型線同心絞架空導(dǎo)線異形單線設(shè)計(jì)及模具加工研究
2015-09-14 01:12:45段國(guó)權(quán)方健銀
電線電纜 2015年1期
關(guān)鍵詞:設(shè)計(jì)
段國(guó)權(quán), 方健銀, 張 靜, 廉 輝
(1.特變電工股份有限公司新疆線纜廠,新疆昌吉831100;2.武漢縱纜通模具有限公司,湖北武漢430035)
型線同心絞架空導(dǎo)線異形單線設(shè)計(jì)及模具加工研究
段國(guó)權(quán)1, 方健銀2, 張靜1, 廉輝1
(1.特變電工股份有限公司新疆線纜廠,新疆昌吉831100;2.武漢縱纜通模具有限公司,湖北武漢430035)
探討了一種異形單線結(jié)構(gòu)尺寸設(shè)計(jì)的新方法,論證了由T型結(jié)構(gòu)等面積演變成Z型(或S型)結(jié)構(gòu)的可行性,同時(shí)介紹了采用3D成型設(shè)計(jì)技術(shù)加工異形單線拉絲模具的方法,旨在簡(jiǎn)化異形單線結(jié)構(gòu)設(shè)計(jì),提高異形單線設(shè)計(jì)制造的精確度以及生產(chǎn)效率。
型線同心絞架空導(dǎo)線;異形單線;設(shè)計(jì);模具加工
0 引 言
型線同心絞架空導(dǎo)線(以下簡(jiǎn)稱型線導(dǎo)線)由加強(qiáng)芯與異形即非圓形單線絞合而成,一般異形單線是T型、Z型(或S型)結(jié)構(gòu)。型線導(dǎo)線的應(yīng)用,可減少雪、霜和水的積聚,提高導(dǎo)線防冰雪和防凍雨的性能,減小空氣動(dòng)力系數(shù),降低微風(fēng)振動(dòng)和舞動(dòng)對(duì)導(dǎo)線的危害,同時(shí)能擴(kuò)大導(dǎo)電截面,增大載流量,減小電損,且降低電暈和無(wú)線電干擾水平,因此其優(yōu)勢(shì)明顯。但是,型線導(dǎo)線的設(shè)計(jì)生產(chǎn)工藝復(fù)雜,T型或Z型(或S型)單線的弧角的圓弧難以確定,一般憑經(jīng)驗(yàn)處理,實(shí)際結(jié)果與設(shè)計(jì)誤差較大。T型和Z型(或S型)的弧角的圓弧決定了導(dǎo)線的填充系數(shù)(也稱緊密度系數(shù)),所以圓弧尺寸的確定是型線導(dǎo)線設(shè)計(jì)的關(guān)鍵參數(shù)。異形線的配模設(shè)計(jì)及模具加工也很復(fù)雜,本文將一并探討。
1 T型單線結(jié)構(gòu)設(shè)計(jì)
型線導(dǎo)線異形單線采用T型結(jié)構(gòu),產(chǎn)品示意圖見(jiàn)圖1。在導(dǎo)線T型結(jié)構(gòu)設(shè)計(jì)中,知道導(dǎo)線外徑、層數(shù)及每層T型線截面和加強(qiáng)芯結(jié)構(gòu)組成,假設(shè)導(dǎo)線各層填充系數(shù)相等,很容易計(jì)算出T型上弧半徑(R1)、下弧半徑及填充系數(shù)(t),T型單線尺寸設(shè)計(jì)的目標(biāo)是確定上弧、下弧四個(gè)角的圓弧半徑。這四個(gè)圓弧有多種選擇,從對(duì)稱合理、簡(jiǎn)化計(jì)算方面考慮,可以假定T型四個(gè)角的圓弧半徑均為r,且圓弧分別與T型的上弧、下弧及側(cè)邊相切。
1.1作圖
(1)取圓心O,分別作半徑為R1、R2的圓,經(jīng)過(guò)O作直線與R2圓、R1圓交點(diǎn)分別為X、Y,以XY作為T型的側(cè)邊線。OY=R1、OX=R2。
(2)作T型側(cè)邊線XY的平行線,平行距離為r。
(3)以O(shè)為圓心,以R1-r、R2+r為半徑做兩個(gè)圓,與側(cè)邊T型線及其平行線的交點(diǎn)分別為A、B、C、D。
(4)以B點(diǎn)、D點(diǎn)為圓心作半徑為r的圓,與T型上弧、下弧、側(cè)邊線的交點(diǎn)分別為E、F、G、H。連接BE、DG,不難推出BE⊥EA、DG⊥GC,BE= DG=r。
暫不考慮總重,為了平衡跨中的活載,同前,當(dāng)預(yù)應(yīng)力度分別取為1和0.5時(shí)得到的剪力滯系數(shù)沿著跨徑方向的變化曲線如圖10所示。
(5)連接OB、BF、OH、DH,不難推出OBF、OHD為直線。分別設(shè)∠EOF=θ1、∠GOD=θ2。陰影部分1、2、3、4即為T型單線間隙,θ角為T型單線所占圓周角,θ=360/g(g為本層根數(shù))。
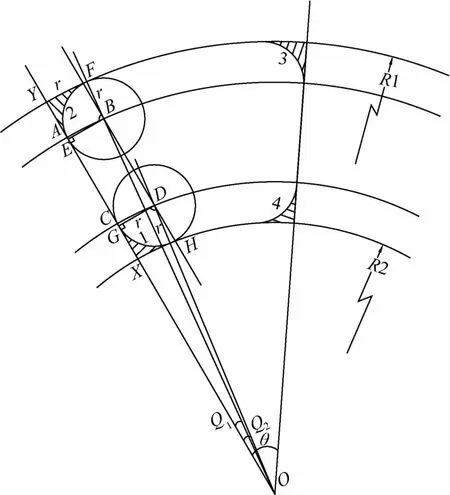
圖1 梯形單線結(jié)構(gòu)示意圖
1.2列式
列式的依據(jù)是T型的填充系數(shù)公式。因T型線選對(duì)稱結(jié)構(gòu),填充系數(shù)由上弧、下弧共四個(gè)間隙決定。可列式如下:
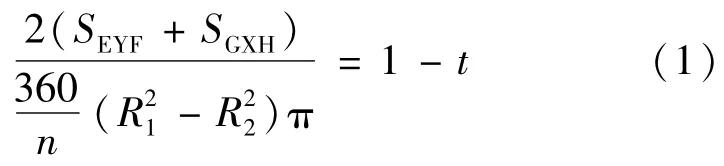
從圖1可知,上弧間隙列式如下:
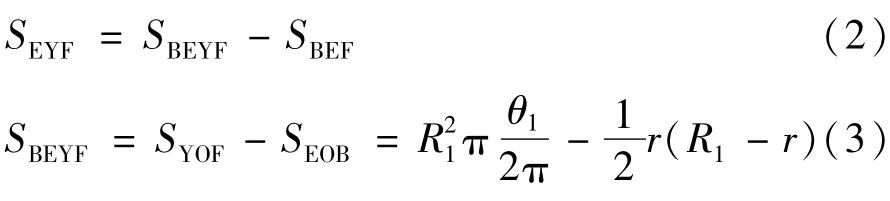
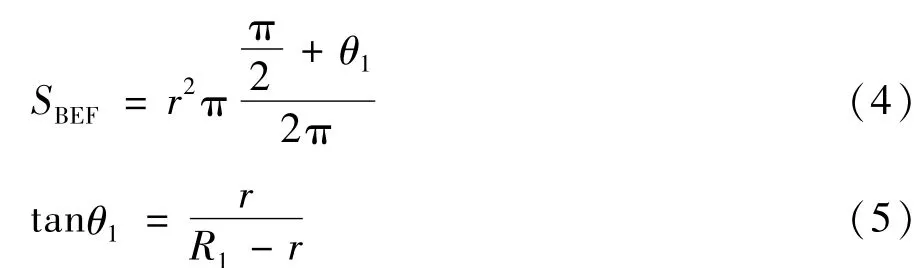
從圖1可知,下弧間隙列式如下:
1.3計(jì)算
由式(2)、(3)、(4)可得:


將式(10)、式(11)代入式(1),可得:
由上述列式可知,很難推出一個(gè)計(jì)算r的直接公式。因r的取值是有限的,可用Excel將不同的r代入上述公式,從而計(jì)算出填充系數(shù)t值。能滿足t值的r值,即可作為r的合理取值。即采用倒推法求取r值。
r值求得后,即可確定T型單線幾何尺寸。同理可確定每層T型單線幾何尺寸。
2 Z型(或S型)單線結(jié)構(gòu)設(shè)計(jì)
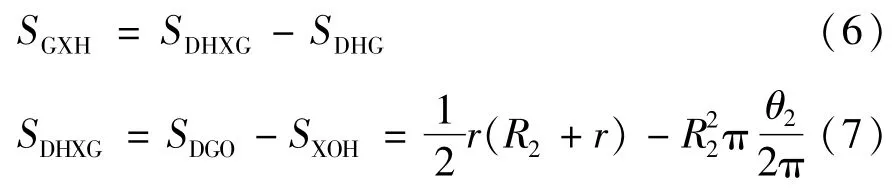
經(jīng)反復(fù)驗(yàn)證,如果型線采用Z型(或S型)單線結(jié)構(gòu),可由T型結(jié)構(gòu)演變。演變示意見(jiàn)圖2。
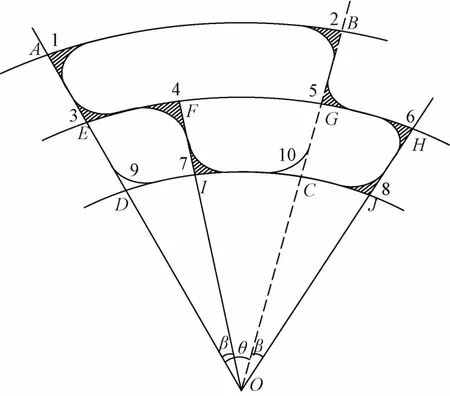
圖2 Z型單線結(jié)構(gòu)示意圖
在圖2中,ABCD構(gòu)成T型截面,∠AOB=θ為T型單線等分角(360/g)。從穩(wěn)定對(duì)稱Z型結(jié)構(gòu)考慮,以O(shè)點(diǎn)為圓心、R2+(R1-R2)/2為半徑作圓弧(中弧),與OA、OB相交于E、G;在∠AOB中作直線,與下弧、中弧相交于Ⅰ、F,∠AOF=β;以O(shè)為起點(diǎn)作直線,與下弧、中弧相交于H、J,并使∠GOH=β。不難證明SDEFI=SCGHJ
在圖2中,如“T型單線結(jié)構(gòu)設(shè)計(jì)”中所述,作半徑為r弧線后,形成八個(gè)面積基本相等的陰影部分,即將T型截面演變成了Z型截面,含陰影部分4和陰影部分5面積在內(nèi)。
在ABCD構(gòu)成的T型截面中有四個(gè)(1、2、9、10)陰影部分,減小了T型有效面積,填充系數(shù)小于1。
在Z型截面的演變中出現(xiàn)了八個(gè)陰影部分,其中陰影4增加面積與陰影7減少面積基本相互抵消,陰影5增加面積與陰影6減少面積基本相互抵消。因此,在Z型截面演變中,異形線有效截面沒(méi)有變化,填充系數(shù)也沒(méi)有變化。
即使陰影部分引起誤差,也不影響設(shè)計(jì)結(jié)果,可由填充系數(shù)自動(dòng)調(diào)整。
由此可知,Z型(或S型)導(dǎo)線間隙與T型導(dǎo)線間隙幾乎一樣,仍可由T型結(jié)構(gòu)公式計(jì)算Z型(或S型)結(jié)構(gòu)小圓弧半徑r。
3 異形線模具設(shè)計(jì)及加工
3.1產(chǎn)品中異形單線設(shè)計(jì)
根據(jù)T型、Z型(或S型)單線結(jié)構(gòu)設(shè)計(jì)方法確定各層異形單線圓弧半徑r后,采用計(jì)算機(jī)作圖,設(shè)計(jì)成品中各層異形單線的尺寸圖形。Z型(或S型)線設(shè)計(jì)由T型結(jié)構(gòu)演變而成,轉(zhuǎn)換時(shí),以Z型(或S型)截面中間接近正方形、兩側(cè)邊呈小正方形為最穩(wěn)定、最合適結(jié)構(gòu)尺寸。
3.2異形線連續(xù)變形拉絲配模
連續(xù)變形拉絲配模技術(shù)可應(yīng)用于水箱拉絲機(jī)、滑動(dòng)式高速大拉機(jī)、非滑動(dòng)式大拉機(jī)(分電機(jī)拉絲機(jī)),配模首先確定拉絲機(jī)類別及該拉絲機(jī)的各鼓輪間的速比參數(shù),通過(guò)設(shè)備參數(shù)核算是否滿足異型線材質(zhì)的拉制,鋁合金異形線壓縮率不宜超過(guò)20%,鋁異形線壓縮率不宜超過(guò)23%。結(jié)合拉絲設(shè)備參數(shù)確定每道次的壓縮率,根據(jù)壓縮率計(jì)算拉伸道次及各道次截面。
3.3異形高速拉絲模設(shè)計(jì)
已知進(jìn)線桿材尺寸(φ9.5 mm或φ12 mm),按T型或Z型(S型)設(shè)計(jì)及加工示意圖采用計(jì)算機(jī)建模成型技術(shù),模擬計(jì)算并繪制出各道模具定徑孔尺寸,并驗(yàn)證各道次截面是否滿足配模要求,滿足要求后進(jìn)行每道次異形拉絲模具的3D成型設(shè)計(jì)。異形高速拉絲模設(shè)計(jì)要考慮六個(gè)功能區(qū)(見(jiàn)圖3):入口區(qū)、潤(rùn)滑區(qū)、壓縮區(qū)、定徑區(qū)、安全角、出口區(qū);為保證高速拉制不粘鋁不斷線,各功能區(qū)間平滑過(guò)渡要好。異形高速拉絲模3D成型示意圖見(jiàn)圖4。

圖3 異形高速拉絲模功能區(qū)示意圖
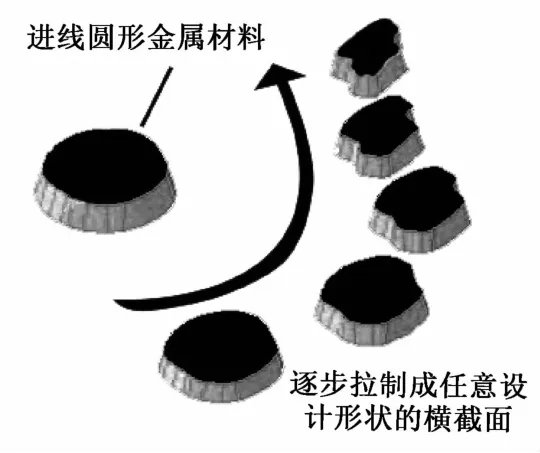
圖4 異形線高速拉絲模3D成型設(shè)計(jì)
3.4模具數(shù)控加工
將計(jì)算機(jī)模擬設(shè)計(jì)的模具尺寸電子數(shù)據(jù)信息,傳輸?shù)綌?shù)控電火花線切割機(jī)進(jìn)行模具加工,可實(shí)現(xiàn)異形單線加工模具設(shè)計(jì)與制造的無(wú)縫連接。T型線設(shè)計(jì)及模具加工示意圖見(jiàn)圖5,Z型(S型)線設(shè)計(jì)及模具加工示意圖見(jiàn)圖6。
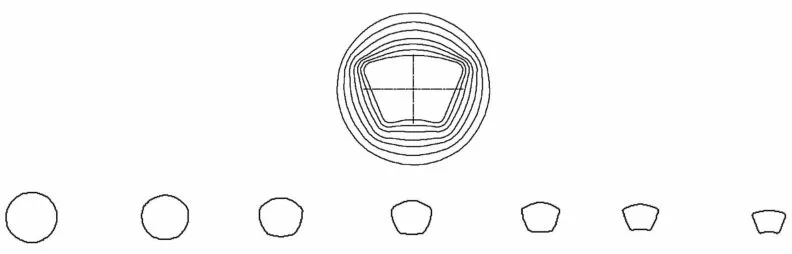
圖5 連續(xù)變形高速拉制T型線配模示意圖
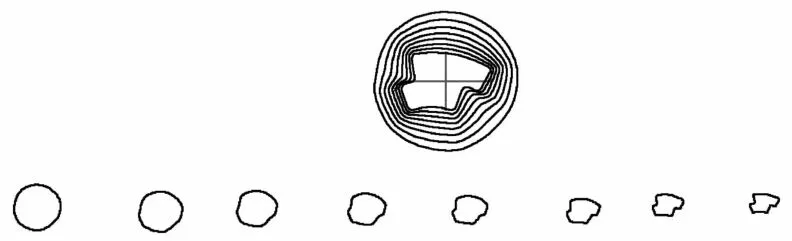
圖6 連續(xù)變形高速拉制S型線配模示意圖
以上方法,可保證異形單線結(jié)構(gòu)尺寸設(shè)計(jì)合理。在型線導(dǎo)線實(shí)際設(shè)計(jì)和生產(chǎn)中,因加工設(shè)備精度及拉絲絞線工序張力值大小等影響,實(shí)際生產(chǎn)成品截面比設(shè)計(jì)值小,解決此問(wèn)題的有效方式就是導(dǎo)體設(shè)計(jì)截面時(shí)適當(dāng)放大(放大系數(shù)硬鋁或鋁合金一般取1.03~1.06,軟鋁型線取1.08~1.12)。
4 結(jié)束語(yǔ)
本文通過(guò)建立異形單線幾何數(shù)學(xué)模型,采取倒推法求取了T型線弧角的圓弧半徑值,利用計(jì)算機(jī)模擬設(shè)計(jì)產(chǎn)品異形單線結(jié)構(gòu)尺寸圖,再用3D建模成型技術(shù)設(shè)計(jì)異形單線各道次拉絲配模尺寸圖,最后用數(shù)控電火花線切割機(jī)完成了模具加工,并論證了Z型(或S型)線設(shè)計(jì)由T型結(jié)構(gòu)等面積演變的可行性,簡(jiǎn)化了異形單線設(shè)計(jì)過(guò)程,提高了異形單線設(shè)計(jì)及制造的精確度,為異形單線生產(chǎn)利用常規(guī)拉
絲機(jī)拉制提供了新的思路辦法。
采用連續(xù)變形拉絲配模及模具設(shè)計(jì)加工可使異形線拉制速度提高到10 m/s及以上,有效解決行業(yè)內(nèi)異形線拉絲生產(chǎn)效率低下的狀況,對(duì)各種異形線設(shè)計(jì)加工具有參考意義。
Design of Abnormity Strands and Research of Die Molding for Formed W ire Concentric-Lay-Stranded Overhead Conductors
DUAN Guo-quan1,F(xiàn)ANG Jian-yin2,ZHANG Jing1,LIAN-Hui1
(1.TBEA Xinjiang Cable Company,Changji 831100,China;2.Wuhan Zong Tong mould Co.,Ltd.,Wuhan 430035,China)
This paper explores a new method about abnormity strands structure size design,demonstrates the feasibility that T-type structure transforms into Z-type(or S-type)structure under the same cross sectional area.In addition,in order to simplify the design process of abnormity strands structure and increase accuracy of manufacture and production efficiency of the design and abnormity strands.This study also introduces the method of processing abnormity strands drawing die with 3D molding design technology.
formed wire concentric-lay-stranded overhead conductors;abnormity strands;design;diemolding
TM244.2
A
1672-6901(2015)01-0006-04
2014-08-25
段國(guó)權(quán)(1969-),男,高級(jí)工程師,總工程師.
作者地址:新疆昌吉市延安南路52號(hào)[831100].
[1] GB/T 20141—2006 型線同心絞架空導(dǎo)線[S].
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
