基于STM32的數(shù)控機床主軸位置自動測量儀設(shè)計
2015-10-18 07:39:08于光平沈陽工業(yè)大學(xué)信息科學(xué)與工程學(xué)院遼寧沈陽110870
網(wǎng)絡(luò)安全與數(shù)據(jù)管理 2015年12期
黃 平,于光平(沈陽工業(yè)大學(xué) 信息科學(xué)與工程學(xué)院,遼寧 沈陽 110870)
基于STM32的數(shù)控機床主軸位置自動測量儀設(shè)計
黃平,于光平
(沈陽工業(yè)大學(xué)信息科學(xué)與工程學(xué)院,遼寧沈陽110870)
數(shù)控機床主軸與尾臺頂尖是否處于同一水平線決定了機床的加工精度,因此對機床主軸位置的偏移角度進行精密測量是極其必要的。介紹了由STM32F103RBT6主控電路、刀型探頭式光柵傳感器以及模擬機床主軸的標(biāo)準(zhǔn)測試棒組成的測量系統(tǒng),詳細敘述了系統(tǒng)的電路工作機理和相關(guān)機械結(jié)構(gòu)設(shè)計。研究分析了傳感器輸出信號的處理過程,提出了基于光柵位移傳感器的絕對零位修正和刀形探頭的彈性機械結(jié)構(gòu)快速接觸到水平、垂直方向測量點的方法,提高了系統(tǒng)定位精度。測量結(jié)果表明,該儀器可應(yīng)用于數(shù)控機床生產(chǎn)企業(yè)的實際測量,有效地提高了機床生產(chǎn)效率和生產(chǎn)質(zhì)量。
機床主軸;尾臺頂尖;STM32F103RBT6;刀形探頭;光柵傳感器;絕對零位
0 引言
高速運動主軸是數(shù)控機床的核心部件,其動態(tài)性能直接影響工件加工質(zhì)量和產(chǎn)品生產(chǎn)效率,對機床的加工精度起著決定性的作用[1-3]。高檔數(shù)控機床具有高速度,高性能,高柔性化,功率、轉(zhuǎn)矩匹配特性好的顯著特點,應(yīng)用廣泛[4]。機床運動主軸與尾臺頂尖處于同一水平線是機床生產(chǎn)質(zhì)量的重要保障,而對主軸位置偏移角度的精密測量可有效保證尾臺生產(chǎn)精度,進而提高機床加工質(zhì)量。目前國內(nèi)機床生產(chǎn)廠家多數(shù)人為調(diào)整尾臺與主軸的相對精度,誤差大、效率低,基于光柵傳感器所研發(fā)的在線主軸自動測量系統(tǒng)由于機械結(jié)構(gòu)和安裝精準(zhǔn)度不易滿足的原因還未能廣泛應(yīng)用于實際生產(chǎn)現(xiàn)場[5-9]。
進入21世紀(jì)以來,中國已逐漸成為全球最大的數(shù)控機床進口國家[10]。數(shù)控機床的國產(chǎn)化生產(chǎn)企業(yè)的發(fā)展對我國國民經(jīng)濟發(fā)展具有重要的作用。隨著我國的數(shù)控機床生產(chǎn)產(chǎn)量日益增加,機床主軸位置自動測量儀的應(yīng)用有利于提高機床生產(chǎn)過程中的測量精度和測量效率,減輕勞動強度,滿足市場需求。此外,測量儀由于其數(shù)據(jù)的存儲、處理和通信的便利性,也有利于企業(yè)的現(xiàn)代化管理。
1 系統(tǒng)測量原理
1.1系統(tǒng)框圖
基于模擬機床主軸的標(biāo)準(zhǔn)測試棒、光柵位移測量傳感器以及測量調(diào)理電路組成的自動測量儀系統(tǒng)框圖如圖1所示,通過對傳感器輸出數(shù)據(jù)的處理,可實時監(jiān)測并顯示偏移角度數(shù)據(jù)。
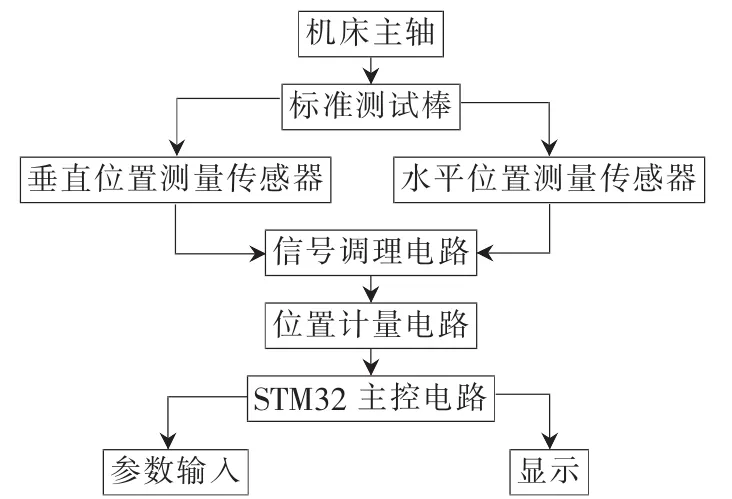
圖1 系統(tǒng)組成框圖
如圖2所示,機床主軸孔內(nèi)插入標(biāo)準(zhǔn)精密測試棒,利用機械彈性機構(gòu)將水平和垂直方向的兩個刀形探頭分別接觸在測試棒C處的垂直最高位置A點和水平最左端位置B點,STM32主控系統(tǒng)通過采集兩路光柵傳感器輸出的脈沖數(shù)據(jù)得到水平、垂直方向的位移值h1和v1,從而測算出機床主軸當(dāng)前的中心位置。同理在測試棒D處采集兩路位移值h2和v2,分析C、D兩處的測量結(jié)果可計算得到測試棒水平方向偏移角度α和垂直方向偏移角度β,測量點示意圖如圖3所示。
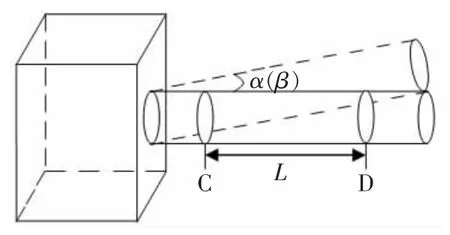
圖2 機床主軸標(biāo)準(zhǔn)測試棒偏移角度示意圖
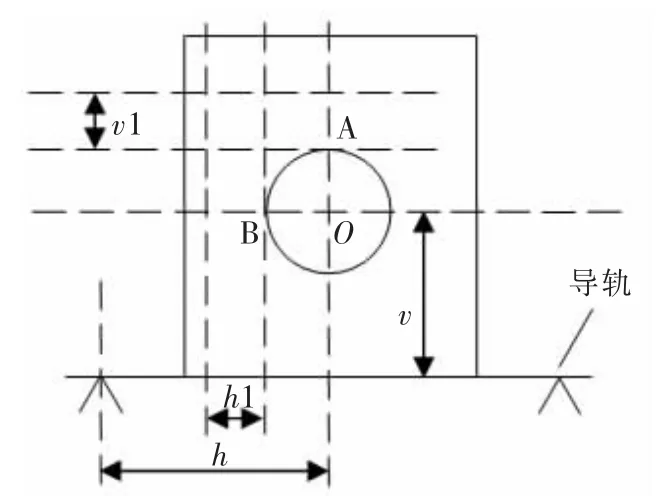
圖3 主軸測量位置示意圖
1.2傳感器機械結(jié)構(gòu)圖及測量原理
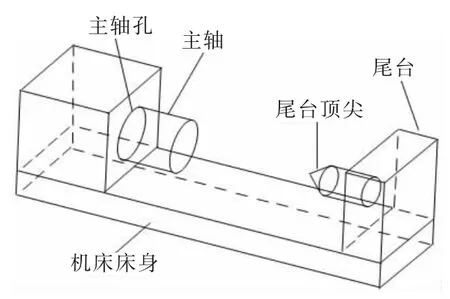
數(shù)控機床床身、主軸位置及尾臺頂尖簡要結(jié)構(gòu)示意圖如圖4所示,生產(chǎn)過程中需根據(jù)主軸中心O點位置和誤差偏移角度α、β以保證尾臺頂尖與主軸軸心位置準(zhǔn)確度。
由主軸檢測位置主視圖,生產(chǎn)中需要精確測量的參數(shù)有:
(1)主軸中心O點至床身導(dǎo)軌的垂直距離v和水平距離h。
(2)主軸軸孔水平方向偏移角度α和垂直方向偏移角度β,當(dāng)α≤0.005 73°,β≤0.005 73°時為合格。
傳統(tǒng)校準(zhǔn)機床主軸軸線與尾臺頂尖的相對位置采用百分表測量,采用人工方式將其探頭觸點分別接觸在垂直最高點A和水平最左點B。由于人為操作會對檢測帶來較大誤差,本文采用帶有彈性結(jié)構(gòu)的刀型探頭,可輕易接觸在A點和B點,測量準(zhǔn)確,誤差小,其機械結(jié)構(gòu)如圖5所示。
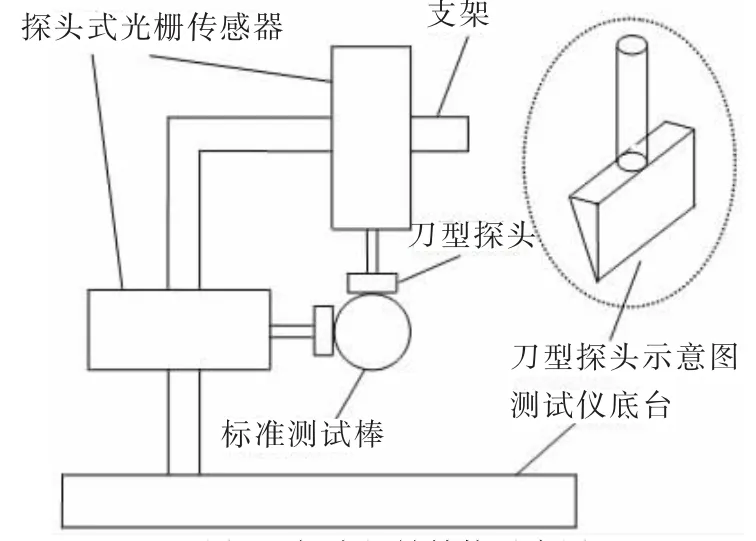
圖5 探頭機械結(jié)構(gòu)示意圖
主控系統(tǒng)測量標(biāo)準(zhǔn)測試棒C處h1、v1以及距C處水平距離 L的 D處 h2、v2,通過計算可得水平、垂直偏差角度α和β。
2 機床主軸位置自動測量儀電路
2.1機床主軸位置自動測量儀整體電路結(jié)構(gòu)
本文設(shè)計的機床主軸自動測量儀所加載的兩路光柵位移傳感器帶有絕對零位檢測,結(jié)合零位誤差修正參數(shù),在傳感器通過零位時系統(tǒng)開始進行計數(shù)測量。整體電路結(jié)構(gòu)如圖6所示,系統(tǒng)帶有485通信接口以及IC卡讀寫單元,方便管理機床生產(chǎn)過程中的檢測數(shù)據(jù)。
2.2探頭光柵電阻鏈移相原理及判向細分電路
光柵位移傳感器可輸出5路信號,分別是sin正弦信號、cos余弦信號、zero絕對零位信號以及正余弦信號的反向輸出/sin、/cos,利用電阻鏈移相原理將光柵傳感器輸出的兩路正余弦信號進行5倍頻得到反映位移量的方波信號,基本原理如圖7所示。
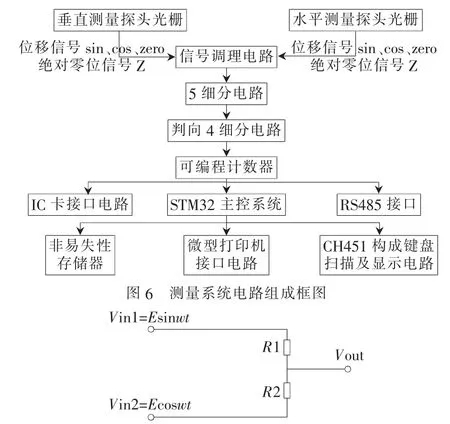
圖7 電阻鏈移相細分基本原理
由圖7可得輸出信號為:

因此其幅值和相位分別為:

即可通過改變R1和R2的阻值達到調(diào)節(jié)延遲相位φ的目的。5倍頻細分電路采用上述電阻鏈細分原理,通過電阻鏈移相,保證在輸入信號單周期范圍內(nèi)輸出10個脈沖信號,根據(jù)等值細分原理,其相移角為θ=18°×N(N取0~9內(nèi)整數(shù))。具體5倍頻電路如圖8所示。由式(5)和電阻系列值標(biāo)準(zhǔn),實際應(yīng)用中所取電阻值分別為56kΩ、33kΩ、24kΩ、18kΩ。
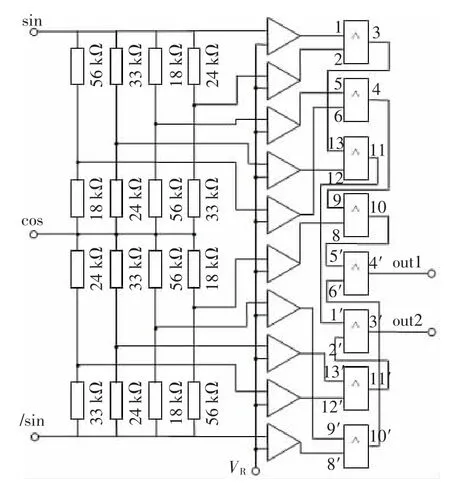
圖8 電阻鏈移相五倍頻細分電路
由圖8知,電阻鏈移相細分網(wǎng)絡(luò)輸入信號分別是sin、cos和/sin,輸出信號為相移角依次相差18°的10路正弦信號,通過電平比較器進行波形變換,將正余弦信號變?yōu)榉讲}沖信號。方波信號再通過異或門邏輯組合輸出兩路相位差為 90°的 5倍頻脈沖信號,即 out1(4′)信號和out2(3′)信號,如圖9所示。
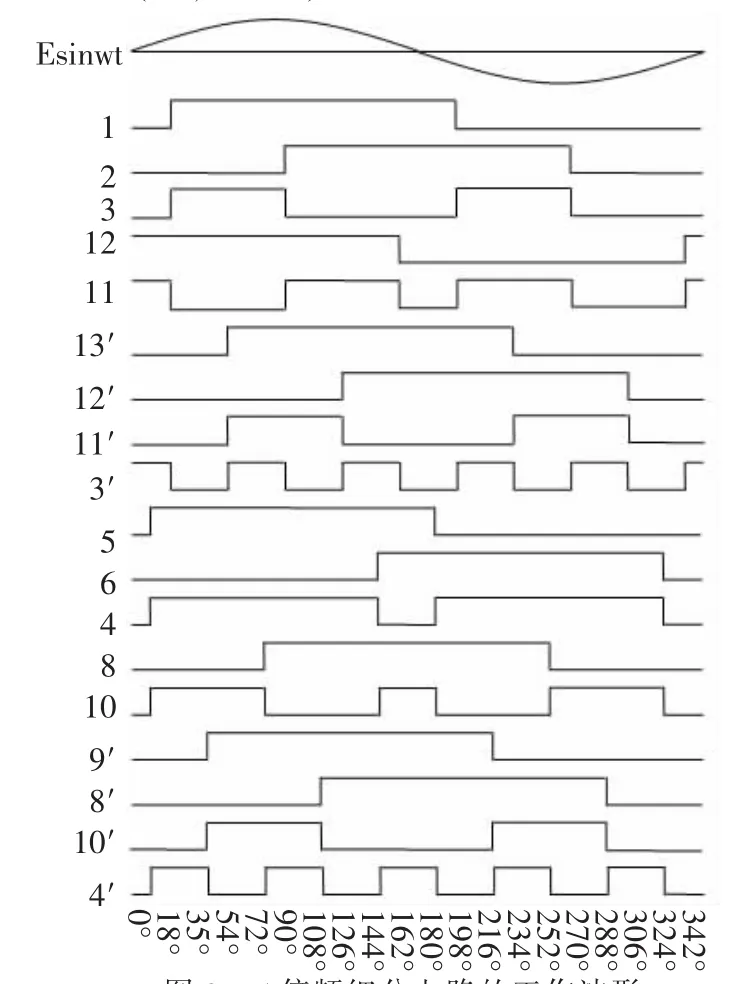
圖9 5倍頻細分電路的工作波形
3 結(jié)論
(1)采用光柵傳感器絕對零位校正功能有效地降低人工操作誤差,提高了生產(chǎn)質(zhì)量和檢測效率。
(2)光柵位移傳感器采用刀型式彈性機械結(jié)構(gòu)設(shè)計可方便快捷地對主軸位置水平、垂直方向偏移角度進行測量。
(3)對傳感器輸出的正余弦信號進行電阻鏈移相5倍頻和判向4細分,使得測量分辨率達1μm。
(4)基于STM32F103RBT6主控電路以及數(shù)字式光柵傳感器所研制的這套數(shù)控機床主軸位置自動測量儀具有抗干擾能力強、體積小、方便現(xiàn)場檢測的優(yōu)點。
[1]袁勝萬,崔崗衛(wèi),李朝萬,等.高速機床主軸-軸承系統(tǒng)動態(tài)性能研究[J].機床與液壓,2014,42(17):38-41.
[2]SARHAN A A D.Investigate the spindle errors motions from thermal change for high-precision CNC machining capability[J].International Journal of Advanced Manufacturing Technology,2014,70:957-963.
[3]BOSETTI P,BRUSCHI S.Enhancing positioning accuracy of CNC machine tools by means of direct measurement of deformation[J].International Journal of Advanced Manufacturing Technology,2012,58:651-662.
[4]熊萬里.我國高性能機床主軸技術(shù)現(xiàn)狀分析[J].金屬加工,2011(18):6-10.
[5]江曉軍,黃慧杰,王向朝.基于光柵傳感器的位移測量儀研制[J].電子測量技術(shù),2008,31(7):147-150.
[6]盧國綱.機床絕對式位移測量及信號傳輸[J].金屬加工,2009(22):70-72.
[7]劉翠玲,趙權(quán),劉天亮.基于AT89C52的多路光柵智能測控儀[J].儀表技術(shù)與傳感器,2006(1):15-17.
[8]趙玉剛,周維芳,白慶華,等.基于FPGA的光柵位移檢測系統(tǒng)設(shè)計[J].機電工程技術(shù),2008,37(4):57-58.
[9]趙桂娟.光柵傳感器在數(shù)控機床中的應(yīng)用[J].煤礦機械,2009,30(6):171-172.
[10]姚莉.淺析我國數(shù)控機床的現(xiàn)狀與發(fā)展前景[J].山東機
械,2005(4):51.
Design of automatic measuring system in CNC machine tools principal axis′s position based on STM32
Huang Ping,Yu Guangping
(School of Information Science and Engineering,Shenyang University of Technology,Shenyang 110870,China)
Whether the computer numerical control(CNC)machine tools principal axis and tail table top is in the same horizontal line determines the processing precision of machine tools.It is significant to carry on precise detection for the position of the principal axis of CNC machine tools.The automatic measuring system about CNC machine tools principal axis made up of controller circuit on STM32F103RBT6 and knife-edge probe grating transducer and standardized testing prod which simulates the principal axis was introduced in this thesis.The circuit working mechanism and related mechanical structure design were narrated in detail.The output signal processing of sensors was studied and analyzed.The method of using knife-edge probe and elastic mechanical structure to contact the measurement points in horizontal and vertical direction to detect rapidly which enhances the system positioning accuracy was proposed.The result of the experiment indicates the measurement instrument can be applied in productive practice which improves the machine tool production efficiency and quality effectively.
CNC machine tools principal axis;tail table top;STM32F103RBT6;knife-edge probe;grating transducer;absolute zero
TP212
A
1674-7720(2015)12-0073-03
2015-01-20)
黃平(1991-),通信作者,男,碩士研究生,主要研究方向:精密測量與控制、油氣管道無損檢測技術(shù)。E-mail:302750254@qq.com。
于光平(1951-),男,工學(xué)碩士,教授,主要研究方向:精密測量與控制、計算機視覺三維測量技術(shù)。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國生殖健康(2019年3期)2019-02-01 06:12:26
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(2015年3期)2015-11-11 17:20:00