塑料旋轉焊接技術
2015-09-03 11:01:39張勝玉
橡塑技術與裝備 2015年4期
張勝玉
(廣州市特種設備行業協會,廣東 廣州 510380)
塑料旋轉焊接技術
Plastic rotating welding technology
張勝玉
(廣州市特種設備行業協會,廣東 廣州 510380)

旋轉焊是一門成熟、簡單的塑料焊接技術。該技術通過旋轉運動在外加壓力下將兩工件焊接在一起。旋轉焊是需要高強度、密封圓形接頭塑料件的首選焊接方法。它非常適合于連接大大小小的塑料件及各式各樣的熱塑性樹脂。密封性是旋轉焊最受歡迎的特點。本文概述了旋轉焊接技術的諸多方面,如原理及過程、工藝參數、焊接設備、接頭設計、焊接性、特點、應用、常見問題分析及處理。
旋轉焊;摩擦焊;飛邊;溢料槽;接頭設計;圓形接頭
旋轉焊是一門簡單、經濟的摩擦焊技術。它是需要高強度、密封圓形接頭塑料件的首選焊接方法,非常適合于連接大大小小的塑料件及各式各樣的熱塑性樹脂。
1 旋轉焊原理及過程
如圖1所示,旋轉焊原理是一個工件高速旋轉并緊壓另一固定工件,在兩工件間產生摩擦熱,配合面得以熔化。旋轉停止后,壓力保持到熔化材料凝固而形成永久連接。
焊前兩工件分別置于上下夾具中,上夾具下降,上下工件接觸。焊接過程中兩工件在壓力下旋轉摩擦發熱,工件界面熔化和熔合在一起。焊后焊縫在壓力下充分凝固,上夾具上升,移走工件。
旋轉焊接過程可細分為四個不同階段:
(1)第1階段:兩固體表面之間通過旋轉摩擦產生熱量,界面區域升溫至結晶性塑料的熔點或非結晶性塑料的玻璃化轉變溫度。
(2)第 2階段:界面材料開始熔化。隨著熔液厚度增加,部分熔融材料作為飛邊擠出接頭。
(3)第3階段:熔融材料產生的速度等于材料作為飛邊移開的速度。一旦到達該階段,通過摩擦或制動裝置停止驅動頭旋轉。1~3階段典型的時間是0.5~2 s。
(4)第4階段:驅動頭停止旋轉,工件在預置壓力下結合在一起以確保熔液表面之間的緊密接觸。接頭冷卻形成永久連接。第4階段典型時間是1~2 s。

圖1 旋轉焊原理簡圖
2 旋轉焊工藝參數
工件愈大,所需旋轉工件的電機也愈大(因為需更大轉矩旋轉工件和獲得足夠的摩擦)。直徑25.4~381 mm的工件可用0.5~3馬力的電機旋轉焊接。焊縫可通過電機每分鐘轉數(r/ min)、待焊工件上的壓力、旋轉和焊接過程中壓力作用的時間、冷卻時間和壓力來控制。商用旋轉焊機速度范圍為200~16 000 r/min。焊接時間從0.1~20 s。冷卻時間在0.5 s內。典型的完整加工時間是2 s。工件上的軸向壓力范圍從1~6.9 MPa。通常進行樣品評估以確定特定材料和接頭設計的最佳工藝參數。
表1顯示了可旋轉焊接的大多數熱塑性塑料的發粘溫度。該數據并不僅限于旋轉焊,對所有形式的熱熔焊都是有用的。發粘溫度可用作確定工件所需r/min的指南。常用的旋轉速度為200~14 000 r/min。直徑Φ25.4 mm的未填充聚乙烯零件可在1 000 r/min的旋轉速度下達到137.8 ℃的發粘溫度。隨著零件中惰性填料含量的增加,所需轉速也得增加。轉速增加的作用類似于壓力增加。

表1 常用塑料的發粘溫度
2.1 慣性旋轉焊參數
2.1.1 圓周速度
接頭處圓周速度應盡可能不低于10 m/s。對于小直徑工件圓周速度偶爾在5~10 m/s之間。一般說來,圓周速度愈高,結果愈佳。高轉速也有利于飛輪,因為速度愈高,既定尺寸待焊零件所需的飛輪質量愈輕。
2.1.2 旋轉速度與質量
在驅動頭與塑料工件接觸之前,焊接能量首先儲存于旋轉飛輪之中。能量值通過改變旋轉速度或驅動頭質量發生改變。旋轉速度一般在2 500~4 000 r/min之間,旋轉頭質量一般為1~4 kg。
2.1.3 起轉時間(起動時間)
起轉時間是指驅動頭達到最大旋轉速度的時間。經過部分起轉時間焊頭與工件接觸,不改變驅動頭的質量就能改變至接頭的能量輸入。
2.1.4 焊接壓力
塑料熔化所需的熱量是由旋轉體的能量產生的。在接合面擠壓在一起時,摩擦使飛輪在1 s內停下。對于熔化溫度范圍較窄的塑料如乙縮醛,在發生接觸后飛輪旋轉不應該超過1~2轉。如果工件之間壓力過低,飛輪旋轉時間過長,在塑料凝固時會發生剪斷,產生弱焊縫或泄漏焊縫。對于凝固較慢的非結晶性塑料,焊接壓力影響不是很大。對于所有塑料來說,最好采用比絕對必要更高的壓力,因為在任何情況下不會造成焊縫質量變差。焊接壓力一般為2~4.8 MPa。
2.1.5 保壓時間
一旦材料熔化,重新凝固需花時間,所以保持壓力一段時間至關重要。保壓時間取決于特定的材料,最好通過試驗確定。對于聚甲醛,保壓時間約0.5~1 s,而非結晶性塑料保壓時間要長一些。
2.2 直接驅動旋轉焊參數
2.2.1 旋轉速度或表面線速度
在直接驅動旋轉焊中,一個工件相對于固定工件定速旋轉。所需的旋轉速度取決于材料和用途。每種材料都有產生摩擦和發熱的最佳界面線速度。例如,如果接頭處所需的線速度是2 m/s,對于直徑40 mm的工件,旋轉速度必定是:

對于大直徑工件,旋轉速度必須降低以獲得最佳的接頭處線速度。通常接頭處線速度在0.2~2 m/s之間。最佳值通過試驗確定。
對于固定的旋轉速度(每分鐘轉數rpm),表面線速度隨焊接接頭直徑的增加而增加。對于固定焊接接頭直徑,表面線速度隨電動機rpm的增加而增加。因而小直徑工件通常需要比同種材料的大直徑工件更多的rpm以達到相同的表面線速度。如果表面線速度太低,不會產生充足的熱量引起足夠的熔化。如果速度過高,接頭中過多的熱量會造成材料降解或粘度降低導致材料流出接頭。適當表面線速度的選擇在很大程度上取決于被焊工件的材料和接頭形狀。某些材料如聚氯乙烯在大范圍值內容易焊接,而另外一些材料范圍較窄。
2.2.2 加壓速度(軸向速度)
加壓速度影響被焊工件之間產生摩擦熱所需的接觸壓力值。加壓速度愈快,發熱速度愈快。不同于磨削,加壓速度(與表面線速度一起)必須足夠高以產生界面處熔化,但不能太高以免損壞工件。在需要更大轉矩保持恒定的旋轉速度時,太大的加壓速度還會造成旋轉電機停轉。
雙伺服旋轉焊機可在兩種不同的加壓速度模式下運轉。不選擇轉矩恒定,焊接過程中加壓速度恒定。選擇轉矩恒定,加壓速度可變以保持轉矩恒定。后一種情況類似于氣動壓力機操作(加壓速度是既定氣壓和旋轉速度條件下熔化速度的產物)。最佳加壓速度的選擇取決于工件材料和接頭形狀及表面線速度。初始試驗范圍為0.5~2.0 mm/s。
2.2.3 焊接壓力
焊接壓力通常最小。兩工件接觸時施加壓力愈大,組件阻力矩愈大。
2.2.4 焊接時間
焊接時間是工件之間保持旋轉的時間。焊接時間愈長,界面處發熱量愈大。與振動焊一樣,存在一個材料位移速度隨時間線性增加的穩態階段。在達到穩態階段后驅動頭繼續旋轉沒有更多的好處。依材料和接頭直徑而定,焊接時間范圍從2~10 s。最佳焊接時間通過試驗確定。
2.2.5 焊接位移或焊接深度
如果需要預定的材料位移(如兩配合面必須齊平時),焊接過程可以通過位移控制,即一達到所需位移旋轉頭即停止。與按時間焊接一樣,在達到穩態時會獲得最佳質量的焊縫。這可通過在焊機底座和驅動頭之間放置一個位移傳感器并監控位移隨時間的變化來確定。焊接深度的確定與應用密切相關。焊接接頭一般是為特定的焊接熔深設計的。原則上,焊縫足夠深以產生強固的密封組件。但深度過大會形成飛邊、導致增強填料的拔出和焊接面鏈間鍵的重新排列,造成弱的軸向焊接接頭及可能產生工件變形。由于焊接深度影響接頭強度和產生的飛邊量,適當設計焊接接頭同時滿足這兩個要求至關重要。推薦引入溢料槽以產生可接受外觀而不減弱強度。
3 旋轉焊接設備
旋轉焊設備可以是簡單的車床或改進鉆床,也可以是專用旋轉焊機。旋轉焊機有需手工裝卸的市售單軸旋轉焊機。具自動裝卸工件設備的多軸旋轉焊機可滿足大量生產要求。在原始旋轉焊接裝置中,轉動是由電動或氣動馬達產生,能量儲存于飛輪中。一旦能量耗盡,轉動停止。在新式裝置中,轉動由伺服電機產生,允許較快加速及近乎瞬時斷開。這減少凝固過程中的熔體剪切,允許兩零件最終定位于幾分之一度內。
旋轉焊機是臺式機,縱向安裝有一個垂直于工裝座的線性傳動裝置。線性傳動裝置可以是氣缸或伺服驅動滾珠絲杠。氣缸適合于絕大多數應用,而伺服驅動線性軸最適合更難或更精確的應用。伺服軸可精確控制推桿的垂直速度并確保焊接循環過程中軸向壓力恒定。
驅動頭是旋轉工件的裝置,與推桿端部相連。它由氣動馬達和飛輪(慣性焊機)、動態制動的直接驅動電機或伺服電機來驅動。
對于慣性焊機,驅動頭必須裝上配合件。在旋轉開始前驅動頭不可能接觸工件。在循環開始時,氣動馬達開始旋轉驅動頭。達到目標速度時,馬達氣源切斷,驅動頭下降。飛輪慣性使驅動頭繼續旋轉。在兩工件一起受壓時,摩擦產生足夠的熱量熔化塑料。摩擦也充作飛輪制動器,最終使其停下。此時熔化材料混合在一起形成焊縫。工件上的壓力保持短時間使塑料凝固。
如果驅動頭直接由電動機驅動,過程基本相同。唯一的差別是制動器停止驅動頭而不是靠工件間的摩擦。同氣動馬達相比,電動機提供更大的轉矩(對焊接大型工件非常重要)和對過程更大程度的控制。在整個焊接過程中可保持速度和轉矩不變。使用電動機可使驅動頭在旋轉前接觸上部工件。驅動頭可下降、拾起工件、上升、開始旋轉和再下降返回形成焊縫。這有利于旋轉焊機與旋轉分度臺或自動裝配系統中的平板架輸送裝置結合使用。或者驅動頭可接觸上部工件,然后開始旋轉。這對于上部工件中有類似彈簧的內部零件或者工件組裝成問題的應用情況非常重要。靜態啟動另一優點是焊工更容易在焊前檢驗組件的總高度(作為質量管理檢驗的一部分)。
電動機優于氣動馬達,伺服電機提供對驅動頭的最后控制。伺服電機可維持焊接期間的特定速度。工件一接觸可觸發驅動頭開始旋轉,然后焊至特定的熔降距離。伺服電機可將工件停在特定位置(誤差在±1°)。這對于對齊工件上的裝飾部分或確保輸入噴嘴每次指向同一方向至關重要。伺服電機速度范圍從250~5 000 r/min,慣性焊機的速度可達到14 000 r/min。大直徑工件比小直徑工件所需的速度小。對于大型工件,電動機可配備減速箱以速度換轉矩。
4 各種塑料的旋轉焊焊接性
不論其原始模制或成型過程如何,幾乎所有熱塑性塑料都可以旋轉焊接。聚苯乙烯、ABS、丙烯酸、聚碳酸酯和其它非結晶性塑料都可焊。結晶性塑料如尼龍、乙縮醛、聚乙烯、聚丙烯、熱塑性聚酯均可焊。其它適用材料包括聚氯乙烯、泡沫樹脂、可注射成型含氟聚合物、熱塑性彈性體、熱塑性橡膠(TPR)、聚氨酯(嵌套材料)、聚砜、離聚物、聚碳酸酯與丙烯酸、丙烯酸與ABS等。旋轉焊接易滑脫的塑料如聚甲醛(Delrin)或超高分子量聚乙烯有困難。表2列出了大多數常用熱塑性塑料的焊接性。
對于半結晶性塑料,旋轉焊比超聲波焊更容易連接。旋轉焊也比超聲波焊更易于遠場焊接。與其它摩擦焊方法一樣,高熔點材料需要更高的能量輸入,因而也需更長的焊接時間。添加劑如硅酮和其它潤滑劑會降低材料的摩擦系數,使焊接變得困難。增強塑料焊接難易程度通常與未增強塑料一樣。如果填料降低摩擦系數,有時必須增加焊接壓力以減少有效焊接時間。填料對焊縫強度也有影響。例如,就高百分比(>30%)填料來說,界面處可用于焊接的聚合物量減少,焊縫強度會降低。而且,由于纖維增強物不跨過接合線,所能得到的最大焊縫強度是未增強樹脂的強度。因此必須通過增加焊縫面積來加以補償。填料和表面污物(如脫模劑)是影響一致性和焊縫可重復性的兩個因素。旋轉焊比超聲波焊對污物更寬容。旋轉焊也較少受到吸濕性聚合物的影響(盡管重要用途仍需特殊處理)。含水量可能引起氣泡的生成,導致焊縫強度降低。顏料對旋轉焊沒有影響或影響很小。
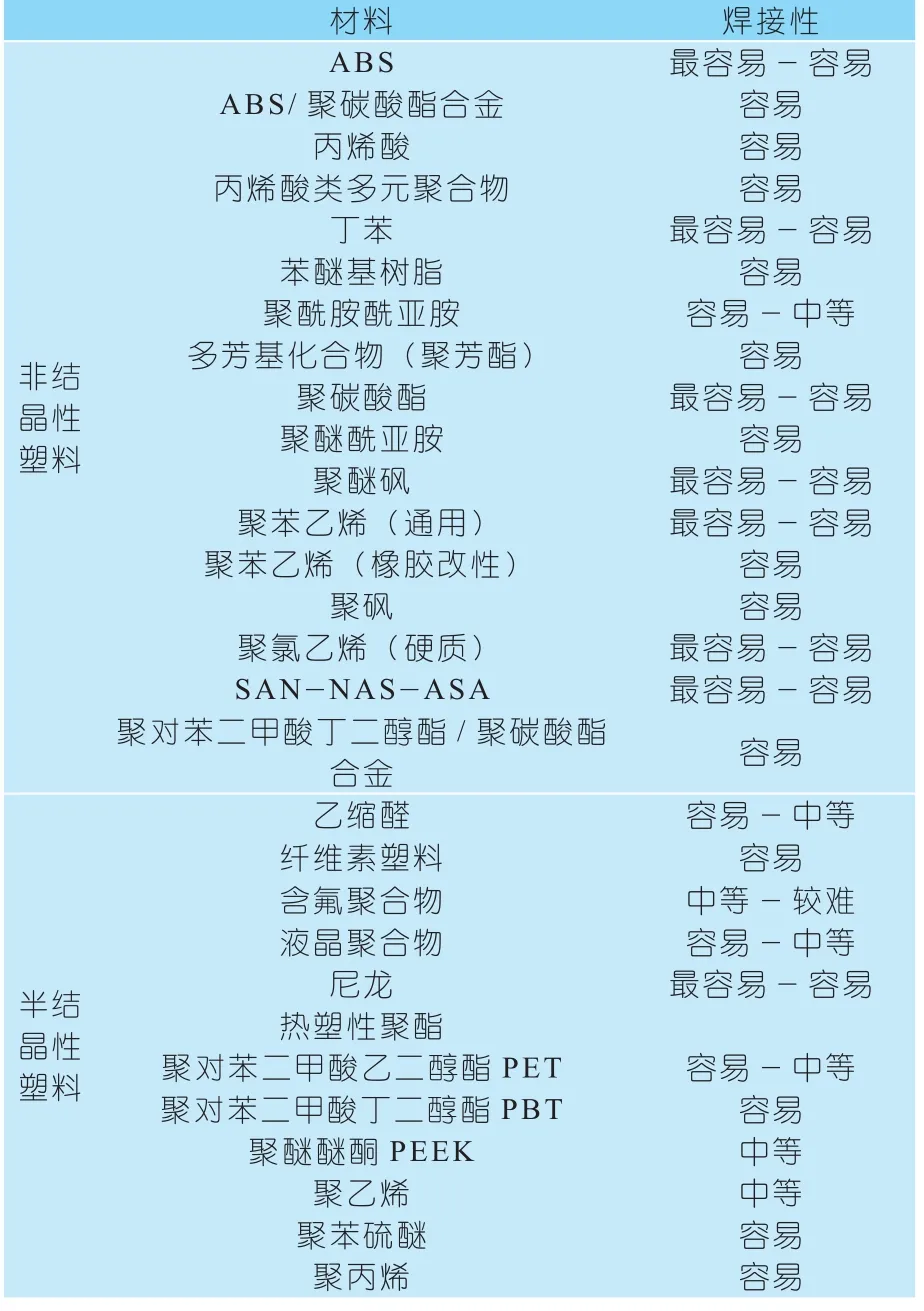
表2 常用熱塑性塑料的旋轉焊接性
就具有不同熔點的異種材料的焊接而言,熔點相差愈大,焊接愈困難。有可能只在表面形成機械粘合(mechanical adhesion),接頭強度會較低,這時可能需要特殊的接頭型面和使用很高的焊接壓力。通過設計下部凹陷的焊接接頭,低熔點的聚合物流入下部凹陷(undercut),產生機械結合(mechanical union)。旋轉焊工件不必要具有超聲波焊接時的化學相似性。就材料相容性來說,旋轉焊更類似于振動焊。聚乙烯與聚丙烯旋轉焊密封機械接頭能經受0.2 MPa的壓力,這種接頭超聲波焊接是能以實現的。
很硬的工件(如聚碳酸酯或乙縮醛)需大轉矩使塑料開始熔化。一般說來,旋轉焊接軟塑料制成的大工件比硬塑料制成的容易。除了少數例外(如含氟聚合物),塑料愈軟,摩擦系數愈高。由于以下三個原因,慣性旋轉焊接軟塑料難度會增加:①高摩擦系數產生的大減速造成飛輪不能通過摩擦產生熱量。大量的能量被零件變形吸收,結合面之間不出現相對運動。如果增加動能,更可能損傷工件而不是改善焊接規范。有時通過噴涂潤滑劑(如硅酮脫模劑)到接頭表面解決這個問題是可能的。這樣可大大降低開始時的摩擦系數,出現正常的旋轉。另一方面,單位壓力很高,潤滑劑快速擠出,摩擦增加,材料熔化。②對摩擦系數很低的軟塑料來說,需很高的單位壓力以便在短時間內產生足夠的熱量。大多數工件承受如此高壓力會永久變形,迄今為止還沒有可靠的辦法在這些材料之間形成滿意的旋轉焊接頭。③軟塑料零件難以夾持、不易驅動。高扭矩常常會造成不能解決的問題,尤其是因為幾乎不可能用齒冠夾持。
5 旋轉焊接頭設計
接頭設計是旋轉焊塑料零件設計的關鍵因素。應確保獲得所期望的美觀外形和焊縫強度。好的接頭焊接區域應大于工件的典型壁面,必須提供足夠的工件間對齊。待焊工件必須有圓軸(如球體、圓柱、盤、環)和驅動零件部分使上部能旋轉(如圖2、3)。
如圖4所示,對接接頭是最簡單的接頭設計,僅用于最終零件中焊接飛邊可接受的場合。在某些情況下,在焊接區域零件壁厚加厚以獲得更大的接頭強度和零件剛性(如圖5)。為去除可見區域的焊接飛邊,可增加溢料槽。

圖2 驅動零件

圖3 自調整的自動化驅動零件

圖4 簡單對接接頭

圖5 焊縫區厚壁對接接頭
如圖6所示為飛邊位置可控的兩種簡單的對接接頭設計。左側顯示飛邊控制在焊接零件內部。上工件的內臺階高于下工件的外臺階。因而出現熔化時,內臺階首先熔化,材料轉移到工件內部。在足夠的材料熔化后,上下工件的外臺階發生接觸,但不會焊接在一起。該設計的焊接區域只占整個工件壁厚的一半。如果焊接強度是100%母材強度,那么接頭強度只有母材強度的50%。
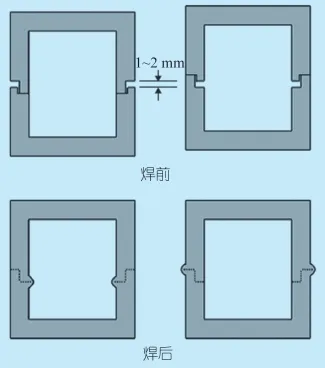
圖6 簡單對接接頭外部(左邊)和內部(右邊)溢料槽設計

圖7 簡單剪切接頭設計
圖7為簡單剪切接頭設計;圖8為帶法蘭的剪切接頭設計;圖9為尼龍剪切接頭設計。
在如圖10所示的設計中,使用斜槽或錐形面焊前定位工件及在焊接過程中自動定心工件。這些特殊接頭設計增加界面處焊接表面積,降低對該區域更厚壁面的要求。這些設計并不包含溢料槽。
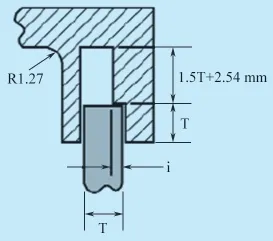
圖8 帶法蘭的剪切接頭設計
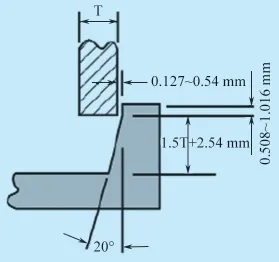
圖9 尼龍剪切接頭設計

圖10 工件自動定心的簡單對接接頭設計
如圖11所示為幾種包含零件對齊、自動定心、溢料槽和延長焊接區域的榫槽接頭設計。圖11(a)是最簡單的形式,不包含溢料槽但邊緣有一個飛邊流入的小凹口。飛邊與工件外表面齊平且焊后可見。焊前工件之間間隙約為0.1倍壁厚。為防止焊接過程中自鎖,角度b不應小于30°。焊接面總長度c+d應大于等于2.5倍壁厚以確保獲得足夠的接頭強度。可添加加強筋到工件壁以提高剛度。圖11(b)所示的接頭設計中兩工件都有一個模塑的溢料槽。在工件焊接時接合線可見但飛邊不可見。溢料槽的尺寸必須足以容納從焊接界面擠出的塑料。考慮到可能過焊,最好是比必需空間稍大一點。圖11(c)是側緣設計,飛邊貯存在槽中,接合面隱藏在側緣下。

圖11 榫槽接頭設計
如圖12所示為典型的旋轉焊件接頭設計實例,有些提供不止一個熔化表面。圖12(a~d)所示的榫槽設計提供良好的零件對齊和比簡單對接接頭更大的接觸表面積,因而最常用。圖12(e)尤其適用于座或蓋的焊合。
6 旋轉焊特點
旋轉焊的優點是簡便、能量效率高、質量好(可獲得比母材自身強度高的密封接頭)、能焊材料廣(適用于絕大多數熱塑性塑料及某些異種塑料)、生產率很高(大部分工件的焊接時間只有幾秒,多頭自動裝置焊接簡單的圓形接頭可達到300個/min零件的生產速度)、焊縫不引入外加材料、不用考慮環境因素。旋轉焊可焊接大斷面,對長而高的工件,旋轉焊優于超聲波遠場焊(尤其在工件是波狀外形或有開口、伸出部分或者材料是半結晶性塑料時)。理論上旋轉焊工件最大尺寸不受限制。現已焊接的最大直徑工件為1 100 mm。工件本身可以是任何形狀,只要所需焊接的配合面是圓形的即可。旋轉焊資本費用比其它焊接方法低。所需基礎設備比較便宜,但輔助設備如夾具、送料裝置、卸料裝置可能抬高系統成本。依工件形狀和大小而定,將工件固定在旋轉電機上的夾具可能比較復雜。由于旋轉焊運用的是旋轉運動,因而限于有圓形結合面的工件。由于界面處發熱量取決于相對表面速度,圓形零件外緣直徑更大、表面速度更高,因而溫度更高。這會造成溫差,在接頭中產生內應力。為減輕這種影響,有空心截面和薄壁的接頭更可取。旋轉焊工件之一必須能相對另一個自由旋轉。突起部或限制旋轉的其它偏心組件會妨礙旋轉焊的使用。如果焊機沒有辦法停止旋轉于精確位置,焊后需特定取向的工件不適宜旋轉焊。
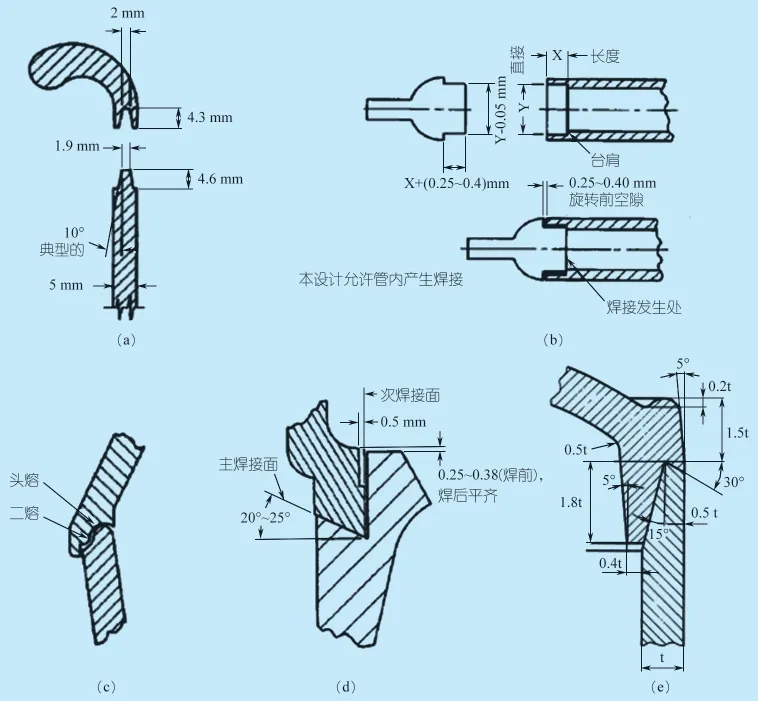
圖12 旋轉焊件典型接頭設計
7 旋轉焊應用
旋轉焊最早用于制造充液羅盤。汽車行業應用包括罐、瓶、閥、燈、過濾器、濾杯(濾罩)、空氣導管、加油管、彎頭與歧管的焊接、擠壓管材與燃油濾清器模制件的連接、三都平軟管與聚丙烯進氣管的焊接。器械行業應用包括:閥門、偏流器、真空吸塵器罩、洗衣機彎管、冰箱濾水器、果汁與蘇打冷飲機分路器。其它典型應用包括:桅冠燈、深水浮標、聚乙烯浮球、浮筒、化油器浮子、止回閥、彈出式灌水栓、油漆罐蓋、噴霧罐、氣霧瓶、傳動軸、蓄氣筒、滅火器、吹塑聚乙烯瓶、化妝品容器、丁烷打火機、飲料杯、保溫杯、隔熱碗、注射器、水罐等。旋轉焊還用于塑料管道(如聚乙烯管或聚氯乙烯管)的焊接與修補。旋轉焊也是一種流行的大批量產品(如包裝和玩具)焊接方法。旋轉焊可用于結構件的組裝,如通風管與吹塑燃料箱的連接、油位計與透明聚碳酸酯觀測孔同聚甲醛托架的焊接及容器頂部和底部的焊接,還可用于螺柱與塑料零件的連接。
8 旋轉焊常見問題分析與處理
旋轉焊常見問題分析與處理見表3。

表3 旋轉焊常見問題分析與處理
9 結語
旋轉焊是一種用于組裝圓形結合面塑料工件的摩擦焊接方法。旋轉焊用摩擦力提供界面處的熔化熱。摩擦熱熔化表面并不加熱或損傷接頭以外的區域。焊接過程中施加足夠的壓力擠出少量的樹脂飛邊及過量氣泡。
旋轉焊工件前,必須考慮以下3點:①材料種類及開始發粘的溫度;②工件直徑;③要形成多少飛邊及如何處理飛邊。
旋轉焊組件的基本設計依據是工件之一在焊接面內必須能相對另一工件自由旋轉。突起部或限制旋轉的其它偏心組件會妨礙旋轉焊的使用。旋轉焊設計必須提供良好的零件對齊。壁厚也很重要。薄壁在焊接過程中會彎曲并有效減少相對運動和壓力。
旋轉焊成功焊接所必需的因素包括:工件旋轉速度的確定、工件旋轉時驅動器的適當壓力。好的接頭焊接區域應大于工件的典型壁面,必須提供足夠的工件間對齊。待焊工件必須有圓軸(如球體、圓柱、盤、環)和驅動旋轉部分。
旋轉焊的優點是簡便、高質量、能焊材料廣、生產率很高、可焊接大斷面、可獲得比母材自身強度高的密封接頭。焊縫不引入外加材料,不用考慮環境因素。由于旋轉焊運用的是旋轉運動,因而限于有圓形結合面的工件。
旋轉焊比其它連接方法熔化和移動的材料多3倍,因而非常適合于產生耐壓密封接頭。密封性能是旋轉焊廣受歡迎的最重要特點。由于加熱局限于焊接界面,很少產生過熱,冷卻時間短,非常適合于自動化流水線。
以前的旋轉焊機較簡陋,對速度、作用力或位移控制較少。現今的旋轉焊機已能使用傳感器、伺服電機、微處理器對旋轉焊接過程進行極好的控制,可預先確定速度、加速度、減速度、位移、焊接時間和保壓時間,還可編制焊機程序使工件停在特定的位置。隨著現代科技的進步,旋轉焊接在各行各業(如汽車、器械、醫療、日用消費品等行業)的各種塑料圓形接頭中發揮了愈加重要的作用。
[1] 中國機械工程學會焊接學會. 焊接手冊第2卷:材料的焊接(第3版)[M]. 北京:機械工業出版社,2008,1 155~1 179.
[2] 張勝玉. 塑料旋轉焊[J]. 國外塑料,2000,(4):31~33.
[3] 張勝玉. 塑料焊接在汽車工業上的應用[J]. 塑料,2004,33(6):89~94.
[4] 張勝玉. 熱塑性復合材料及其焊接[J]. 纖維復合材料,2000,(4):45~48.
(XS-05)
TQ320.67+4
:1009-797X(2015)04-0020-10
BDOI:10.13520/j.cnki.rpte.2015.04.003
張勝玉(1970-),男,高級工程師,畢業于上海交通大學材料科學及工程系焊接專業,工學學士。研究方向:塑料及復合材料焊接,焊接新技術、新工藝。已發表論文10余篇,其中《塑料激光焊接》在第三屆華中地區科學技術推廣大會榮獲二等獎,《攪動摩擦焊原理及應用》被中國高科技產業化研究會評為一等獎。
2014-08-25
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13