硫化機群控系統中的MES應用
2015-09-03 10:52:25陳亮
橡塑技術與裝備 2015年21期
關鍵詞:工藝
陳亮
(三菱電機自動化(中國)有限公司,上海 200336)
硫化機群控系統中的MES應用
MES application in curing press group control system
陳亮
(三菱電機自動化(中國)有限公司,上海 200336)
在各輪胎廠逐步規模化生產的背景下,通過對就某大型輪胎廠運用三菱電機MES接口模塊構建硫化機群控MES制造執行系統展開說明,最終實現了工廠的可視化管理,提升了生產效率。
硫化;PID;工業以太網;制造執行系統
近年來國內汽車銷量快速上升,各大輪胎廠生產熱火朝天、規模逐步擴大。然而,我國輪胎廠普遍面臨片面追求產量銷量、低價競爭等問題,面對美國雙反、歐洲綠色標簽法等貿易壁壘,一方面直接影響到部分企業的輪胎出口,另一方面迫使各大輪胎生產廠提高生產各環節監控力度,滿足可追溯性等要求,提高產品質量,提升競爭力。在輪胎廠中,硫化機設備往往很多,其運行狀態對輪胎質量、產量起到了非常重要的作用。本文主要說明某工廠硫化機從單臺獨立運行到整體群控系統的組網升級改造,提升了生產管理水平,提高了輪胎產品質量和生產力。
1 硫化機簡介
在輪胎生產過程中,硫化是最后一道加工工序,是膠料在一定條件下,橡膠大分子由線型結構轉變為網狀結構的交聯過程。輪胎定型硫化機主要由機架、蒸氣室、中心機構(推頂器和膠囊)、升降機構、裝卸胎機構、后充氣機構和傳動機構、電氣控制系統等組成。典型硫化機三菱電機方案如圖1所示。
其中,人機界面采用三菱電機GT1575,方便就地顯示操作,可編程控制器采用Q系列PLC,通過數字量和模擬量I/O等實現對外圍設備控制。在輪胎硫化過程中,影響輪胎質量的因素主要是輪胎硫化三要素:溫度、時間、壓力,對于溫度、時間、壓力的確定與選取,決定了PLC控制系統性能的要求。硫化溫度的高低、溫控的穩定性,直接影響硫化速度、產品質量和企業的經濟效益,其中熱板、模套溫度PID控制如圖2所示;硫化時間可根據范特霍夫方程或阿累尼烏斯方程進行等效計算;硫化壓力控制的穩定性防止氣泡產生,提高致密性,提高產品品質。

圖1 三菱電機硫化機方案配置圖
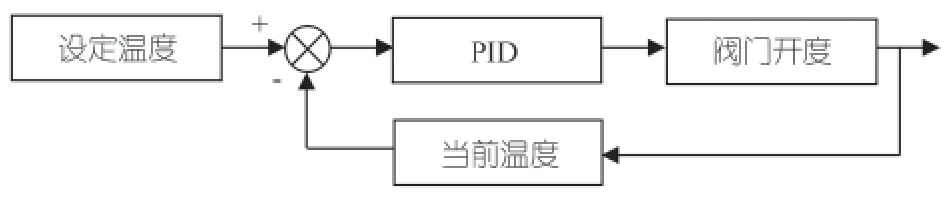
圖2 溫度PID控制示意圖
2 硫化機群控方案說明
某大型輪胎廠要求將一分廠內所有硫化機組網,上位系統一方面可以監視硫化機運行狀態,包括啟動、停止、故障報警、運行中溫度、壓力、硫化時間等,另一方面可以在更換輪胎模具、更改工藝參數時,批量對各硫化機進行數據更改。今后分階段逐步將成型機等其他設備、各跨地區分廠聯網形成整體集團MES制造執行系統。針對客戶要求,整體硫化機群控設計方案如圖3所示。
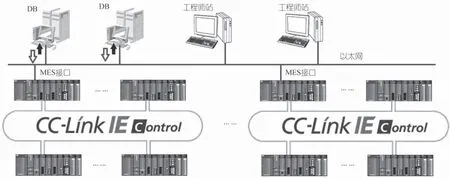
圖3 硫化機群控MES系統方案圖
其中,硫化機之間采用通訊速度為1 Gbps的 CC-Link IE Control工業以太網,根據上下傳數據分配的要求,每臺硫化機通訊數據量近200個,約20臺構成一個CC-Link IE Control網絡,并在主站添加MES接口模塊QJ71MES96,通過以太網實現與SQL Server2008數據庫的信息交互,構建了e-f@ctory。客戶軟件團隊自行設計開發了上位MES軟件,實現了以下功能:
(1)實時數據的顯示,與胎坯條碼的關聯;
(2)主要工藝參數的記錄、查詢、報表功能;
(3)主要工藝參數的實時曲線的顯示, 歷史趨勢查詢;
(4)工藝參數的報警顯示及通知功能(自動發送郵件給相關人員);
(5)設備運行狀態及報警顯示及通知功能,設備運行效率的統計分析、顯示、報表;
(6)計劃產量、實際產量等生產數據的顯示、匯總統計;
(7)工藝參數的批量設定;
(8)操作記錄及歷史操作記錄查詢。
另外工程師站可通過主站以太網模塊,直接無縫鏈接任一硫化機站點,完成程序修改、故障排查等調試和監控功能,整體方案充分考慮了今后工廠擴容、跨地區工廠聯網等,為后期項目做好了鋪墊。
3 小結
采用硫化機群控MES系統方案后,首先可靠性得到了提升,工廠現場的FA設備通過MES接口模塊實現了與上位數據庫的直接連接,與以往的網關計算機相比更加穩定可靠,在斷線情況下還可以將數據自動備份在CF卡中,待網絡恢復后自動重傳,避免了數據的丟失,并通過時鐘同步功能,確保數據的時效匹配。由于系統整體運用了工業以太網技術,確保了大容量數據傳輸的實時性,并實現了工藝數據、生產數據、品質數據等可視化管理。MES系統的實施后,工廠通過對工藝、工序的監控提升了產品品質,改善了成品率,通過設備運轉率的監控,減少了待機空轉時間,通過故障報警的監控與快速處理,提高了生產效率,降低了能源消耗,全面提升了工廠整體管理水平。
(R-01)

TQ330.493
1009-797X(2015)21-0051-02
B
10.13520/j.cnki.rpte.2015.21.008
陳亮(1978-),男,畢業于上海交通大學控制工程專業,目前負責技術管理工作。
2014-09-26
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52