基于AVR單片機的粗絲氣電立焊機弧長控制器研究
2015-09-15 02:50:51羅云萌陜西鐵路工程職業技術學院陜西渭南714000
裝備機械 2015年3期
關鍵詞:單片機
□羅云萌陜西鐵路工程職業技術學院 陜西渭南 714000
基于AVR單片機的粗絲氣電立焊機弧長控制器研究
□羅云萌
陜西鐵路工程職業技術學院陜西渭南714000
目前氣電立焊主要采用1.6 mm以下的細絲焊,應用于40 mm以下的中厚板焊接。在焊接40 mm以上的大厚板時,細絲氣電立焊的焊接生產效率還不能滿足實際生產的要求。通過對氣電立焊焊接電弧弧長穩定性的研究,分析了氣電立焊焊接過程,尤其是粗絲氣電立焊弧長控制技術及原理,設計了一套以單片機Atmega128為控制核心的,由變速送絲垂降外特性電源焊接系統和變速小車爬行系統組成的組合式弧長控制系統。試驗表明,該弧長控制系統抗干擾能力強、響應速度快,能夠迅速對外界干擾引起的弧長變化進行精確的補償控制,并能精確控制焊槍擺動,焊接質量好。
長期以來,立焊焊縫主要依賴焊條電弧焊,效率低,難以滿足實際焊接生產的需要。自動氣電立焊(EGW)是20世紀80年代初期由普通的熔化極氣體保護焊和電渣焊發展而來的一種高效熔化極氣體保護電弧焊方式,而強迫成形自動立焊氣電技術是近幾年發展起來的一種新的高效焊接技術[1]。
氣電立焊廣泛應用于造船、冶金高爐、重型機械和鍋爐等行業,目前氣電立焊主要采用1.6 mm以下的細絲焊,應用于40 mm以下的中厚板焊接。在焊接40 mm以上的大厚板時,細絲氣電立焊的焊接生產效率還不能滿足實際生產的要求。筆者以AVR單片機為控制核心,構建了由變速送絲垂降外特性焊接系統和變速小車爬行系統組成的粗絲氣電立焊弧長控制系統,能基本滿足實際生產中大厚板焊接的需求。
1 弧長控制系統分析
由于氣電立焊本身的工藝特點,焊接時通常采用擺動焊接工藝,電弧在擺動過程中極易出現不穩定。坡口大小、間隙寬窄、熔池溢流等造成液面高度的變化會干擾電弧長度的穩定性,從而使焊接電流I和焊接電壓U發生波動,進而影響焊接質量,此時就要依靠系統對電弧的自動調節能力來補償電弧長度的變化量,以保證焊接過程的穩定性[2]。對于氣電立焊控制系統的選擇,既要保證焊接過程中弧長的穩定性與可調性,又要保證有好的焊接質量,只有這樣才能說明該弧長控制系統是理想的。
對于直徑大于2.5 mm的焊絲,焊接電流密度較小,依靠等速送絲配合平特性電源,電弧自調節作用隨即減弱,弧長恢復時間過長,不能滿足實際要求。若采用變速送絲方式與垂降外特性電源配合變速爬行小車控制系統,根據弧長變化規律:
式中:VS為送絲速度,mm/s;VL為熔池液面上升速度,mm/s;VM為焊絲熔化速度,mm/s;VP為小車爬行速度,mm/s;Δv為速度變化量,mm/s;Δh為弧長變化量,mm;t為弧長變化(t1-t2)所用時間,s;K為修正因數。
當弧長發生變化時,電弧電壓變化較大,此時通過送絲速度和變化的小車速度所提供的補償,可以保證弧長系統的穩定性。本控制系統的主要優點是在保證弧長系統穩定性的同時,提高了焊接過程的熔敷率,因此本控制系統主要應用于大厚板一次性焊接成型。
本控制系統中,送絲速度調節僅是微調,而起主要調節作用的是爬行小車行走控制系統,以AVR單片機為控制核心,以弧壓反饋為控制信號調節爬行小車行走速度,保證焊接過程中弧長的穩定。
2 基于AVR-MCU的控制系統
根據生產實際要求及氣電立焊弧長控制原理,設計了以AVR單片機為控制核心的自動氣電立焊機弧長控制系統,其主控電路系統如圖1所示,本控制系統具有以下功能和特點。

圖1 AVR MCU系統框圖
(1)能夠實現內外停留時間、擺動速度和擺動幅度的精確控制;
(2)能夠精確地實現焊槍自動焊縫對中調節;
(3)根據弧長變化,自動調節爬行小車行走速度,保證焊接弧長的穩定;
(4)具有計算、數據存儲處理、程序控制[3]功能;
(5)可實現多路PWM波輸出;
(6)內置A/D轉換模塊,無需外部轉換電路;
(7)可靠性、穩定性較高。
根據基于AVR-MCU的自動氣電立焊弧長控制系統的分析及要求,筆者編譯了一套控制程序,其流程如圖2所示。
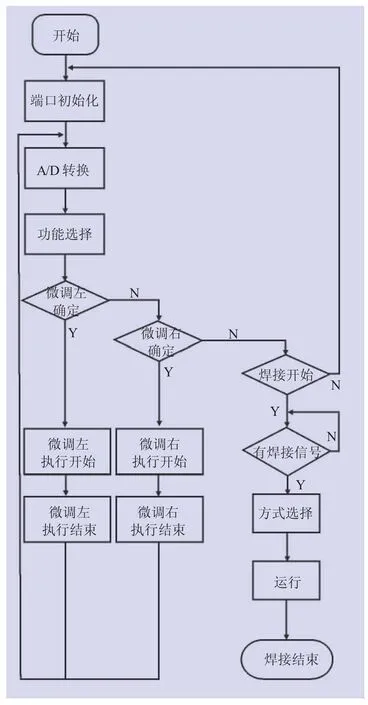
圖2 程序流程圖
3 試驗研究
3.1行走系統試驗與分析
為實現電機的平穩行走,設計了直流電機電壓負反饋和電流正反饋閉環反饋系統,并將反饋信號比較運算后經光耦隔離送入單片機,參與PI運算以決定輸出PWM占空比的大小;同時保證弧長在發生變化時,爬行小車能及時而又準確地調整爬行速度以維持弧長的穩定性。本系統將焊接電壓作為反饋信號,經光耦隔離后送入單片機,并與電機反饋信號進行運算后改變PWM占空比大小[4],以調整爬行小車的行走速度來保證弧長系統的穩定性。
為驗證爬行控制系統的性能,進行了調試試驗,分別在弧長較短和弧長較長的情況下進行試驗,圖3為弧長較短時電機高速爬行時的驅動波形,此時爬行小車高速運行產生了一個VP,補償了弧長的變化,保證了弧長的穩定性;圖4為弧長較長時爬行小車低速行走的控制波形,此時爬行小車以低速運行產生一個VP',能夠補償弧長的變化以保證弧長的穩定性。因此,本控制系統在焊接弧長發生變化時能夠維持弧長的穩定性。

圖3 高速爬升電機驅動波形
3.2擺動系統試驗與分析
隨著科學技術的發展,大型重要構件的焊接越來越多,僅僅依靠手工焊接難于滿足焊接質量和焊接效率的要求,焊接自動化將成為焊接技術發展的必然趨勢。當焊道較寬時,為了提高焊接質量,在大坡口對接或搭接的焊縫自動焊接過程中,焊機必須采用擺動結構,焊槍一邊隨焊道長度方向運動,一邊在焊道寬度方向做一定頻率的擺動。為了滿足不同坡口形式焊縫的需要,擺動參數(擺速、擺幅、左右滯時)應能調整。
對擺動的要求:根據焊件的厚度調節擺幅增大或擺幅減少;前后停留時間的調節有利于鐵水在焊縫坡口內的流動,焊縫前面寬,停留時間要長,后面窄,停留時間要短;焊槍擺動能夠增加熔池液態金屬的流動速度,改善熔池液態金屬的流動狀態,從而可增加對兩側母材傳熱量和熔深,提高焊接質量。
為滿足焊接生產的需求,設計了以步進電機為執行元件的擺動驅動控制系統。通過控制脈沖個數來控制角位移量,從而達到準確控制擺動幅度;同時可以通過控制脈沖頻率來控制電機轉動的速度和加速度,從而達到調速的目的。本系統能夠精確實現在焊接過程中控制焊槍的擺動速度、擺動幅度和擺動內外停留時間。
在擺動電機運行過程中,對驅動波形進行測試,圖5為擺動電機驅動波形,圖6為擺動電機驅動波形的展開,驅動波形由4部分組成:擺幅、擺速和內、外停留時間,其中擺幅由給定脈沖個數決定,擺速由給定脈沖頻率決定,內外停留時間由給定控制信號決定。因此,通過調節4個給定值可以精確實現焊槍的擺動軌跡調節。
4 結論
(1)以AVR-MCU為控制核心,采用由變速送絲垂降外特性焊接系統和變速小車爬行系統組成的粗絲氣電立焊機弧長控制系統,采用PWM調制模式能精確控制爬行小車的變速運動,結合變速送絲控制系統,能夠保證焊接過程弧長的穩定。
(2)以步進電機為核心的焊槍擺動電氣控制系統,通過調整驅動脈沖的頻率和個數,能夠精確地控制擺動電機的擺速和擺幅,通過調節內外停留給定信號,能夠精確實現焊槍前后的停留。

圖4 低速爬升電機驅動波形
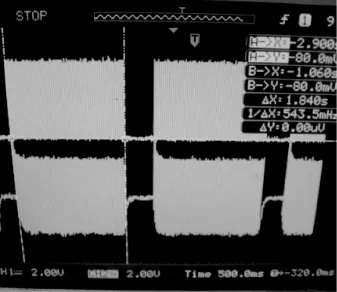
圖5 擺動電機驅動波形
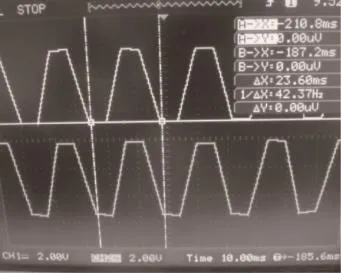
圖6 擺動電機驅動波形的展開
[1]李景波,王剛,沙玉章,等.船體厚板高效氣電立焊焊接技術的研究[J].電焊機,2004(2):14-15.
[2]李雪梅.大型儲油罐縱縫氣電立焊焊接工藝[J].焊接技術,2006(5):69-70.
[3]沈建良,趙文宏,賈玉坤,等.ATmega128單片機入門與提高[M].北京:北京航空航天大學出版社,2009.
[4]張立勛,沈錦華,路敦民,等.AVR單片機實現的直流電機PWM調速控制器[J].機械與電子,2004(4):29-32.
Currently gas-electric vertical welder mainly adopts fine wire with a diameter under 1.6 mm for welding of medium plate with a thickness under 40 mm.When welding the plate with a thickness over 40 mm,the welding productivity of gas-electric vertical welder with fine wire can not satisfy real production requirement. Through the examination of arc length stability provided by the gas-electric vertical welder,and the analyses of the welding processes of the gas-electric vertical welder,especially the control technique and theory of arc length in gas-electric vertical welder using thick wire,we have designed a welding system with additional features of variable wire feedrate&rappelling wire,and an arc length control system with variable speed cart crawling system combined.Both systems are mainly controlled by Atmega128 microcontroller.Tests demonstrate that the arc length control system has strong anti-interference ability and fast response.it can enable accurate compensate control against the changing arc length caused by external interference and provide precise control of the wobble ofthe weldingtorch toachieve fine weldingquality.
AVR單片機;氣電立焊;弧長控制
AVR Microcontroller;Gas-electric VerticalWelder;Arc Length Control
TG434.5
A
1672-0555(2015)03-042-04
2015年4月
羅云萌(1987年-)男,碩士,主要從事焊接方面的技術和教學和科研工作
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36