某微型車型擺臂橫梁難裝問題的解決及設計優化建議
2015-10-21 16:51:28賴沂銘朱政
企業技術開發·中旬刊 2015年3期
賴沂銘 朱政
摘 要:文章通過解決某微型車型擺臂橫梁難裝問題,提出了類似問題的控制要點,并針對同類結構提出了設計優化建議。
關鍵詞:車身結構設計;擺臂橫梁;尺寸鏈
中圖分類號:U462 文獻標識碼:A 文章編號:1006-8937(2015)08-0003-02
該微型車型自產量提升以后,由于擺臂橫梁擋孔問題,每天需派專人進行跟線返修,返修不及時的情況下則會造成生產線停線,嚴重影響公司的生產效率和產能輸出。
1 擺臂橫梁難裝問題分析
1.1 車身結構與焊接原理
車身結構與焊接原理如圖1所示。
二級供應商:將三個螺母分別焊接在前大梁A、前大梁B、撐板A,焊接過程主要來自零件不穩定與拼臺精度的影響。
一級供應商:將前大梁A、前大梁B、撐板A一起焊接形成了前大梁總成;焊接過程主要來自二級供應商零件偏差與自身拼臺精度影響,使螺母孔位置度偏差。
主機廠車身車間:左右前大梁拼合,形成前車體;焊接過程主要受車身焊裝拼臺精度影響,加激了螺母位置度偏差。
主機廠總裝車間:將擺臂橫梁固定在左右大梁上,如圖2所示,由于上工序質量過程的變異,最終引起擋孔,現場無法正常裝配。
1.2 擺臂橫梁難裝的原因分析
①供應商處工裝定位銷磨損未及時更換,導致擺臂橫梁安裝孔位置度不合。多次走訪供應商現場,發現存在定位銷磨損超出公差卻未及時更換的情況,導致焊接時零件存在晃動,焊接完后安裝孔位置度不合檢具。
②供應商員工焊接時未夾緊便進行焊接。通過現場觀察發現,生產員工為了趕產量,存在夾具還未夾緊便進行焊接的情況,影響大梁的焊接穩定性。
③主機廠車身車間定位銷偏移影響Y向尺寸。通過CMM對車身車間焊接拼臺進行測量,發現主定位銷Y向外偏1.2 mm,影響擺臂橫梁組孔拼接尺寸
④擺臂橫梁裝配尺寸鏈不合理。
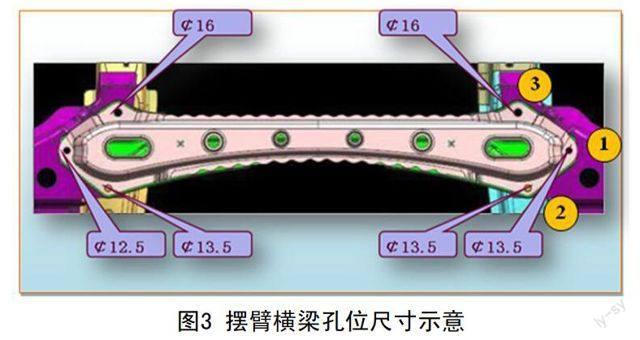
第一,原有尺寸如圖3所示。
擺臂橫梁安裝定位孔,左定位孔徑:12.5 mm;
右安裝孔(1#、2#孔):13.5 mm;
左右前大梁上擺臂橫梁定位孔白車身控制:+/-1.5 mm;
安裝螺栓外徑:11.8 mm;
擺臂橫梁右基準孔相對于左基準孔位置度:0.05(可忽略不計);
第二,右前大梁相對于左前大梁的位置度計算:
左前大梁上的安裝孔位為定位孔;制造系統制造出來的誤差累計都是符合正態分布的;加上孔本身的精度誤差,所以右前大梁相對于左前大梁的位置度取:+/-2.13 mm;正態分布各環公差計算公式:
T?撞=■T2i=■=2.1213
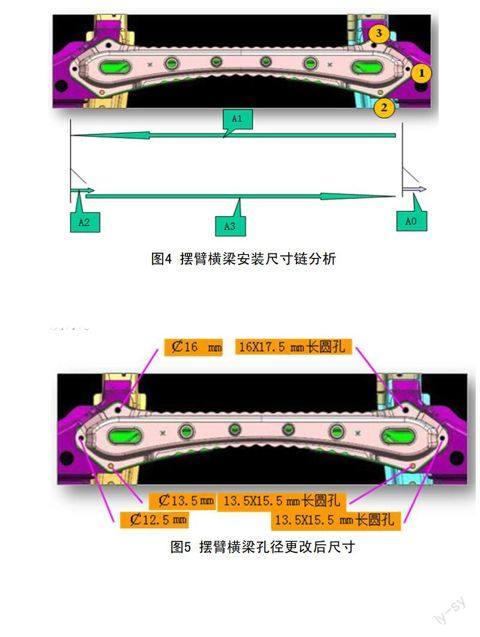
第三,擺臂橫梁安裝孔尺寸鏈分析如圖4所示。
前車架右前大梁安裝孔相對于左基準安裝孔位置度A1:+/-2.13 mm;
擺臂橫梁基準定位孔的安裝位置度A2:12.5-11.8=0.7;
擺臂橫梁右基準孔相對于左基準孔位置度A3:0.05(可忽略不計);
A0=2.13X2-0.7=3.56 mm;
即擺臂橫梁(1#孔)基準孔Y向尺寸為:
11.8+3.56=15.36 mm;
則擺臂橫梁右外側安裝孔(1#孔)的Y向尺寸必須滿足15.36 mm才不會引起擋孔。
2 擺臂橫梁難裝問題改進
通過以上分析得出,擺臂橫梁難裝主要是由于定位銷磨損而未能得到及時更換:加上員工在沒有夾緊夾具的時候便進行焊接,在車身拼接時關鍵拼臺定位銷發生偏移以及擺臂橫梁安裝尺寸鏈不合理。
2.1 解決措施
①在供應商處推行TPM分層審核制度,每日審核定位銷狀態;定位銷備件統一管理,確保需要更換時能及時準確的找到對應規格的定位銷。
②實施防錯控制,在焊接拼臺上增加電控開關,將拼臺的夾緊機構與焊鉗進行連鎖控制,若夾具未夾緊,則焊鉗無法動作,員工不能焊接。
③車身工程師對拼臺主定位往內調整1 mm,并使用CMM每周監控關鍵拼臺。
④技術中心下發EWO工程更改指令,對擺臂橫梁安裝孔徑進行合理的更改,減小設計擋孔概率,更改后的尺寸如圖5所示。
2.2 方案驗證
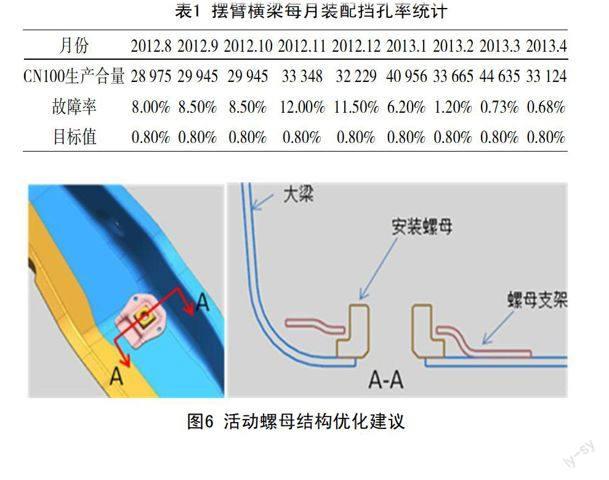
在實施解決措施后,針對擺臂橫梁難裝問題,改善小組對改善的前后結果進行跟蹤驗證,見表1。
從表1中可以看出,總裝裝配擋孔率由原有的12%降低到0.8%以內,實施效果顯著,解決了擺臂橫梁難裝的問題。
3 后續車型設計優化
由于擺臂橫梁屬組孔裝配,且此處的車身焊接公差累計效應明顯,為了更好地保證總裝的裝配性,建議可考慮活動螺母結構,具體的擺臂橫梁活動螺母優化建議如圖6所示。
4 結 語
擺臂橫梁的裝配屬于復雜尺寸配合問題,其中涉及多個零件的公差累計,所以在尺寸控制方面應該做到以下方面:
①需要員工從基礎的工裝點檢做起,確保工裝定位銷、定位面以及夾緊機構都能在良好的狀態下工作。
②質量人員需要做好每日尺寸監控,發現變異及時查找原因并解決。
③可以制作類似隨行檢具在線對該尺寸進行100%檢測;
④在產品設計方面,需要充分考慮此處的裝配尺寸鏈,確保設計上的擋孔率達到制造系統可接受的水平以及通過結構上的改善優化,提高零件的可裝配性。
參考文獻:
[1] 黃天澤,黃金陵.汽車車身結構與設計[M].北京:機械工業出版社,1997.
[2] 林炳華.最新汽車使用設計[M].哈爾濱:黑龍江人民出版社,2005.
[3] 郎志正.質量控制方法和管理[M].北京:國防工業出版社,1989.