低合金高強度鋼的MAG焊任務驅動法教學
2015-09-24 11:27:22周勤劉友葵
廣東教育·職教版 2015年9期
周勤 劉友葵
摘要:學習者肩負著任務求學,會更加主動積極地投入學習之中。職業教育,邊學邊做,會使學習效率事半功倍。本文探討任務驅動法在低合金高強度鋼的MAG焊教學中的具體運用,以提高教學效率。
關鍵詞:低合金;高強度鋼;MAG焊;任務驅動法教學
中圖分類號:G712文獻標識碼:A文章編號:1005-1422(2015)09-0086-03
一、前言
MAG焊是指在惰性氣體(Ar)中加入少量的氧化性氣體,用這種氣體作為保護氣體的焊接,即稱熔化極活性氣體保護焊(MAG焊)。職業教育中機電類專業教學,要求學生具有較強的動手能力,學習者帶著任務參與學習,邊學理論知識,邊指導實踐,全力以赴,克服難關,完成任務,學習效率事半功倍。
二、任務驅動法在低合金高強度鋼的MAG焊任務中的實施
工作任務:低合金高強度鋼Q345T形梁鋼MAG焊。
(一)學習目標
1. 掌握低合金高強度結構鋼的MAG焊工藝。
2. 回顧熔化極氬弧焊工藝。
3. 了解焊絲氣體保護電弧焊工藝。
(二)任務描述
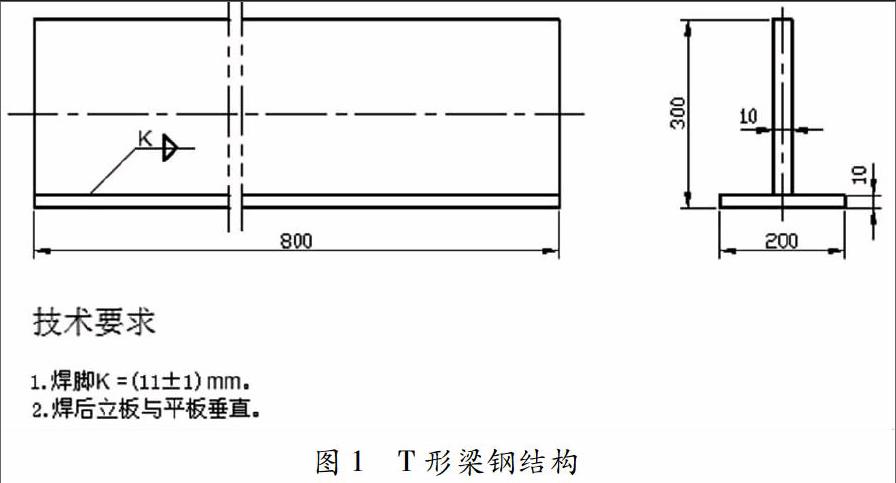
圖1為T形梁鋼結構圖,材料為Q345。根據有關標準和技術要求,采用MAG焊進行焊接,請學習者分析及制定正確的焊接工藝,并填寫焊接工藝卡。
(三)Q345 T形鋼MAG焊工藝分析
焊接工藝分析主要包括材料的焊接性、焊絲及設備選用、混合氣體選用、焊接參數選擇等內容,需學習者細心思考、總結。
1.材料的焊接性分析
Q345鋼是低合金高強度結構鋼,由于其含碳量(Wc≤0.2%)及合金元素含量均較低,因此MAG焊焊接性較好,一般均能保證焊接質量。但由于這類鋼中含有一定量的合金元素及微合金化元素,隨著強度等級的提高、板厚增加、焊接性變差,可能出現焊接裂紋和產生焊接熱影響區脆化,這時須采用一定的焊接工藝措施,如預熱、后熱、控制熱輸入等。其焊接性分析如下:
(1)焊接裂紋
低合金高強度結構鋼焊接時容易產生裂紋,其裂紋是冷裂紋。而產生熱裂紋的可能性比冷裂紋小得多,只有在原材料化學成分不符合規定(如含S、C含量偏高)時才有可能發生熱裂紋。
焊接強度等級較低的低合金高強度鋼時,因為脆硬傾向很小,焊縫和熱影響區金屬的塑性較好,一般不會產生冷裂紋。
當強度等級逐漸提高,脆硬傾向也增加,冷裂紋傾向隨著增加;同理因厚板剛度大,焊接接頭殘余應力也大,就是說冷裂紋主要出現在強度等級較高、厚鋼板中。
(2)熱影響區脆化
低合金高強度結構鋼焊接時,熱影響區中被加熱到11000℃以上的粗晶區,它是焊接接頭的薄弱區,其沖擊韌度也最低,即所謂脆化區。熱影響區粗晶脆化主要與焊接熱輸入有關:
熱軋鋼當焊接熱輸入較大時,其粗晶區將因為晶粒長大,或出現魏氏組織等而降低韌性;熱輸入較小時,其粗晶區則因馬氏體的比例增多而降低韌性。
正火鋼受焊接熱輸入影響更大,大的熱輸入時,其粗晶區在正火狀態下的TIC、VC、VN等元素溶入奧氏體中,失去晶粒及組織調控作用而降低韌性。
在工作任務驅動教學過程中,通常將學習者分成若干小組,生生、師生、生師之間,充分討論、頭腦風暴、三方互動,學習參與者很快掌握了如何分析、解決問題的技能。
2.MAG焊常用混合氣體
(1)Ar+O2
Ar+O2活性混合氣體可用于碳鋼、低合金鋼、不銹鋼等高合金鋼及高強鋼的焊接。焊接不銹鋼等高合金鋼及高強鋼時,O2的含量(體積分數)應控制在1%~5%;焊接碳鋼、低合金鋼時,O2的含量(體積分數)可達20%。
(2)Ar+CO2
Ar+CO2混合氣體既具有Ar的優點,如電弧穩定性好、飛濺小,很容易獲得軸向噴射過渡等,同時又因為具有氧化性,克服了用單一Ar氣焊接時產生的陰極漂移現象及焊縫成形不好等問題。Ar與CO2氣體的比例通常為(70%~80%)/(30%~20%)(體積分數)。這種比例既可用于噴射過渡電弧,也可用于短路過渡及脈沖過渡電弧。但在用短路過渡電弧進行垂直焊和仰焊時,Ar和CO2的比例最好是1∶1,這樣有利于控制熔池。現在常用的是用80%Ar+20% CO2 (體積分數)焊接碳鋼及低合金鋼。
(3)Ar+O2+CO2
Ar+O2+CO2活性混合氣體可用于焊接低碳鋼、低合金鋼,其焊縫成形、接頭質量以及金屬熔滴過渡和電弧穩定性都比Ar+O2、Ar+CO2強。
低合金高強度鋼的MAG焊任務驅動法教學
3.MAG焊焊絲
當采用熔化極活性氣體保護焊時,由于保護氣體有一定氧化性,必須使用含有Si、Mn等脫氧元素的焊絲。焊接低合金鋼時常用ER50-3、ER50-6、ER49-1焊絲。采用半自動焊,使用1.6mm以下直徑焊絲施焊;采用自動焊時,使用大于2mm的焊絲施焊。
4.MAG混合氣體保護焊設備
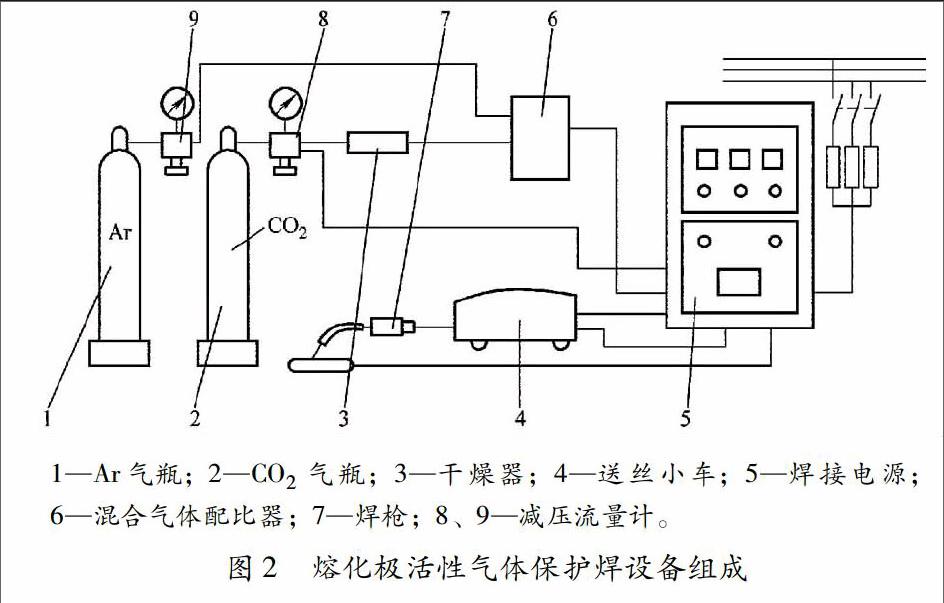
每個工作小組的熔化極活性氣體保護(MAG)焊設備如圖2所示。因采用混合氣體保護,所以它比一般的熔化極氣體保護焊設備系統多加入了氣源(氣瓶)和氣體混合配比器。
5.焊接參數的選擇規范
熔化極活性氣體保護焊的焊接參數主要包括焊絲的選擇、焊接電流、電弧電壓、焊接速度、焊絲伸出長度、氣體流量、電源種類及極性等。1—Ar氣瓶;2—CO2氣瓶;3—干燥器;4—送絲小車;5—焊接電源;6—混合氣體配比器;7—焊槍;8、9—減壓流量計。
(1)MAG焊焊接電流
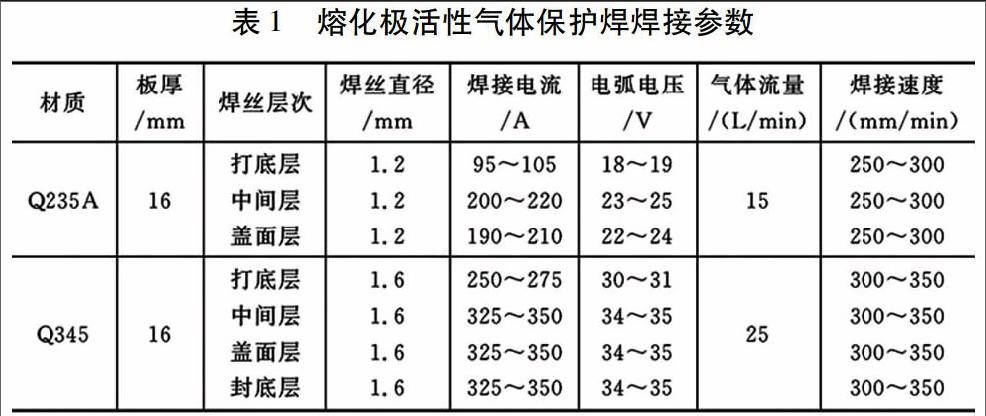
MAG焊焊接電流是熔化極活性氣體保護焊的重要焊接參數,焊接電流的大小應根據工件的厚度、坡口形狀、所采用的焊絲直徑以及所需要的熔滴過渡形式來選擇。表1列舉出生產實際中熔化極活性氣體保護焊焊接操作時的參數。
(2)MAG焊電弧電壓
電弧電壓也是焊接工藝中的關鍵參數之一。電弧電壓的高低決定了電弧長短與熔滴的過渡形式。當電流與電弧電壓匹配良好時,電弧穩定、飛濺少、聲音柔和,焊縫熔合良好。
(3)MAG焊焊絲伸出長度
焊絲伸出長度一般為焊絲直徑的10倍左右。
(4)MAG焊氣體流量
氣體流量也是一個重要的參數。流量太小,起不到保護作用;流量太大,保護效果也不好,而且氣體消耗大,成本高。采用半自動焊,控制氣體流量在15-25L/min左右。
(5)MAG焊焊接速度
半自動焊焊接速度全靠施焊者自行確定。因為焊接速度過快,會產生很多缺陷,如未焊透、熔合不佳、焊道薄、保護效果差、產生氣孔等;但焊接速度太慢則可能使焊縫過熱、甚至燒穿、生產率低。
(6)MAG焊電源種類及極性
熔化極活性氣體保護焊(MAG焊),為了減少飛濺,一般均采用直流反極性焊接,即焊件接負極,焊槍接正極。
(四)Q345 T形鋼MAG焊工藝確定及施焊
通過師生詳細、綜合分析,以學習者為主體、教師為主導的一體化課堂上,編制出Q345鋼T形梁鋼結構焊縫MAG焊焊接工藝如下,編制的焊接工藝卡見表2。
由于T形梁鋼結構材質為Q345,其碳的質量分數≤0.18%,抗拉強度約為500MPa,且結構簡單,板厚為10mm,故焊接性良好,焊接時不需要采取預熱、后熱及焊后熱處理等工藝措施。
2.焊接工藝
(1)焊絲
常用的MAG焊焊絲有ER50—3、ER50—6、ER49—1等,強度均能滿足焊接要求,但ER50—6的塑性、韌性要優于ER49—1,故常選用ER50—6。
(2)氣體
采用80%AR+20%CO2(體積分數)混合氣體。
(3)電源極性
MAG焊當采用交流電源,其電弧不穩。為了減少飛濺,所以選用NB-500、直流反接。
(4)焊接參數
板厚為10mm,需二層三道焊:
第一層(一道),焊絲直徑1.2mm,焊接電流165A,電弧電壓21V,氣體流量15.5L/min,焊絲伸出長度13mm。
蓋面層(兩道),焊絲直徑1.2mm,焊接電流195A, 電弧電壓22.5V,氣體流量18L/min,焊絲伸出長度13mm。
三、結束語
項目任務驅動教學法中,分小組完成任務,在執行、完成任務中可加入行為引導、頭腦風暴教學法。若干個學習小組,可能產生互有微小區別的焊接工藝,主導教師應調控、定出最佳的一、二個工藝向各小組公示,供學習者參考、參照,并在任務結束后點評、總結、公示。每個任務若選用有經濟效益的課題,化耗材型實訓為效益創收型實訓,將會有更大的意義。
參考文獻:
[1]周相軍.項目案例教學在數控編程與操作課程中的應用[J].職業,2014(01).
[2]王洪.實用焊工手冊[M].北京:機械工業出版社,2010.
[3]張應立.新編焊工手冊[M].北京:金盾出版社,2004.
[4]張文明,焦萬才等.簡明焊工手冊[M].沈陽:遼寧科學技術出版社,2010.
[5]鄭海生.淺談焊接專業實習教學方法[J].職業,2011(12).