微徑刻字刀的結構改進
2015-10-12 08:03:30金振周建強翟帥
科技創新導報 2015年19期
關鍵詞:振動
金振 周建強 翟帥
摘 要:微徑刻字刀由于開半過長,刀體的剛度低,加上懸伸量大,加工時易產生振動,影響加工表面質量和刀具壽命。理論分析表明:刀具變形量隨著懸伸量的增加而變大,隨著刀具懸伸量到達18 mm時,變形量迅速增加;通過對刀具進行模態分析來改進刀具結構,減小開半長度,從而提高刀具的剛度,有助于減小刀具的振動。
關鍵詞:微徑銑削 懸伸量 剛度 模態分析 振動
中圖分類號:TN24 文獻標識碼:A 文章編號:1674-098X(2015)07(a)-0106-02
微徑銑削加工技術是指利用微小直徑銑刀,在高轉速下,對加工材料實現微量高效的去除。由于微徑刻字刀的懸伸量比較大,在高速旋轉切削時,刀具系統產生振動,從而在加工過程中,易造成刀具彎曲和斷裂,而且增加了被加工工件的表面粗糙度[1-3]。懸伸量過大又會造成振動問題,而模態分析是用于確定設計中的結構或者部件的振動特性,即振型和固有頻率,也可以作為其他動力學分析問題的起點[4]。
微徑刻字刀具的不同結構會造成銑刀剛度的不同,微徑銑刀的剛度直接影響被加工工件的成形精度,過低的剛度,易使刀具變形,從而對加工表面造成誤差,影響加工尺寸精度,極易造成刀具的磨損和斷刀。
該文從理論分析和模態分析,驗證微徑刻字刀的懸伸量與變形量和振動的關系,從而改進刀具的結構,提高刀具的剛度,改善刀具的加工時間和加工質量。
1 微徑刻字刀具的剛度分析
1.1 生產中的刀具結構
在實際生產加工中,由于微徑銑刀的直徑比較小,所以極易磨損。J.fleisher等研究了刀具刀刃形狀對刀具磨損和破損、以及切削力的影響,采用有限元分析優化,設計出系列單刃微徑銑刀,試驗結果表明單刃比多刃銑削更加穩定[5],所以生產中都是使用單刀刃加工。
輪胎模具側板上的字體加工使用的是開半刻字刀具,所以開半的長度所占刀體總長度的比例,決定了刀具夾持的位置不同和刀頭懸伸量的不同,也同時會影響到刀具的剛度。目前,實際生產中,開半長度約占刀棒總長度的1/3,刀棒上下都開半,保留中間實心部分做為夾持部分,利于提高刀棒的利用率。
1.2 微徑銑刀建模
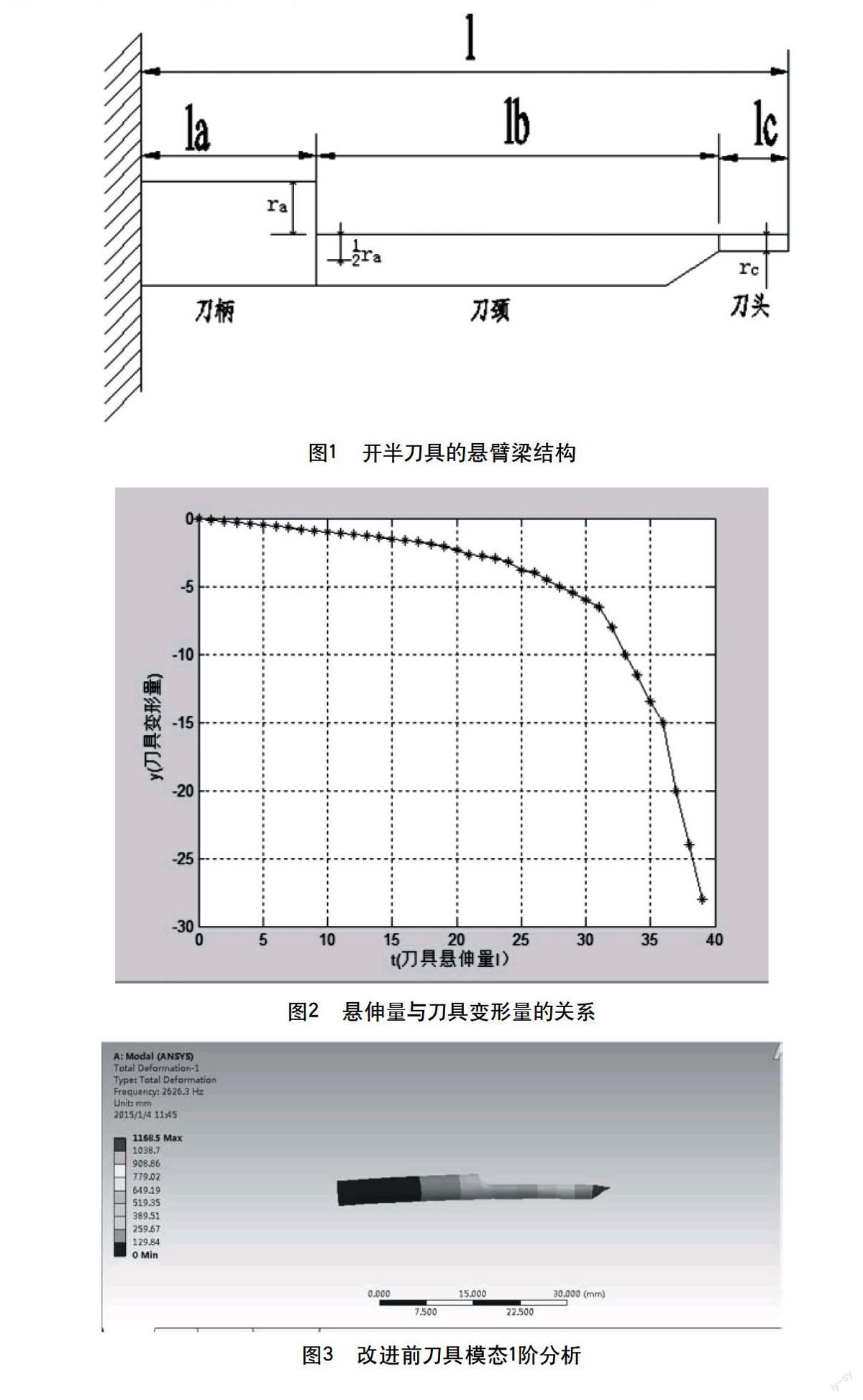
開半長度的不同造成了刀具夾持位置的不同,從而造成懸伸量的不同大小,影響了刀具的剛度。圖1中建模的參數:刀頭直徑0.2mm,刀柄直徑6mm,刀具夾持長度10mm,刀具懸伸長度為31mm,施加在刀尖的靜態力為15N。
傳統的立銑刀的刀頭和刀柄的直徑是在一個數量級上,所以建模成一個具有固定橫截面的懸臂梁,而微徑銑刀是不等截面,可以簡化成一個階梯懸臂梁[6]。從圖中可以看出,微徑銑刀由3部分組成:刀柄部分、刀頸部分和刀頭部分,分別用a、b和c,l表示懸伸的總長度。為了更準確的建模,認為模型中的3個部分是各自分離的,并且具有獨自的轉動慣量。為了計算方便,機床的剛度沒有考慮在內。
1.3 理論公式
彎曲函數通過懸臂梁理論來計算:
(1)
(1.1)式中,
(2)
解(1.2)中方程,得刀具變形量函數為:
式中x,y,z,z1,z2,z3,z4,z5,z6是由刀具材料決定的常量。
從圖2中可以看出,隨著刀具懸伸量到達18 mm時,刀具的變形量迅速增大,刀柄部分變形量比較小,而刀頸部分和刀頭部分的變形量比較大,所以生產中使用的刀具開半距離太大,造成的刀頸距離偏大,懸伸量一般在30~40 mm,使得整體刀具剛度下降,高速加工時造成刀頭變形嚴重,有時會加快刀頭的斷裂和磨損。
根據彈性力學理論,當刀具的懸伸量越大時,在刀柄夾緊力的支持下,刀具產生位移所需的力越小,所以剛度越小。由此可知,應該減小刀體的開半長度,降低懸伸量,從而增加刀體的剛度,減少刀具的變形。
2 微徑刻字刀的模態分析
2.1 刀具的材料和結構參數
微徑刻字刀具的材料為硬質合金。密度是ρ=15000 kg/m3,彈性模量E=600 GPa,泊松比μ=0.3[7] 。改進前模態分析中的建模參數為:最大刀柄長度20 mm,從而最大懸伸長度41 mm。
2.2 改進前刀具結構模態分析
微徑刻字刀有限元模態分析過程有如下步驟組成:建立有限元模型;設置材料特性;定義接觸區域;定義網格控制并劃分網格;施加載荷和邊界條件;定義分析類型;設置求解頻率選項;對問題進行求解;進行結果評價和分析[4]。如圖3為改進前刀具模態1階分析圖。
從圖3和表1可以得出,1階固有頻率和2階固有頻率都相對較小且數值差距不大,且1階固有頻率和2階固有頻率對應的振型都為彎曲變形;3階和4階固有頻率都是以彎曲變形為主,對應的振型還有彎曲扭轉組合變形,4階比3階對應的振型彎曲的更厲害。
2.3 刀具改進
本文改進之處就是在滿足生產要求的情況下,減少開半的長度,從而提高刀具體的剛度。最后確定刀具的改進尺寸:刀柄長度依然為20 mm,刀頸長度為5 mm,懸伸總長度為28 mm。
2.4 改進后的刀具模態分析
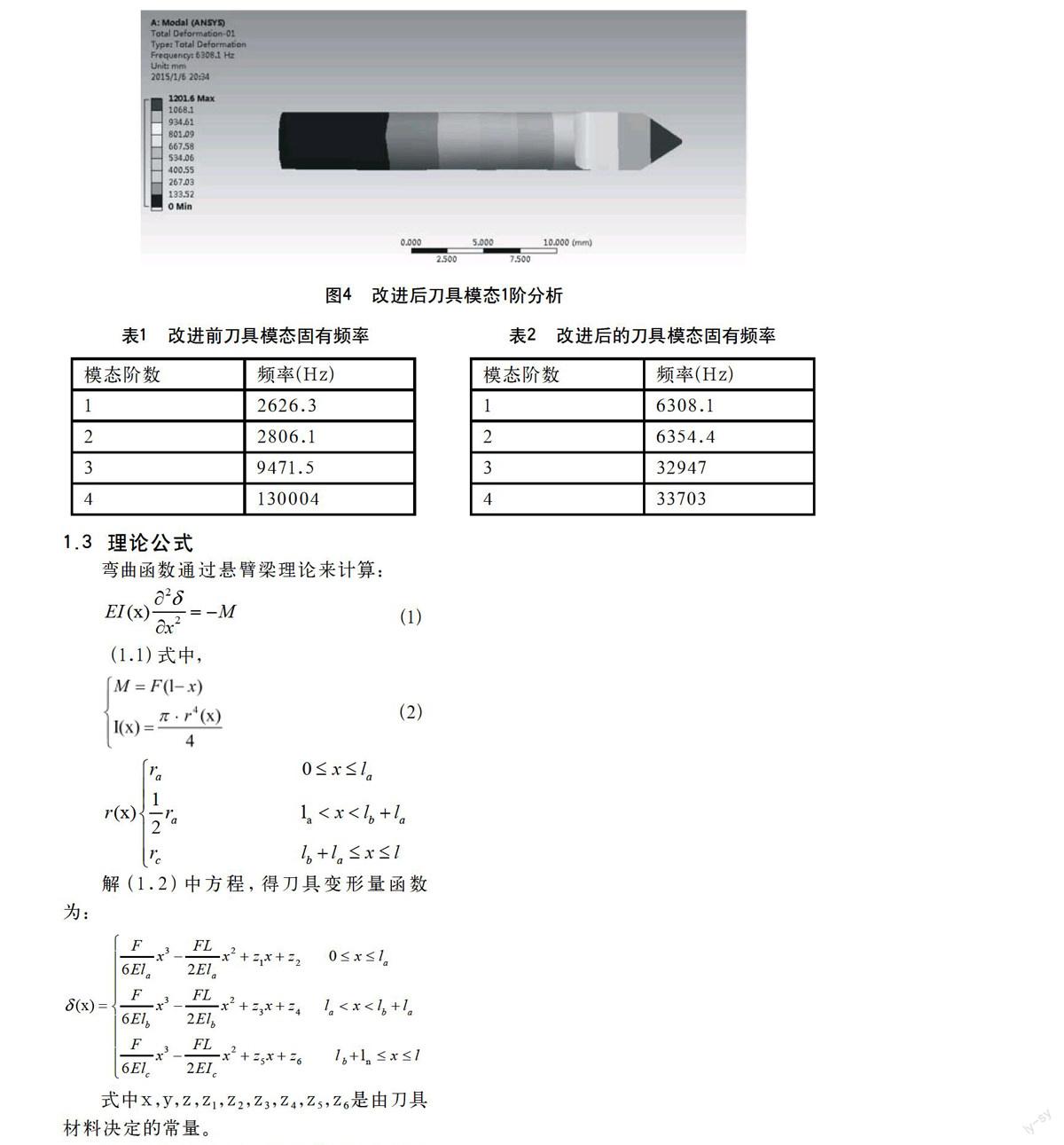
改進前后的材料屬性和約束條件以及網格劃分等參數保持不變。進行刀具模態分析的求解,如圖4所示為改進后刀具1階模態分析圖。
表2可看出,刀具改進后1階和2階固有頻率有了很大的提高,且對應的振型為彎曲變形,3階到4階固有頻率對應的振型不僅有彎曲變形,而且還有扭轉變形。
3 結語
該文通過理論分析和模態分析得出以下結論:
(1)隨著懸伸量的增加,刀具的剛度越低,刀具變形量越大,在高速旋轉切削時,刀具受到很大的離心力和切削力,會造成刀具的磨損和斷裂,現在加工所用刀具的由于開半太長,造成較大的懸伸量,不利于加工。
(2)由f=n/60[8]可知在實際加工時,主軸轉速在15000~20000 r/min,從而求得頻率范圍在250~333 Hz,而最大懸伸長度時的一階固有頻率為2626.3 Hz,遠遠大于主軸轉速產生的頻率,所以不會引起共振現象的發生。
(3)從刀具模態分析可知。改進前的刀具一階固有頻率為2626.3 Hz變為改進后的6308.1 Hz,有了很大的提升,刀具的剛度因此也有了很大的提高,改善了刀具的使用壽命和對工件的加工質量。
參考文獻
[1] Salgado M A, Lamikiz L N, S?nchez J A. Evaluation of the stiffness chain on the deflection of end-mills under cutting forces[J].International Journal of Machine Tools and Manu-facture,2005(45):727-739.
[2] Miyaguchi T, Masuda M, Takeoka E. Effect of tool stiffness upon tool wear in high spindle speed milling using small ball end mill[J].Precision Engineering,2001(25):145-154.
[3] DowT A, Garrard K. Tool force and deflection compensation for small milling tools[J].Precision Engineering,2004(28):31-45.
[4] 張洪才,何波.ANSYS13.0從入門到實戰[M].北京:機械工業出版社,2008.
[5] Fleischer J, Deuchert M, Ruhs C, et al. Design and manufac-turing of micro milling tools [J].Microsystem Technology,2008(14): 1771-1775.
[6] Filizs,Ozdoganlar ob,Romero la.An analytical model for micro-end mill dynamics[J].Journal of Vibration and control,2008,14(8):1125-1150.
[7] 張楊廣.立銑刀幾何參數對銑削系統動態特性影響規律的研究[D].青島:山東大學,2013.
[8] 楊黎明.王敏之.刀具設計手冊[M].北京:兵器工業出版社,1998.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
