基于流體傳熱的高光注塑模溫機的開發
2015-09-06 08:54:36凌中水李春波孫亭亭張秀俠
鹽城工學院學報(自然科學版) 2015年3期
凌中水,李春波,孫亭亭,張秀俠
(1. 安慶職業技術學院,安徽安慶246003;2. 深圳大學廣東省教育廳先進光學精密制造技術重點實驗室,廣東深圳518060)
基于流體傳熱的高光注塑模溫機的開發
凌中水1,李春波2,孫亭亭1,張秀俠1
(1. 安慶職業技術學院,安徽安慶246003;2. 深圳大學廣東省教育廳先進光學精密制造技術重點實驗室,廣東深圳518060)
為滿足高光注塑過程中高溫高壓水蒸氣、高溫干空氣的制備與加熱模具型腔和去除殘留水的控制,實現不同高光注塑模具的注塑需求,研究并開發了全新的模具溫度控制機。模溫機能夠針對不同高光模具的注塑需要,選擇不同的加熱參數,滿足大多數產品進行高光注塑的要求。設備不僅制造成本低,而且還易于操作,人機界面友好。
模具溫度控制機;水蒸汽;高光注塑;干空氣
最近幾年,隨著醫療、電器、建筑、機械、車輛等領域的發展壯大,注塑產品的需求量不斷增加,注塑技術也在不斷地提高,不斷產生新技術新工藝[1-2]。高光注射成型技術是最近幾年興起的一項新的注塑技術[3-4],該技術不僅使模具表面的形狀、光潔度得到了很好的保證,而且使注塑產品的表面缺陷如熔接痕、縮水、浮絲、變形等得到了很好的控制,最終使注塑產品擁有極高的表面光潔度、較大的產品強度和較好的表面硬度[4-5]。另外,該技術還省去了污染環境的噴漆工藝,既減少了工藝流程,又節約了能源、保護了環境,同時改善了工作人員的工作環境。高光無痕注塑成型技術應用前景很廣,此技術的關鍵在于溫控系統。
注塑技術通常有以下幾種加熱方式:蒸汽加熱、油加熱、電加熱等,國外也有高頻輻射非接觸式加熱方式的研究[6],國內暫無相關加熱方式的報道。高光注塑技術主要采用以下幾種加熱方式:以水、蒸汽、油等熱傳導方式為主的加熱方式;以太陽能、紅外線等熱輻射為主的加熱方式;以磁感應、電阻產熱的加熱方式。目前,市場上主要有高溫油作為介質傳熱的油溫機[7]、蒸汽傳熱的蒸汽模溫機[8]、電阻加熱的電熱模溫機[9]、高溫高壓水傳熱的水溫機[10],這幾種模溫機都是采用熱傳導的方式將熱量傳遞到模具型腔表面的[2]。
為了配合蒸汽直接加熱模具型腔的高光注塑技術[11-12]的需要,研究并開發了蒸汽通入模具型腔加熱的模具溫度控制機。該模溫機能制備純凈的高溫水蒸汽及高溫干空氣,并以此為介質,分別對模具進行加熱并干燥模具型腔,然后利用低溫水對模具進行冷卻。相比傳統的加熱裝置,此設備很好地滿足了新型高光注塑的需要,并能提高注塑效率。
1 模溫機性能需求
為了使高光注塑快速地達到注塑要求,注塑模溫機需要滿足在3~8s內使模具型腔表面達到設定溫度,其中水蒸氣使其型腔表面最高可達100 ℃,高溫干空氣使其型腔表面可達160 ℃。水蒸氣加熱時需要對型腔加熱均勻且無死角,高溫干空氣加熱時需要將型腔內的水蒸氣完全去除干凈。另外,為了使注塑達到更佳表面效果,高溫蒸汽發生器與高溫干空氣產生的水與空氣的來源都要經過精密的過濾,其中的自來水要經過去離子作用,目的是防止水與空氣將自身的雜質帶入到高光模具型腔的表面,也防止水中的鈣離子等高溫時在模腔中形成影響高光注塑的雜質,除此之外此模溫機還需滿足其它性能要求。
2 模溫機的組成與工作原理
2.1模溫機的組成
高溫水蒸汽通入模具型腔加熱的模具溫度控制機是利用自身產生的高溫高壓蒸汽和高溫高壓干空氣對模具進行加熱與去除模腔殘留水而達到高光注塑要求的模具溫度控制設備。此設備由高溫干空氣發生器、水凈化系統、高溫蒸汽發生器、空氣凈化系統、控制系統和水蒸汽收集系統等構成,各系統關系與結構見表1。
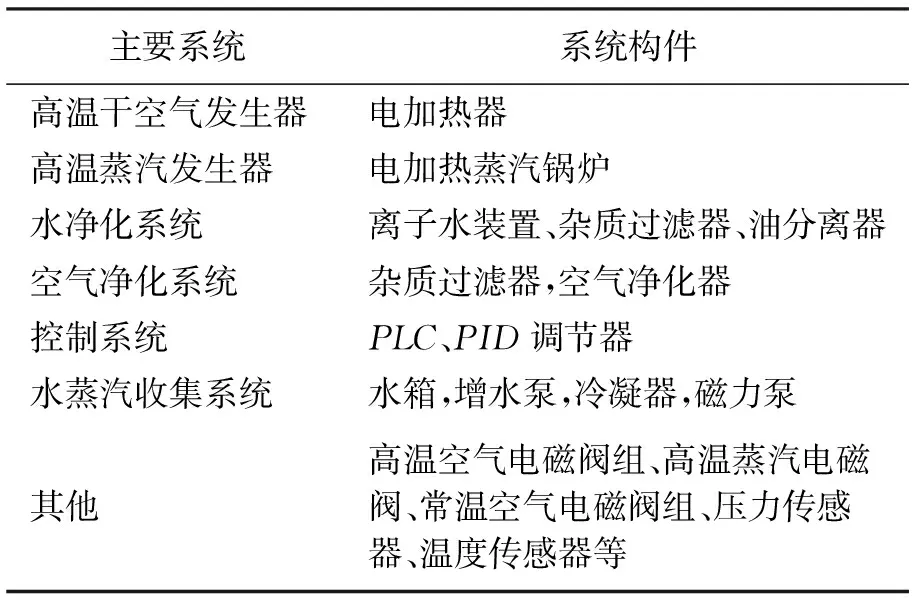
表1 模具溫度控制機系統構成表
高溫水蒸汽通入模具型腔加熱只是將模具的模腔表層加熱,加熱位置大約是在模腔表面及以下1mm左右。此種方式使模具加熱與冷卻的速度相當快,很大程度上縮短了高光注塑周期,不僅提高了高光注塑效率,也降低了對電能的需求,降低注塑成本。與傳統加熱方式不同的是此種方式是對模腔的前后模面都進行了加熱,當在進行注塑時,熔膠在模腔中的流動性好,溶膠的前鋒溫度高,這樣可以克服注塑件的表面缺陷,大大提高高光注塑質量。高光模溫機設計圖如圖1所示,高溫水蒸汽通入模具型腔加熱的高光模溫機如圖2所示。

圖1 高光模溫機設計圖 Fig.1 The design chart of mould temperature control machine of specular injection

圖2 高光模溫機Fig.2 The mould temperature control machine of specular injection
2.2工作原理
根據高光注塑溫度控制的需要,通過對電磁閥的控制實現對高光模具加熱時間與殘留水去除的控制,達到控制模具溫度的目的。高光模具模溫機工作原理如圖3所示。
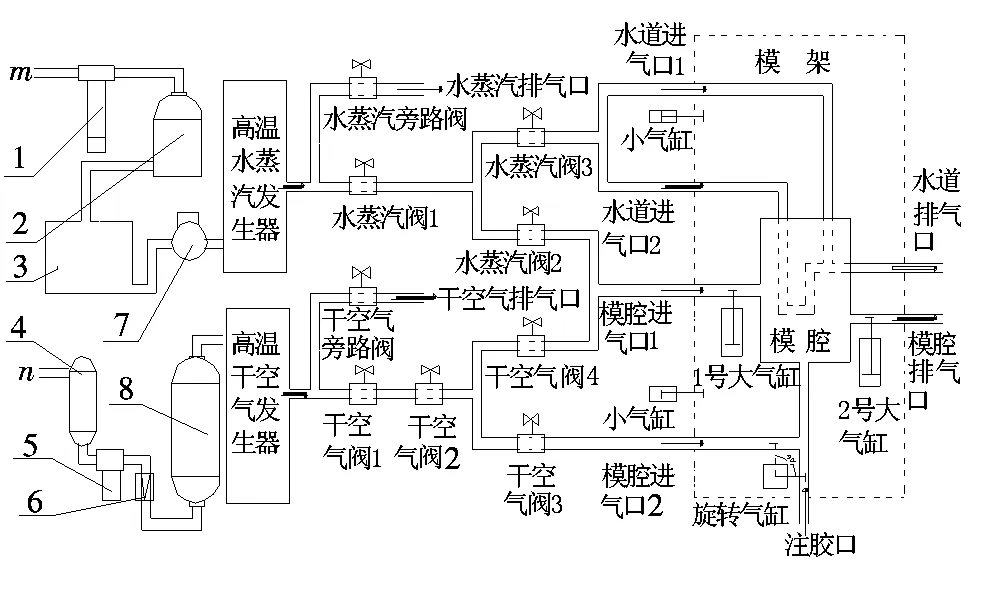
1—自來水雜質及油分離器;2—樹脂去離子水裝置; 3—水箱;4—壓縮空氣雜質過濾器;5—空氣凈化器;6—單向閥;7—水泵; 8—儲氣罐; 圖3 高光模溫機氣閥控制系統的示意圖Fig.3 The Schematic of the valve control system of mould temperature control machine
從m口接入自來水,經過裝置1過濾與裝置2去離子后,進入儲水箱3,當高光注塑需要水蒸氣時,在泵7的作用下,經過處理后的水從儲水箱3進入高溫水蒸氣發生器進行加熱,并使之達到高光注塑所設定的溫度。從n口接入壓縮空氣,經過裝置4過濾與裝置5凈化干燥后,在單向閥6的作用下,進入儲氣罐8,然后通入高溫空氣發生器進行加熱,使之達到高光注塑所設定溫度。當水蒸氣與高溫干空氣都達到高光注塑所設定的溫度時,將具有高溫高壓的水蒸氣直接通入具有通氣道的高光模具型腔,使高光模具的溫度升高;當模具的表面溫度達到高光注塑所需要的溫度時,停止通入水蒸氣,并立即向高光模具型腔通入高溫干空氣,去除由于高溫水蒸氣遇冷液化產生的附著在模具型腔表面的水,然后進行射膠、保壓等注塑環節,完成高光注塑。具體的氣路工作步驟為:(a)打開模腔進氣口1和水道進氣口1、2,打開水蒸汽閥1、水蒸汽閥2和水蒸汽閥3,進水蒸汽,兩個小氣缸動作(桿伸出),模腔進氣口1進水蒸汽的時間可以通過觸摸屏在線自行設定;(b)水蒸汽閥2關閉,同時干空氣閥1、干空氣閥2和干空氣閥3打開,模腔進氣口2進干空氣,兩小氣缸回原位(桿縮回);(c)1s后,干空氣閥4打開,模腔進氣口1進干空氣,模腔進干空氣的時間可通過觸摸屏在線自行設定;(d)一定時間后,干空氣閥1、干空氣閥2、干空氣閥3和干空氣閥4均關閉,模腔進氣口1、2停止進氣,同時兩個小氣缸動作(桿伸出);(e)1s后,1號大氣缸、2號大氣缸動作(桿伸出),進氣口和排氣口閉合。同時旋轉氣缸動作(轉90度),模腔進氣口2閉合,注膠口開啟,注塑機開始注塑;(f)注塑完成后,開模,旋轉氣缸回原位(逆轉90度),關閉注膠口,同時打開模腔進氣口,1號大氣缸和2號大氣缸回原位(桿縮回),兩小氣缸回原位(桿縮回);(g)等待合模,下一個注塑周期開始。
3 控制系統
3.1控制系統原理
蒸汽直接通入模具型腔的模具溫度控制機由PLC控制,與PLC控制相關的有人機界面、操作面板、限位開關、水蒸汽溫度信號、干空氣溫度信號、驅動電機、驅動電磁閥、溫度顯示。操作面板取人機交互作用,可以顯示蒸汽溫度、干空氣溫度、鍋爐與干空氣加熱器的壓力等,并可以通過各種控制按鈕與參數設置對設備進行控制;限位開關的作用是對模具的開合進行指示;干空氣與水蒸汽溫度信號的作用是對高溫干空氣與鍋爐的溫度進行指示,并通過溫度信號轉換為壓力信號,對其壓力進行監控;驅動電磁閥包括高溫電磁閥與普通電磁閥,高溫電磁閥主要有高溫水電磁閥與高溫干空氣電磁閥,其作用是執行型腔加熱與去水的控制,普通電磁閥用于各管道支路以協助溫度控制。設備運行模式如圖4所示。
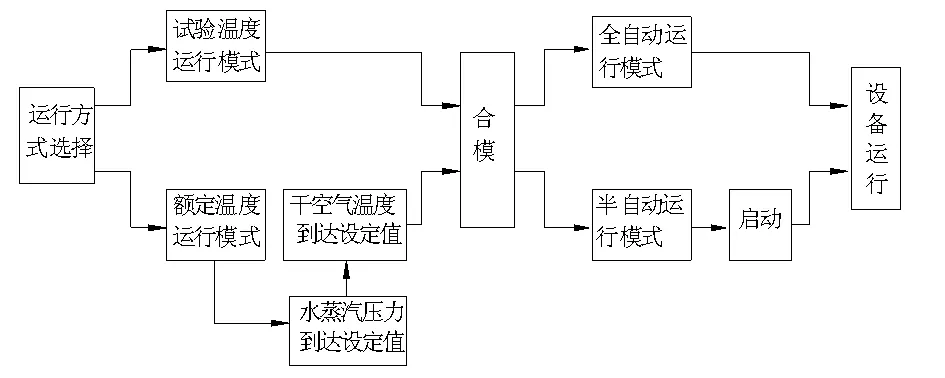
圖4 設備運行模式示意圖Fig.4 The Schematic of Equipment operation mode
3.2水蒸氣控制原理
水蒸汽控制系統流程如圖5所示。蒸汽發生器系統是一個全自動運作的系統,包括自動產生去離子純凈水、鍋爐自動補水和鍋爐自動加熱。具體運作過程為:在儲水水箱內設置液位控制器,以檢測儲水水箱內的水位,當儲水水箱內的水高于設定水位的上限時,去離子水凈化器停止工作,當儲水水箱內的水低于設定水位的下限時,補水增壓泵停止工作;在鍋爐內設置液位控制器,當鍋爐內的水位低于設定水位的下限時,鍋爐加熱絲停止加熱,同時補水增壓泵開始工作,給鍋爐補水,當鍋爐內的水高于液位控制器設定的上限時,補水增壓泵停止工作,鍋爐加熱絲開始加熱;在鍋爐內設置壓力傳感器,當鍋爐內水蒸汽的壓力到達所設定壓力的上限值時,鍋爐電熱絲停止加熱,同時將水蒸汽溫度信號輸入可編程控制器(PLC)中,當鍋爐內水蒸汽壓力下降至壓力傳感器下限值時,鍋爐電熱絲再次啟動加熱,如此循環進行。高光模具加熱機主電路如圖6所示。

圖5 水蒸汽自動控制系統程序框圖Fig.5 The flow of Steam automatic control system
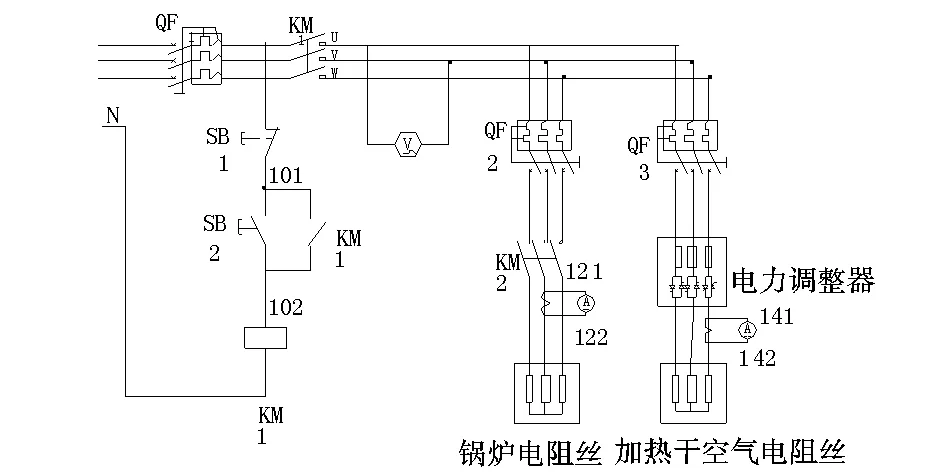
圖6 高光模具加熱機主電路圖Fig.6 The circuit diagram of highlight mold heating machine
3.3高溫干空氣控制原理
高溫干空氣控制主要包括3個模塊:溫度檢測、PID溫度控制調節器和電力控制器。溫度檢測裝置中可以選用熱電偶,由于加熱過程中空氣加熱器內溫度慣性很大,因此將熱電偶安裝在熱干空氣出口的位置,得證測量溫度值的準確性,PID溫度控制調節器具有自整定和模擬量輸出的功能,加熱前,需要在溫度控制器顯示面板上設定好所要加熱的溫度,PID溫度控制器根據所設的溫度值與熱電偶的溫度值對比,輸出模擬信號(如電流),通過電力控制器對空氣加熱器內的電熱絲進行加熱;當空氣加熱器內的溫度到達所設定的溫度時,空氣加熱器停止加熱。同時,通過電氣控制器將干空氣溫度信號輸出到可編程控制器(PLC)內,如此循環工作。干空氣控制系統如圖7所示。
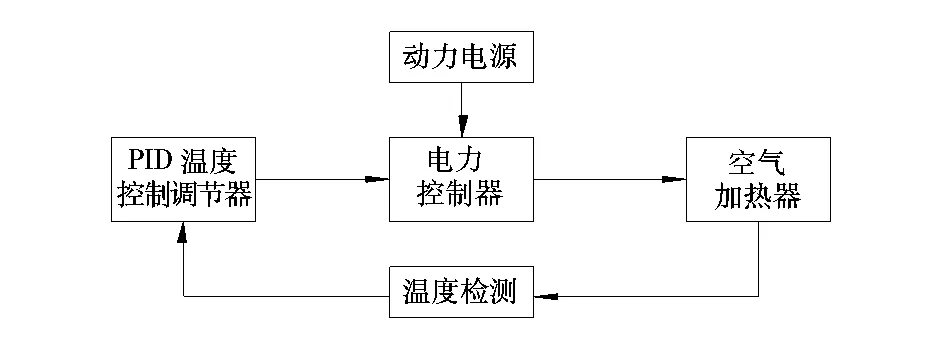
圖7 干空氣控制系統方框圖Fig.7 The Schematic of dry air control system
4 模溫機的性能指標及其應用
根據蒸汽直接加熱模具型腔的高光注塑原理,此高光注塑模溫機具備的主要性能如下:
(1)能制備無雜質、無鈣離子的水及無雜質的干空氣;
(2)在3~8s內能利用高溫水汽將模具型腔加熱到注塑設定溫度,一般為80~100 ℃;
(3)在3~8s內能利用高溫干空氣(最高160 ℃)將模具型腔內的水蒸氣去除干凈;
(4)采用PLC控制,可以實現完全自動化控制與半自動化控制兩種模式,其中半自動化控制主要是在注塑試驗中采用;
(5)水蒸汽與高溫干空氣的加熱模具型腔時間可調。
利用SP108A注塑機,包括干燥機和料斗,高溫水蒸汽通入模具型腔加熱的高光模具、流體導熱加熱模具型腔的高光模溫機、冷卻水塔及管路、水泵、測量溫度儀等,材料選用臺化ABS(AG15E1)料,在同樣的注塑參數下分別進行普通注塑(模具未加熱)與高光注塑,如圖8所示。由圖8可見,與傳統工藝的注塑件相比,此高光注塑方法有極好的表層質量,在蒸汽加熱注塑件的反面的也看不出有任何縮水缺陷,在各孔之間已經看不見有明顯的熔接痕的跡象。

圖8 蒸汽加熱塑料件(左)與普通塑料件(右)Fig.8 The Steam heating plastic parts and ordinary plastic parts
5 總結
經過多輪樣機試制和大量注塑實驗,高溫蒸汽直接加熱模具型腔的高光注塑模溫機在技術上較成熟,包括水質凈化處理、空氣凈化處理、蒸汽壓力與溫度控制、干空氣壓力與溫度控制、蒸汽(與冷凝水)冷凝回收處理等關鍵技術都比較成熟,在設備整機的可靠性和壽命等方面均已達到小批量試產的前期階段,但是也存在一些問題,例如成本高、制汽(氣)量不足等。為了克服此類模具溫度控制機在價格、結構、功能等方面的一些缺點,需要從以下幾點研究:
(1)針對PLC控制電路,可以開發相應的單片機控制電路,進一步降低制造成本;
(2)開發大功率的流體導熱模具溫度控制機,并提高高溫蒸汽的溫度和壓力、高溫干空氣的溫度,進一步降低注塑周期、減少能耗;
(3)驗證該設備的設計方案,完善該設備的設計,并進行外觀設計;
(4)解決批量生產的制造工藝、裝配工藝技術,研究批量生產的工裝夾具模具、設備,研究對各工種工人的技術要求等;
(5)解決產品各零部件、整機的質量控制技術標準,完善包括零部件在內的質量檢驗控制標準及檢驗規范;
(6)對建立的零部件供應渠道確定零部件質量控制技術標準。
[1] 伍曉宇,梁雄,李積彬,等.節能型無痕注塑模具及工藝[J].中國塑料,2009,23(5):110-112.
[2] 葛娜.高光注塑成型工藝及制品表觀質量控制研究[D].南昌:南昌大學,2009.
[3] 袁寧,阮鋒,張賽軍,等.蒸汽輔助注射成型技術的現狀與發展[J].模具工業,2013,35(3):44-46,54.
[4] 張楊,辛勇,劉東雷.高光注射成型技術在超薄塑料件中的應用研究[J].工程塑料應用,2010,38(4):39-42.
[5] 伍曉宇,程蓉, 梁雄,等.局部薄壁透光塑件隨形熱冷注射模[J].模具工業,2013,35(12):46-49.
[6] 深圳市萊奧德機械有限公司,標準油溫機產品介紹[EB/OL].(2014-06-18)[2014-08-15].http://www.gdszjxad.com/pro18.html.
[7] 北京利德盛機械有限公司,蒸汽傳熱的蒸汽模溫機產品介紹[EB/OL].(2014-05-16)[2014-07-27].http://www.gtobal.com/sell/detail-1671874302.html.
[8]KILWONC,SUNGHEEA,JINBAEP,etal.Evaluationoftheweld-linestrengthofthermoplasticsbycompacttensiontest[J].PolymEngSc,i2013,37(7):1 217-1 225.
[9]JKLHo,KPChu,CKMOK.MinimizingmanufacturingecostsforthininjectionmoldedPlastieeomvcompontens[J].IntJAdvManufTechnol,2014,8(12):159-190.
[10] 劉東雷,幸勇.RHCM成型制品高光面形成微觀機理研究[J].中國塑料,2008,22(7):71-74.
[11] 凌中水,余春暉,柴金龍,等.蒸汽直接加熱模具型腔的溫度控制系統的研究[J].機械科學與技術,2012,31(6):964-967.
[12] 梁業興,余春暉,柴金龍,等.蒸汽直接加熱模腔的高光注塑技術研究[J].工程塑料應用,2011,39(12):35-38.
(責任編輯:李華云)
DevelopmentofHighLightInjectionFilmTemperatureMachineBasedonFluidHeatTransfer
LINGZhongshui1,LIChunbo2,SUNTingting1,ZHANGXiuxia1
1. Anqing Vocational & Technical College,Anqing Anhui 246003,China;2. Key Laboratory of Advanced Optics Precision Manufacturing Technique,Shenzhen University,Shenzhen 518060, China
Tomeetthespecularinjectionmoldingprocessinthepreparationofhightemperatureandhighpressuresteam,hightemperaturedryairandheatingmoldcavityandremovetheresidualwatercontrol,achievethedemandofdifferentspecularinjectionmold,anewmoldtemperaturecontrolmachinewasresearchedanddeveloped.Themoldtemperaturemachinecanchoosedifferentheatingparametersforinjectionmoldingofdifferenthighlightdies,andmeettherequirementsofhighlightinjectionmoldingformostproducts.
mouldtemperaturecontrolmachine;steam;specularinjection;dryair
10.16018/j.cnki.cn32-1650/n.201503005
2015-04-02
凌中水(1987-),男,安徽安慶人,講師,碩士,主要研究方向為非標設備設計。
TB61;TF068.22
A
1671-5322(2015)03-0021-05