PLC控制技術在皮帶上料中的應用
2015-09-11 05:24:43馬聰勇
科技與創新 2015年18期
馬聰勇
摘 要:PLC控制技術在二鋼軋廠皮帶機上料過程中的運用提高了設備的穩定運行水平和自動化程度,提高了生產效率。
關鍵詞:PLC控制技術;軟啟動器;主站;從站
中圖分類號:TP273 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2015.18.147
近年來,鋼鐵行業競爭日益激烈,各公司為了提高自身的競爭力,紛紛使用先進的設備和控制技術來降低生產成本,提高生產效率。宣鋼二鋼軋廠在150 t轉爐工程建設期間,煉鋼上料系統生產過程采用皮帶運輸機將鐵合金和熔劑從原料庫向轉爐輸送,解決了惡劣環境帶來諸多不安全因素這一問題。
1 上料系統設計理念
上料系統核心由PLC進行控制,因主站與從站相距較遠,所以采用Profibus-DP線將其連接,操作畫面采用Intouch軟件,供崗位人員操作使用。
2 皮帶上料的運行方法
2.1 PLC控制系統
PLC控制系統具有可靠性高、程序設計方便靈活、抗干擾能力強、運行穩定等諸多優點。當系統發生故障時,通過硬件和軟件的自診斷,可以很快找到故障部位,編程易學易用,深受工程技術人員的歡迎。
由于上料皮帶數量和PLC從站數量較多,且距離較遠,因此在上料系統中采用S7-300和ET200M作為主站和從站。
2.2 軟啟動器的應用
熔劑上料R103、R104皮帶由于是大傾角、大功率皮帶,因此電機采用軟啟動器控制。軟啟動器串接于電源與被控電機之間,通過控制其內部晶閘管的導通角,使電機輸入電壓從零以預設函數關系逐漸上升,直至啟動結束,賦予電機全電壓。在軟啟動過程中,電機啟動轉矩逐漸增加,轉速也逐漸提高。另外,軟啟動器的應用還能為電動機提供平滑漸進的啟動過程,減少啟動電流對電網的沖擊,避免因啟動電流沖擊廠用電源而影響其他設備的正常運行,節約了能源。軟啟動器的軟停車方式降低了設備的振動和噪聲,延長了機械設備的使用壽命,而且具有過流、過載、電源缺相等多種保護功能,有利于設備的安全運行。
2.3 PLC網絡
Profibus是應用廣泛的現場總線技術,網絡拓撲為線型、樹型或總線型,傳輸速率取決于網絡拓撲和總線長度,從9.6 kb/s~12 Mb/s不等;兩端帶有有源的總線終端電阻,最大傳輸信息長度為255 B,最大數據長度為244 B,典型長度為120 B;傳輸介質為屏蔽/非屏蔽雙絞線或光纖;采用單一的總線方位協議,包括主站之間的令牌傳遞與從站之間的主從方式。
3 PLC系統的控制流程
由卸料汽車將合金或熔劑從卸料口加入地下料倉,料倉內
有雷達料位計。在生產過程中,當轉爐需要加入合金或熔劑時,由上料操作室操作人員發出上料指令,確認料倉的編號,逆向啟動皮帶機,然后啟動地下料倉對應的振動給料機,將所需的物料通過皮帶機傳送到卸料小車,最后加入到指定的高位料倉中。
4 PLC技術的控制原理
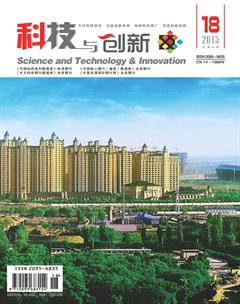
4.1 PLC網絡的構建
PLC網絡的構建如圖1所示。因從
站與主站相距較遠,因此采用Profibus
網絡連接遠程站ET200M與主站S7-300。
4.2 控制程序的設計
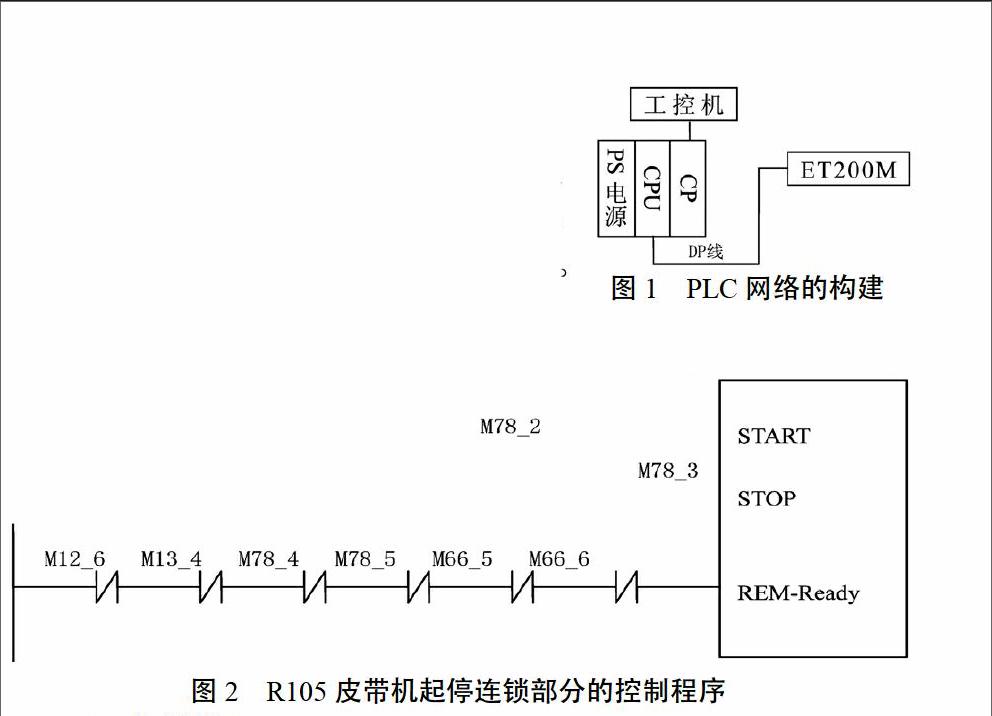
以R105皮帶機起停連鎖部分為例,其控制程序如圖2所示。
圖2 R105皮帶機起停連鎖部分的控制程序
I/O點說明:
M78_2:R105皮帶機電機/操作箱/請求啟動。
M78_3:R105皮帶機電機/操作箱/請求/停止。
M12_6:R105皮帶機/MCC柜/狀態/故障。
M13_4:R105皮帶機/MCC柜/狀態/制動器故障。
M78_4:R105皮帶機電機/現場設備/狀態/頭部左右輕度跑偏。
M78_5:R105皮帶機電機/現場設備/狀態/頭部左右重度跑偏。
M66_5:R105皮帶機/現場設備/狀態/尾部左右輕度跑偏。
M66_6:R105皮帶機/現場設備/狀態/尾部左右重度跑偏。
5 結束語
在上料系統中,通過PLC、軟啟動與Profibus網絡的使用,降低了設備的故障率,提高了設備的自動化程度,有效提高了生產效率。
參考文獻
[1]王占富,謝麗萍,豈興明.西門子S7-300/400系列PLC快速入門與實踐[M].北京:人民郵電出版社,2010.
[2]崔堅.西門子工業網絡通訊指南[M].北京:機械工業出版社,2005.
〔編輯:王霞〕