HP2 13Cr無縫鋼管的研制開發
2015-09-29 01:07:46康喜唐
鋼管 2015年3期
康喜唐,聶 飛
(山西太鋼不銹鋼鋼管有限公司,山西 太原 030008)
HP2 13Cr無縫鋼管的研制開發
康喜唐,聶飛
(山西太鋼不銹鋼鋼管有限公司,山西 太原 030008)
從成分設計、冶煉、徑鍛、擠壓及熱處理工藝流程等方面,詳細介紹了采用“熱擠壓+調質熱處理”工藝生產HP2 13Cr無縫鋼管的方法。實物性能檢測結果表明:該工藝生產的HP2 13Cr無縫鋼管力學性能及金相組織控制較好,完全滿足ISO 13680∶2010標準要求,在高含CO2、H2S酸性環境中均為輕度腐蝕,耐蝕性好。
無縫鋼管;HP2 13Cr;熱擠壓;調質熱處理;金相組織;力學性能;腐蝕速率
“十二五”期間,我國油氣當量將達到3億t(不包括國外部分)或以上。隨著油氣田開采數量逐年增加,且逐步向深井、海下、復雜工況條件的區域發展,使用的油井管線在數量需求增長的同時,品種質量要求也在不斷提高。為了解決油井管在CO2、H2S、Cl-共存條件下的耐腐蝕難題,國內外油井管生產企業相繼開發了2Cr13、HP2 13Cr、雙相不銹鋼、鐵鎳基及鎳基合金油井管,以滿足不同井況的需求。其中,HP2 13Cr主要用于高CO2分壓及低H2S分壓環境,通常H2S分壓在0.003 MPa以下可安全使用[1-2]。
與普通馬氏體不銹鋼相比,HP2 13Cr碳含量大幅度降低,w(C)最高為0.03%,增加了w(Ni)(4.5% ~5.5%)和w(Mo)(1.5%~2.5%),使其在強度、硬度提高的同時,韌性得到改善。HP2 13Cr克服了傳統馬氏體在焊接過程中的應力裂紋敏感性以及可焊性差等缺點,耐CO2、H2S的腐蝕能力大幅度提高[3-6]。我國HP2 13Cr無縫鋼管的研發起步較晚,國內油田需求的HP2 13Cr管材基本依賴進口,不僅耗費巨資,且制約我國石油工業發展,甚至威脅到國家能源安全。
本文將重點介紹HP2 13Cr無縫鋼管的研制開發情況。
1 HP2 13Cr無縫鋼管的技術要求
依據ISO 13680∶2010《石油和天然氣工業用作管套、管道和接箍的耐腐合金無縫鋼管交貨技術條件》及NACE RP0775—1991《油田生產中腐蝕掛片的準備、安裝及實驗數據的分析》標準要求,HP2 13Cr無縫鋼管的化學成分要求見表1,性能要求見表2。

表1 HP2 13Cr無縫鋼管的化學成分(質量分數)要求 %

表2 HP2 13Cr無縫鋼管的性能要求
2 HP2 13Cr無縫鋼管工藝研究
2.1工藝流程
與普通13Cr無縫鋼管相比,HP2 13Cr無縫鋼管在成分控制、金相組織、腐蝕性能等方面均有更為嚴格的要求。與國內外通用的熱軋工藝不同[7-8],本項目采用熱擠壓工藝進行生產。
油管最常用的規格為Φ73.02 mm×5.51 mm,結合成品規格尺寸,設計全線的生產工藝流程如下:冶煉(電爐+VOD冶煉)→制坯(模鑄+徑鍛,坯料為Φ230 mm圓棒)→制管(擠壓+調質)→成品(檢驗評價)。
2.2關鍵技術
2.2.1成分設計
根據舍弗勒組織圖[9-10],不銹鋼主要合金及雜質元素含量均可折算成相應的Cr、Ni當量,Cr、Ni當量決定著產品的組織形貌。HP2 13Cr為典型馬氏體不銹鋼2Cr13的改良品種,在2Cr13基礎上進行了成分添加及含量控制。
Cr是保證鋼管表面的Cr2O3鈍化膜形態的主要元素,在成分設計中Cr含量取中上線。
Mo能顯著提升不銹鋼的耐點蝕能力,且能與Cr的氧化膜更加致密,進一步提升材料的耐蝕性能,但Mo元素容易造成偏析,因此在成分設計中加入的w(Mo)為2%左右。
Ni是奧氏體形成元素,一方面可以保證材料在高溫下的奧氏體組織,促成馬氏體的完全轉變;另一方面,Ni的存在可以促成逆變奧氏體的適量形成,確保馬氏體組織中小量奧氏體的形成,增強材料的韌性。另外,Ni亦可以提升材料的耐蝕性能。本材料中加入質量分數為5%左右的Ni元素。
Ti優先與C形成TiC,避免Cr23C6的形成,可有效緩減不銹鋼的晶間腐蝕傾向。但Ti元素會影響鋼液的流動性,容易造成成分的局部偏析,因此Ti元素的過量加入會影響到組織的均勻性。考慮到HP2 13Cr為低碳馬氏體不銹鋼,因此w(Ti)可取標準要求的下線值,即0.01%~0.02%。
在雜質元素方面,為保證足夠的耐蝕性能,對影響耐蝕性能的C、P、S元素均進行嚴格的控制,其中w(C)要求在0.02%以下,w(P)要求在0.02%以下,w(S)要求在0.003%以下。
2.2.2冶煉工藝
由于HP2 13Cr不銹鋼的w(C)在0.03%以下,屬超低碳不銹鋼;因此煉鋼采用“電爐+VOD”兩步法冶煉工藝。
電爐化鋼使用純合金或五害元素少的原料,以保證鋼質的純凈度。為防止貴重合金氧化,使用大容量變壓器加速熔化。熔池熔清后立即吹氧脫碳,脫碳速率控制在每分鐘0.03%w(C)。脫碳結束后,向鋼液中加入微碳鉻鐵進行鋼液降溫,控制鋼液溫度在1 700℃以下。使用低碳硅鐵進行氧化鉻還原,待鋼渣呈褐灰色時進行扒渣,扒渣后轉到VOD進行精煉。
VOD精煉末期底吹氬氣流量增至1 200 L/min,促進脫碳、脫氮反應,最終可控制w(C)在0.02%以下。模鑄過程采用Ar氣保護,防止鋼水二次氧化,并控制澆注時間及保護渣用量,防止鑄坯后續缺陷產生。HP2 13Cr無縫鋼管的實際化學成分見表3。
2.2.3徑鍛工藝
在HP2 13Cr無縫鋼管的成分中,鐵素體相的形成元素主要有Cr、Mo等,奧氏體相的形成元素主要有Ni、C等。HP2 13Cr無縫鋼管在加熱和冷卻過程中均存在相變,文獻[11]的研究表明,TGOG13Cr-1的奧氏體化轉變開始溫度AC1與結束溫度AC3分別為720℃、860℃,溫度達到1 150℃時轉變結束。

表3 HP2 13Cr無縫鋼管的實際化學成分(質量分數) %
文獻[12]對0Cr16Ni5Mo1鋼的加熱工藝及金相組織研究表明,該鋼種在1 220℃以上長時間加熱時,組織中的δ鐵素體即開始增加,當溫度達到1 270℃時,δ鐵素體含量可達28%,并且沿晶界呈網狀分布。
由于δ鐵素體中的C元素在高溫下溶解度大,快速冷卻(正火或淬火)過程中,C元素就會過飽和溶解于其中。如果緩冷,鐵素體就會分解為σ相和γ相,σ相或γ相周圍會形成貧Cr區,貧Cr區的優先腐蝕使得鐵素體區優先腐蝕。因此,控制HP2 13Cr鋼中的δ鐵素體含量是該鋼種的主要指標。ISO 13680∶2010標準對殘余鐵素體進行了定量要求,需在5%以下。
為保證盡量減少δ鐵素體含量,方便后續鋼管的性能控制,本項目采用8 t模鑄錠,軋制開坯成400 mm×400 mm方錠,軋制溫度控制在1 100~1 200℃;然后徑鍛成Φ230 mm圓錠,徑鍛溫度與軋制溫度一致;徑鍛后采用700℃保溫8 h以上,再隨爐冷卻至低于300℃后出爐空冷。
2.2.4擠壓工藝
通常HP2 13Cr無縫鋼管的生產工藝為穿孔+熱軋成型,熱擠壓工藝與穿孔+熱軋工藝相比,變形量大,擠壓比可以達到20以上,且成型過程受三向壓應力作用組織致密,晶粒較細,通常晶粒度在8級以上[13]。
本項目的熱擠壓工藝溫度設定為1 150~1 180℃,具體工藝參數如下:
擠壓機60 MN臥式擠壓機
預熱溫度800℃
感應加熱溫度1 150℃
擠壓前規格Φ88.9 mm×6.45 mm
擠壓比21
擠壓速度100~120 mm/s
擠壓力31 MN
對擠壓后管材的組織進行分析,δ鐵素體殘余較多,形態也非常明顯,鐵素體呈條帶狀分布在馬氏體板條間,如圖1所示。金相分析表明,擠壓后管材的鐵素體含量在6%左右,已經超出ISO 13680∶2010標準要求,影響材料的使用壽命和服役安全;因此,需通過后續的熱處理進行組織調整,將鐵素體含量控制在1%以內。
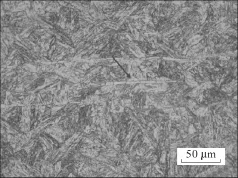
圖1 擠壓態HP2 13Cr無縫鋼管的金相組織
2.2.5熱處理工藝
對于13Cr鋼而言,正火馬氏體組織應力大,且δ鐵素體易分解出σ有害相,在服役過程易發生嚴重的失效行為;因此,熱擠壓后的HP2 13Cr管材均需進行后續的調質處理(正火+回火)。正火溫度在AC3線以上,一方面可以消除熱擠壓產生的組織應力,另一方面可以消除δ鐵素體的有害組織;回火的作用是使馬氏體中過飽和的C元素析出,變成一種回火馬氏體形態,回火后硬度明顯降低,韌性明顯增強。
HP2 13Cr無縫鋼管的正火溫度不能選取過高,過高的正火溫度會使大量Cr、Ni、Mo等元素溶于奧氏體基體,降低馬氏體開始形成溫度,從而造成強度偏低;另一方面隨著正火溫度的升高,晶粒會明顯的長大和粗化,同時會產生δ鐵素體,降低了材料的塑性。
圖2所示為HP2 13Cr無縫鋼管經兩種不同正火溫度處理后的金相組織,正火態的組織為板條狀馬氏體,可以看到清晰的原始奧氏體晶界。1 000℃正火后,擠壓態所產生的條帶狀δ鐵素體依然存在,無明顯溶解跡象;正火溫度升至1 050℃后,δ鐵素體由條帶狀變成不連續的點狀,可以看到明顯的溶解現象。同時,隨著正火溫度提升,晶粒度明顯增加,由原始的8級晶粒長大至5級左右。考慮到細晶粒的強化作用且可以提升韌性,正火的溫度不能再繼續提升。
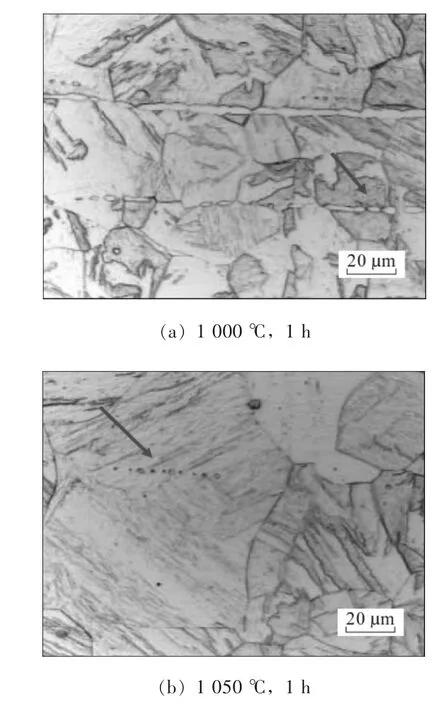
圖2 HP2 13Cr無縫鋼管經兩種不同正火溫度處理后的金相組織
回火溫度的選取如果過高,會析出大量的化合物,溶質原子產生脫溶,固溶強化作用減弱,且隨著化合物的聚集長大,強度降低、延伸率升高趨勢變得緩慢;回火溫度偏低,溶質原子沒有大量脫溶,硬度和強度高,延伸率偏低。本項目采取600℃回火2 h的工藝,在馬氏體晶界上及晶粒內部析出碳化物,如圖3所示,通過降低馬氏體的過飽和度,組織形態呈現典型的回火馬氏體形態。
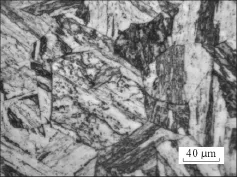
圖3 HP2 13Cr無縫鋼管回火后的金相組織(600℃,2 h)
3 實物性能
3.1力學性能
生產的HP2 13Cr無縫鋼管的力學性能見表4。
3.2平均腐蝕速率

表4 HP2 13Cr無縫鋼管的力學性能
在含CO2及H2S/CO2共存條件下,利用高溫高壓釜對HP2 13Cr無縫鋼管試樣進行失重試驗,試驗條件及結果見表5。利用試驗前后試樣的質量差計算材料的平均腐蝕速率,給出的每個結果都是用3個平行試樣計算出來的平均值。依據 NACE RP0775—1991對腐蝕程度的判定,HP2 13Cr無縫鋼管在3種模擬試驗條件下均為輕度腐蝕。圖4所示分別為3種試驗條件下試樣表面的微觀腐蝕形貌。在試驗1條件下,試樣表面均勻平整,未見明顯的腐蝕坑。在試驗2條件下,試樣表面形貌有微小的點蝕坑,說明在溫度升高至130℃且Cl-濃度為10×104mg/L時,試樣表面出現點蝕現象,通過掃描電鏡在放大1 000倍條件下測量,點蝕坑最大深度約0.8 μm,依據NACE RP0775—1991標準中點蝕的計算方法和對點蝕程度的規定,點蝕速率約為0.04 mm/a,點蝕程度為輕度腐蝕。試驗3是在H2S/CO2共存條件下進行的腐蝕試驗,試驗在低溫條件下進行,試驗后試樣表面均勻平整,可見打磨痕跡,說明腐蝕產物膜相對較薄。分別對不同條件下產物膜進行能譜分析,由于腐蝕產物膜較薄,基本都顯示基體元素成分。
3.3表面質量及尺寸檢驗
熱擠壓生產的HP2 13Cr無縫鋼管表面光潔,無肉眼可見缺陷;超聲波探傷對比深度為壁厚的5%,一次檢驗合格率達到95%以上。Φ73 mm× 5.51 mm規格HP2 13Cr無縫鋼管成品尺寸見表6。

表5 高溫高壓腐蝕試驗條件及結果
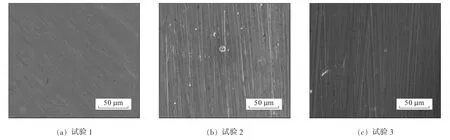
圖4 3種試驗條件下試樣表面的微觀腐蝕形貌
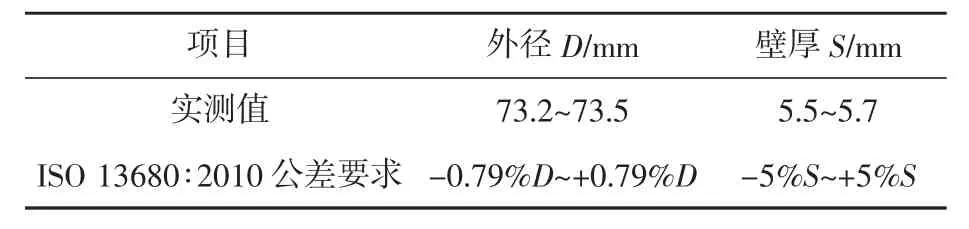
表6 Φ73 mm×5.51 mm規格HP2 13Cr無縫鋼管成品尺寸
4 結 論
(1)采用“熱擠壓+調質熱處理”工藝生產的HP2 13Cr無縫鋼管,其成品管性能滿足 ISO 13680∶2010標準要求。
(2)熱擠壓后HP2 13Cr無縫鋼管的組織存在明顯的條帶狀δ鐵素體,通過后續的調質熱處理,δ鐵素體可以溶解,總量可控制在1%以下。不同正火溫度對δ鐵素體及晶粒度的形態均有明顯影響,本項目選用1 050℃的正火工藝。
(3)利用高溫高壓釜對HP2 13Cr無縫鋼管試樣在含CO2及H2S/CO2共存條件下進行失重試驗,其在高含CO2、H2S條件下均為輕度腐蝕。
[1]李鶴林,張亞平,韓禮紅.油井管發展動向及高性能油井管國產化[J].鋼管,2007,36(6):1-6;2008,37 (1):1-6.
[2]李鶴林,韓禮紅,張文利.高性能油井管的需求與發展[J].鋼管,2009,38(1):1-9.
[3]張國超,林冠發,張涓濤.超級13Cr油套管鋼的點蝕行為研究[J].焊管,2013,36(7):20-24.
[4]呂祥鴻,趙國仙,王宇,等.超級13Cr馬氏體不銹鋼抗SSC性能研究[J].材料工程,2011(2):17-21,25.
[5]Xie W,Cheng H F,Chu Z Y,et al.Effect of FSS on microwave absorbing properties of hollow-porous carbon fiber composites[J].Materials and Design,2009,30 (4):1201-1204.
[6]劉玉榮,業冬,徐軍,等.超級13Cr超級馬氏體不銹鋼的組織[J].材料熱處理學報,2011,32(12):66-71.
[7]萬鋒,李勝袛,尹元德,等.全浮動芯棒連軋管機孔型對鋼種適應性的模擬研究[J].鋼管,2013,42(6):24-27.
[8]廖建國.耐蝕性好的油井用高強度高Cr鋼管[J].焊管,2006,29(5):83-88.
[9]陸世英.超級不銹鋼和高鎳耐蝕合金[M].北京:化學工業出版社,2012.
[10]劉政軍,徐德昆.不銹鋼焊接及質量控制[M].北京:化學工業出版社,2008.
[11]方旭東,張壽祿,楊常春,等.TGOG13Cr-1超級馬氏體不銹鋼的組織和性能[J].鋼鐵,2007,42(8):74-77.
[12]姚連登,謝良法,張英杰.馬氏體不銹鋼0Cr16Ni5Mo1加熱工藝及鋼中δ鐵素體研究[J].寬厚板,1999,5 (4):9-13.
[13]馬懷憲.金屬塑性加工學[J].北京:冶金工業出版社,2012.
R&D of HP2 13Cr Seamless Steel Pipe
KANG Xitang,NIE Fei
(Shanxi Taigang Stainless Steel Tubes&Pipes Co.,Ltd.,Taiyuan 030008,China)
Detailed here is the manufacturing method of“hot extrusion+quenching and tempering”for the HP2 13Cr seamless steel pipe,involving such process flows as chemical composition design,melting,diameter forging extrusion and heat treatment.Results from relevant physical performance detections and inspections show that the said pipe as manufactured with the above mentioned method is in possession of good mechanical properties and well-controlled metallographic structure,and in full compliance with relevant requirements as specified in ISO 13680∶2010,and is capable of well serving in high-CO2and H2S-containing environment due to its slight corrosion,i.e.,good corrosion resistance.
seamless steel pipe;HP2 13Cr;hot-extrusion;quenching and tempering;metallographic structure;mechanical properties;corrosion rate
TG335.71
B
1001-2311(2015)03-0031-05
2014-12-03;修定日期:2015-02-26)
康喜唐(1970-),男,碩士,高級工程師,總工程師,從事不銹鋼鋼管生產、技術與質量管理工作。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
