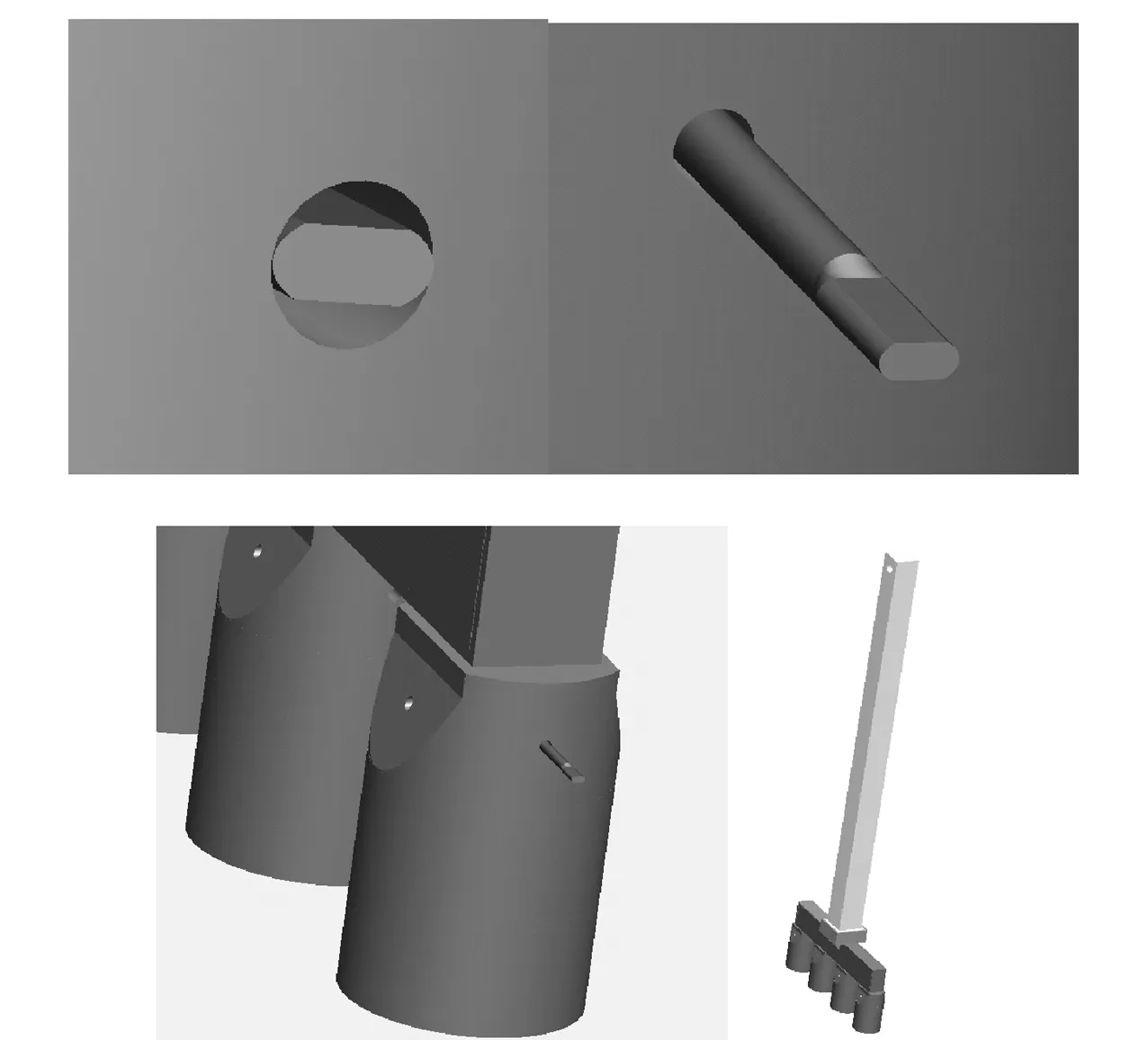
圖9 鋼爪開設排氣塞示意組圖
4.5 電流流向分析
結構設計時需要考慮電流流向,一是局部加強時應盡量減少對鋁導體的隔斷;二是陽極上電流的流通路線應使鋁導體最長、鋼導體盡量短,從而減小壓降;三是推薦縱向隔斷鋁芯加強方式,須保證被縱向隔開的鋁芯成并聯方式傳導。
陽極理想的電流流向為鋁導桿—鋁凸臺—橫梁鋁芯—鋼爪。鋼爪為并聯結構,根據并聯電路原理,四個鋼爪的壓降相同。由于電流由鋁凸臺經橫梁鋁芯流至鋼爪過程中,中間兩個鋼爪電流流經線路較短,兩端兩個鋼爪線路較長,見圖10。為了保證鋼爪壓降相同,電流在橫梁鋁芯中分流狀態為中部電流較大、兩端電流較小。
5 結論
鑄鋼陽極鋼爪自從電解鋁產業采用預培槽技術以來,便一直沿用至今,經過近50年的發展,由于受到鋼導電性能的制約,鑄鋼陽極鋼爪的電耗指標基本保持在一定水平,較難取得革命性的突破;鋼殼鋁芯橫梁陽極鋼爪充分利用了鋼的強度性能和鋁優良的導電性能,既滿足了傳統鑄鋼爪的使用強度要求,又增大新產品的導電率,減少新產品的電阻從而達到節能降耗的目的。
鋼殼鋁芯橫梁陽極鋼爪既能滿足正常電解生產的強度要求,又具有節能效果顯著的特點,生產成本相對很低但是經濟效益很高,隨著對陽極鋼爪這一配件認識的不斷深化和提高,電解鋁生產企業也高度重視這一配件產品的選購和使用[5],新型鋼鋁復合陽極鋼爪的研發能給鋁廠節省的電費支出等很可觀,因此具有較高推廣價值。
[1] 楊陽,石巖.鋁和鋼異種金屬焊接發展現狀[J].長春大學學報,2011,(2):22-25.
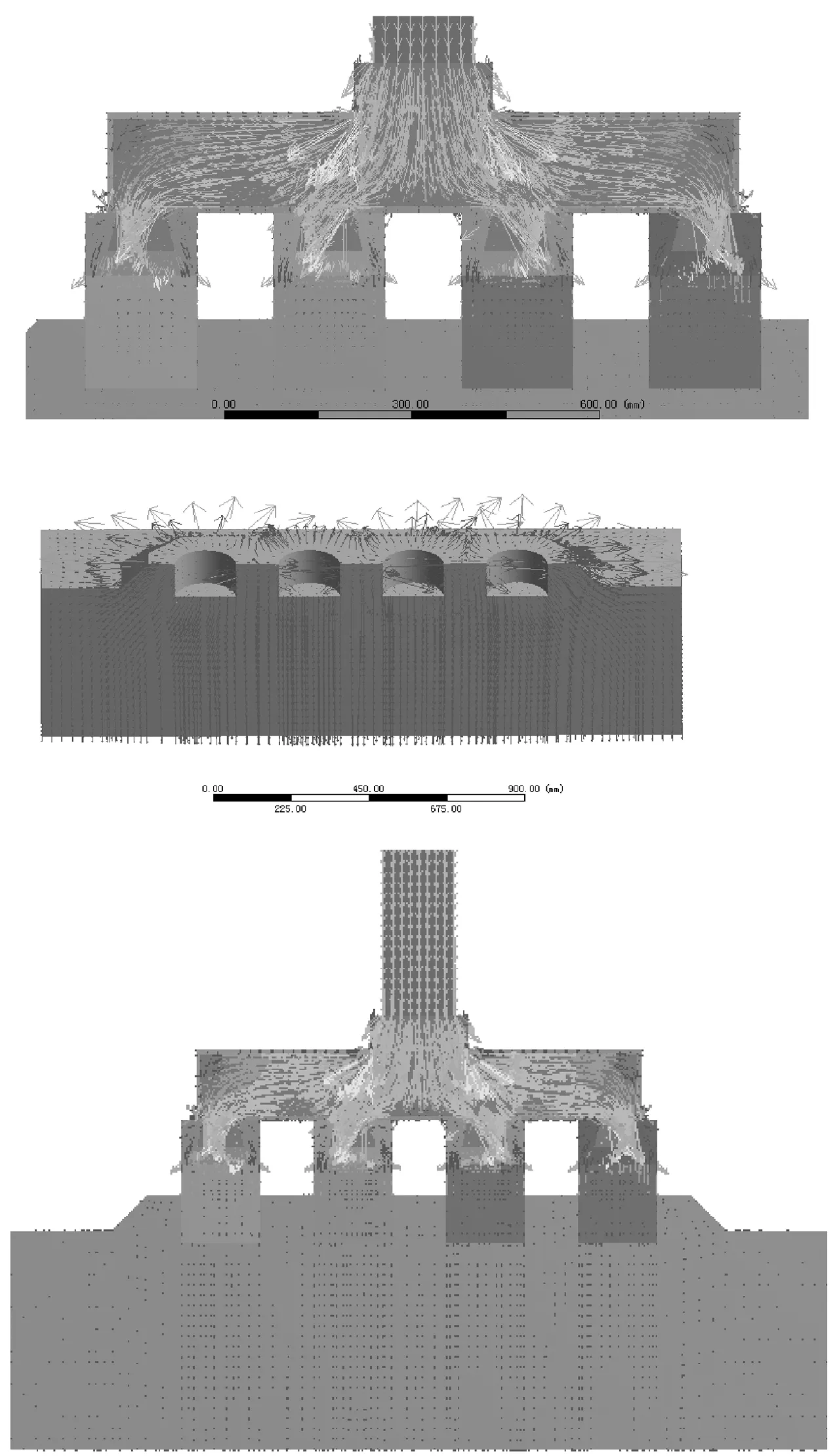
圖10 鋼爪電流流向示意組圖
[2] 王從曾.提高陽極鋼爪導電性能的途徑[J].輕金屬,2002,(10):7-9.
[3] 成大先.機械設計手冊第三版[M].北京:化學工業出版社,2008.
[4] 段進.ANSYS機構分析[M].北京:北京科海電子出版社,2006.
[5] 張志強.改善陽極鋼爪性能、提高預焙鋁電解槽綜合經濟效益[J].輕金屬,2001(12):40-41.
Research of New Composite Type Anode Steel Claw
YU Guan-ying
This paper provides a new aluminum reduction cell with aluminium core steel shell anode steel claw, analyses the structure rationality for validation by the theoretical calculation, the analysis of casting, finite element analysis. By using the structure, it can be achieved energy saving and consumption reducing purposes in aluminum production, and its structural strength can meet the requirements of actual production use.
aluminum core steel shell; conductive properties; energy saving and consumption reducing
2015-01-06
于冠英(1985-),女,遼寧沈陽人,工程師,工程碩士在讀,主要從事產品設計和有限元分析工作,現任中國有色(沈陽)冶金機械有限公司設計研究院研發員。
TF351
B
1003-8884(2015)04-0045-06
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
