數(shù)控圓角滾R機(jī)的控制系統(tǒng)設(shè)計(jì)及仿真
2015-10-10 02:22:20劉偉蔡家斌陳俊吳兵
橡塑技術(shù)與裝備 2015年20期
關(guān)鍵詞:系統(tǒng)
劉偉,蔡家斌,陳俊,吳兵
(貴州大學(xué),貴州 貴陽(yáng) 550025)
數(shù)控圓角滾R機(jī)的控制系統(tǒng)設(shè)計(jì)及仿真
劉偉,蔡家斌,陳俊,吳兵
(貴州大學(xué),貴州 貴陽(yáng) 550025)
在運(yùn)行自主設(shè)計(jì)的數(shù)控圓角滾R機(jī)時(shí),發(fā)現(xiàn)其滾壓力會(huì)出現(xiàn)較大的超調(diào)量,嚴(yán)重影響了螺栓的質(zhì)量。針對(duì)這一問(wèn)題,對(duì)系統(tǒng)進(jìn)行了數(shù)學(xué)分析,通過(guò)simulink建立模型進(jìn)行仿真。然后在系統(tǒng)中加入彈性元件,再對(duì)新系統(tǒng)進(jìn)行仿真,對(duì)比前后仿真結(jié)果,說(shuō)明加入彈性元件可以有效解決問(wèn)題。
數(shù)控圓角滾R機(jī);系統(tǒng)分析;系統(tǒng)仿真;彈性元件
1 目前螺栓圓角加工的設(shè)備情況
目前在裝備行業(yè)內(nèi),尤其對(duì)航空、航天工業(yè)領(lǐng)域中使用的緊固、聯(lián)接等零部件件性能要求越來(lái)越高,在現(xiàn)行的國(guó)際國(guó)內(nèi)相關(guān)標(biāo)準(zhǔn)中都有規(guī)定:為了更大幅度地提高零件的抗疲勞強(qiáng)度,對(duì)于高強(qiáng)度螺栓的螺栓頭下圓角部位必須采用冷滾壓工藝進(jìn)行處理[1]。國(guó)內(nèi)生產(chǎn)企業(yè)自制的滾R機(jī)配備的控制系統(tǒng)大部分采用開(kāi)環(huán)控制方式,存在著精度差、滾壓力和時(shí)間難于控制(大多依賴于人工經(jīng)驗(yàn)調(diào)整)等缺點(diǎn),無(wú)法保證產(chǎn)品的加工精度。
針對(duì)這些缺點(diǎn),近年來(lái)已經(jīng)有多種采用自動(dòng)控制的滾R機(jī)被研發(fā)出來(lái),但滾壓圓角的滾壓力、滾壓轉(zhuǎn)速和滾壓時(shí)間等主要工藝參數(shù)的控制直接影響產(chǎn)品的加工質(zhì)量。對(duì)于加工中的位置控制可以采取在系統(tǒng)中加入伺服驅(qū)動(dòng)的辦法較好地解決,但是對(duì)于滾R加工中最重要的影響參數(shù)——滾壓力,其控制只采用伺服驅(qū)動(dòng)的辦法,因?yàn)椴捎酶邔?shí)時(shí)性、高性能的控制器這往往會(huì)大大增加設(shè)備的成本,因此在實(shí)際中應(yīng)用受到限制。本文立足于采用一種比較簡(jiǎn)單經(jīng)濟(jì)的方法來(lái)解決滾壓力、滾壓轉(zhuǎn)速和滾壓時(shí)間的匹配問(wèn)題。
2 數(shù)控圓角滾壓機(jī)總體結(jié)構(gòu)以及其數(shù)學(xué)模型
數(shù)控圓角滾壓機(jī)由主軸系統(tǒng)、夾具裝置、伺服進(jìn)給系統(tǒng)、控制系統(tǒng)、人機(jī)交互系統(tǒng)、床身等組成。數(shù)控圓角滾R機(jī)的進(jìn)給系統(tǒng)由該部分由伺服電機(jī)驅(qū)動(dòng)器,伺服電機(jī),滾珠絲杠副,力傳感器組成,其系統(tǒng)框圖如圖1所示。

圖1 伺服系統(tǒng)組成
2.1 伺服驅(qū)動(dòng)器
該環(huán)節(jié)是由壓力反饋單元,位置控制單元等組成的。
2.1.1 力反饋單元
力反饋單元可以看做是一個(gè)比例環(huán)節(jié),于是有:

2.1.2 力控制單元
該部分主要是比較實(shí)際滾壓力和目標(biāo)力的大小,以此來(lái)控制滾壓力的大小。

式中:取力放大器增益Ki=40,F(xiàn)(t)為指令電壓,單位V。
2.1.3 速度檢測(cè)單元
一般來(lái)說(shuō),測(cè)速發(fā)電機(jī)的固有頻率很高,故速度檢測(cè)反饋回路,可近似看作無(wú)慣性環(huán)節(jié)[1],因此

2.1.4 速度控制單元
速度環(huán)的指令電壓與反饋電壓之差值為速度誤差信號(hào),經(jīng)速度控制單元變換放大后,獲得伺服電動(dòng)機(jī)的電樞控制電壓。同樣,為簡(jiǎn)化分析,忽略其非線性和滯后特性,將其近似地看作一個(gè)比例放大環(huán)節(jié),因此有:

2.2 伺服電機(jī)數(shù)學(xué)模型
本系統(tǒng)中采用的為交流永磁同步電機(jī)(PMSM),其數(shù)學(xué)方程為[2]:

經(jīng)過(guò)拉式變換電機(jī)的傳遞模型為:

其中:繞組等效電阻R=1.2 Ω,電樞電感L=0.5 H,轉(zhuǎn)動(dòng)慣量J=17.8×10-4kg.m2,負(fù)載TL=3 N.m,轉(zhuǎn)矩系數(shù)。
2.3 彈性元件模型分析
工件受到的壓力可以用變形量來(lái)反映,可認(rèn)為接觸后絲杠的進(jìn)給量就是工件形變和夾具的變形量的和,由于夾具的硬度遠(yuǎn)大于工件,所以變形可以忽略不計(jì)。

其中:KE=9600 N/mm,所以
2.4 壓力傳感器模型
壓力傳感器可以近似一階系統(tǒng)[3],其傳遞函數(shù)為:。利用Matlab中的simulink模塊建立數(shù)學(xué)模型其總體的傳遞函數(shù)如圖2、圖3所示。
由以上仿真結(jié)果可知,滾壓力最大可以達(dá)到750 N左右。結(jié)果與實(shí)際測(cè)的數(shù)據(jù)相符,這樣大的超調(diào)量在加工中是不允許的。所以必須減小超調(diào)量,為了節(jié)約成本,在本系統(tǒng)中采用加入彈性元件的方法解決該問(wèn)題。
3 加入彈性元件后系統(tǒng)仿真
所以在原系統(tǒng)的基礎(chǔ)上需要加入彈性元件。當(dāng)加入彈性元件后,接觸時(shí)有幾何變形關(guān)系有:

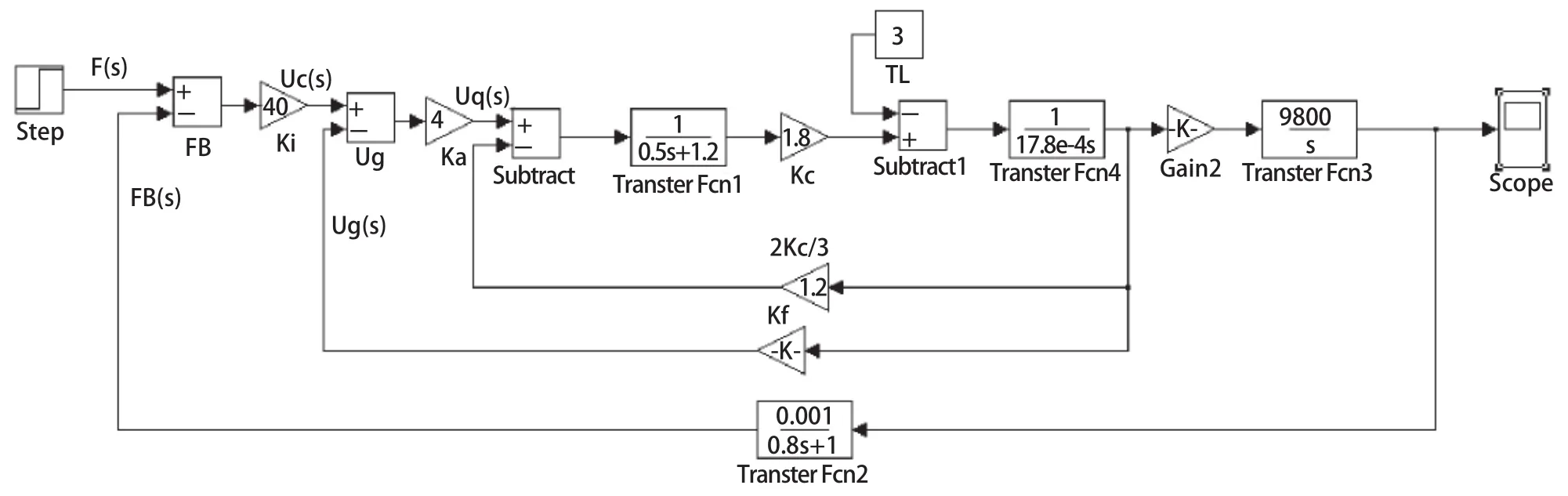
圖2 系統(tǒng)傳遞框圖
其中:x為工作臺(tái)移動(dòng)的距離。x1為彈簧被壓縮的距離。Δd為工件變形量
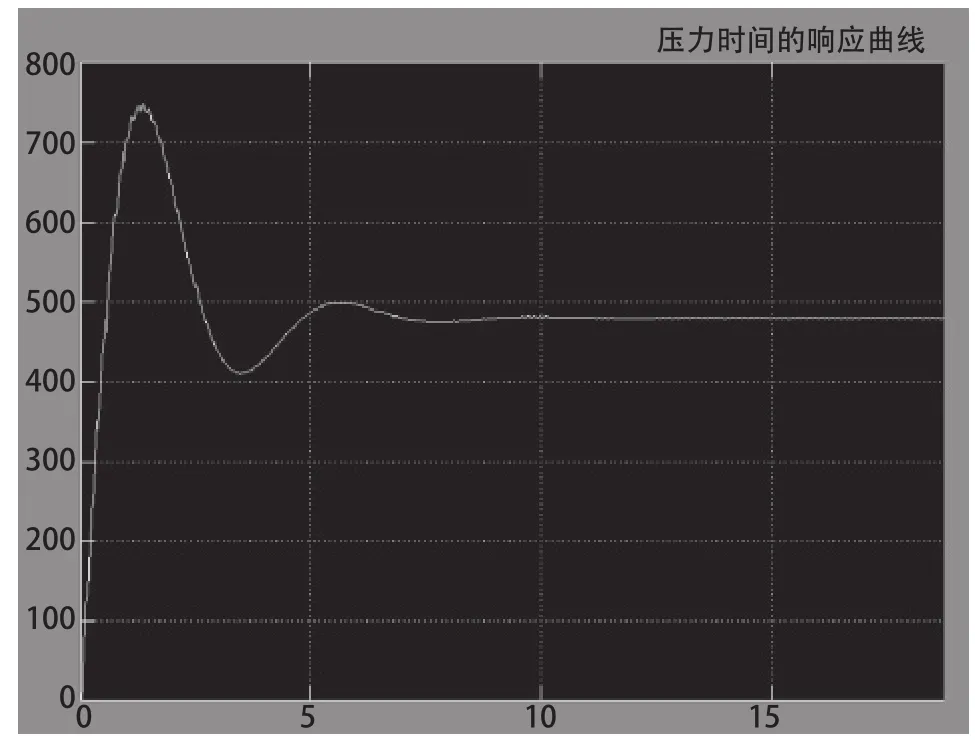
圖3 壓力-時(shí)間響應(yīng)曲線1

進(jìn)行拉氏變換,所以該部分傳遞函數(shù):

經(jīng)過(guò)simulink仿真,通過(guò)調(diào)整彈簧剛度K時(shí),可以得到不同的壓力——時(shí)間響應(yīng)曲線,要最大值在480 N左右時(shí),此時(shí)KE1=2 285,對(duì)應(yīng)的彈簧剛度為30 N.mm,如圖4、圖5所示。
圖4 系統(tǒng)傳遞框圖2

圖5 壓力-時(shí)間響應(yīng)曲線2
由壓力——時(shí)間響應(yīng)曲線(圖3和圖5)可以得出,加入了彈性元件后,系統(tǒng)發(fā)生退化,其超調(diào)量和滾壓力的調(diào)整區(qū)間減小,且系統(tǒng)達(dá)到穩(wěn)態(tài)的時(shí)間是差不多的,所以加入彈性元件可以使加工時(shí)工件的壓力更穩(wěn)定。
4 實(shí)際驗(yàn)證
經(jīng)過(guò)實(shí)際驗(yàn)證,加入彈簧后,可以滿足實(shí)際生產(chǎn)的需求。通過(guò)更換不同的彈簧,可以滿足不同螺栓圓角加工的要求。增加了設(shè)備的通用性。
[1] 連國(guó)俊. 動(dòng)力控制工程[M],西安:西安交通大學(xué)出版社,2002.
[2] 宋玉,陳國(guó)鼎,馬術(shù)文. 交流伺服進(jìn)給系統(tǒng)數(shù)學(xué)模型研究及其仿真[J]. 機(jī)械,2010,7:9~12.
[3] 王德斌. 交流伺服進(jìn)給系統(tǒng)及其數(shù)學(xué)模型的研究[J]. 機(jī)械制造與自動(dòng)化,2006,01:86~88+91.
[4] 劉九卿. 應(yīng)變式稱重傳感器的動(dòng)態(tài)特性[J]. 衡器,2008,01:6~12.
[5] 薛定宇,陳陽(yáng)泉. 基于MATLAB/Simulink的系統(tǒng)仿真技術(shù)與應(yīng)用[M]. 北京:清華大學(xué)出版社,2011.
[6] 宋書(shū)中,常曉玲. 交流調(diào)速系統(tǒng)[M].北京:機(jī)械工業(yè)出版社,2006.
Design and simulation of NC fi llet roll R machine control system
TH17
1009-797X (2015) 20-0156-03
B DOI:10.13520/j.cnki.rpte.2015.20.052
劉偉(1990-),男,碩士研究生在讀,研究方向?yàn)闄C(jī)電傳動(dòng)與控制。
2015-9-11
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
