基于FANUC系統巧用G10實現深圓弧槽的優化加工
2015-10-21 16:51:28陳銀黃俞淇
企業技術開發·中旬刊 2015年3期
關鍵詞:優化
陳銀 黃俞淇

摘 要:文章基于典型的FANUC 0i數控系統,另辟蹊徑,充分開發特殊指令G10的功能,使用圓弧車刀實現對深圓弧槽零件的加工,簡化了編程,提高加工效率,保證加工質量,同時體現數控車床的優越性。
關鍵詞:FANUC系統;G10;優化
中圖分類號:TG519.1 文獻標識碼:A 文章編號:1006-8937(2015)08-0009-03
1 數控車削加工中工件加工的難點
在數控車削加工中,經常會有深圓弧槽類零件的加工,此類工件一直是數控車削加工中的難點,主要體現如下:
1.1 工藝繁瑣
對于深圓弧槽的刀具選擇,有時為了避免干涉問題,常采用左右外圓刀加工,這樣既增加了工藝的復雜性,又降低了效率,對于兩把刀拼接加工,還影響了工件質量,急待選擇合理的刀具來解決此類問題。
1.2 編程復雜
對于深圓弧槽的編程,有時選用子程序編程,有時選用固定循環指令,但以上兩種編程都存在一定的缺陷,使用子程序編程時,其編程方式受到限制,編程不夠靈活。使用外圓車削固定循環指令編程時,因其指令固化,刀路比較固定,導致其空刀比較多,影響了加工效率,急待優化。
2 優化方案
基于以上兩點,本文提出解決此類零件加工的方案,從工藝和程序兩個方面對此類加工實現優化。
2.1 工藝優化
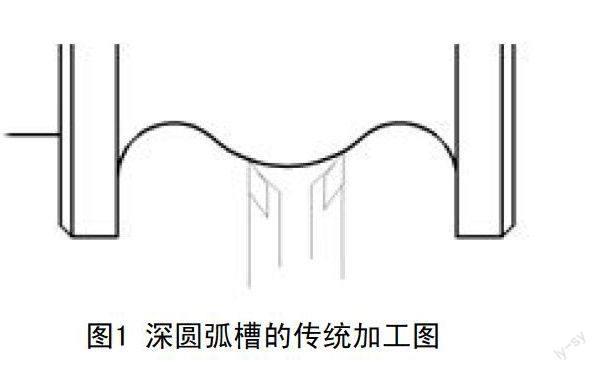
傳統的加工方案,可以先用切槽刀開粗去余量,然后再用左右偏刀來對接加工圓弧,如圖1所示,這就不僅增加了工藝安排的難度,增加了加工成本,還降低了加工效率,同時給編程也增加了難度。
2.1.1 刀具優化方案
國內外實踐已充分證明,可轉位刀具是一種先進刀具。但是,只有掌握它的性能,正確合理使用,才能揚長避短,取得好的效益。推廣可轉位刀具,一方面是提高刀具的設計制造質量;另一方面,正確合理地使用也是非常重要的。本加工方案選擇如圖2所示圓弧車刀,這種圓弧車刀屬可轉位機夾刀,不需刃磨,所用刀片為統一標準,正常磨損后,可直接更換,不需調整程序,提高加工效率。
2.1.2 車刀選擇原則
加工凹形輪廓時,車刀圓弧半徑應小于或等于被加工凹形輪廓的最小半徑,并根據所加工的槽的深度選擇刀桿伸出端長度,以免與工件發生干涉。而加工凸形輪廓時,車刀圓弧半徑應盡量取大,以利于提高刀具的強度。圓弧車刀可以用于車削內、外表面,特別適于車削各種光滑連接(凹形)的成形面。
2.1.3 刀片型號選擇
根據GB/T 2076-1987《切削刀具可轉位刀片型號表示規則》規定,可轉位刀片的型號由代表一定意義的字母和數字代號按一定順序排列組成,共有10個號位,每個號位的含義可查相關規定表格,選擇適宜的刀片。
2.1.4 切削用量選擇
廠家出廠的刀片已經經過無數次的切削試驗,無需使用者再去花時間和成本進行切削試驗,這就大大地降低了成本,只需根據刀片廠商提供切削參數,如:
f=0.5(0.3-0.8) mm/rev,Vc=220(150-300) m/min,
括號前數值為廠家推薦值,括號內為參數最低值和最高值。操作人員使用的時候,可根據轉速計算公式:
n=1 000 Vc/∏D;F=f×n
計算出主軸轉速和進給量,配以合適的背吃刀量即可實現合理的切削加工。
2.2 程序優化
在手工編程加工中半徑補償值輸入CNC儲存器的方法主要是用手工方法,即用手動的方法將要使用的半徑值從CRT面板中直接輸入,這種方法輸入的半徑值是固定不變的。若用更改磨耗的方法進行加工則只能單次輸入單次加工,不能夠實現連續加工,這就影響了加工效率,若能實現連續更改磨耗,則將大大提高加工效率,同時降低編程的復雜性。
2.2.1 G10指令的應用
G10是FANUC系統提供給用戶應用程序指令方式進行參數修改的指令,其功能強大,如刀具壽命管理、工件坐標修改、刀具補償值修改等。但在日常的編程中卻很少得到應用,如能應用得當,將大大方便編程,將參數變化的設定完成于編程階段,并避免因參數設置不當而導致機器誤動作等問題。在程序中用指令G10將對應的半徑值輸入到儲存器內,通過變量的形式設半徑值為一個變量再與G10對應,將不斷變化中的半徑值輸入CNC儲存器中,那么這個程序加工的輪廓可以實現不斷的變化,在手工編程中這種編程是一個靈活而又強大的功能,特別當它與宏程序結合一起使用時,將更加顯出它的功能方便。
G10可編程參數輸入允許用戶在程序中設置偏置,用G10代替手工輸入刀具偏置,補償、工件坐標系偏置等。對于車削,基主要格式有:
G10 P X Y Z R Q 絕對值模式編程
G10 P U V W C Q 增量值模式編程
P:設置的偏置號,在車削補償頁面中,幾何G01表示幾何偏置(絕對值),磨耗W01表示磨損偏置(增量值),為了便于區分,磨損偏置與幾何偏置差10 000,即10 000以上為幾何偏置,10 000以下為磨損偏置。P10001:表示幾何頁面中1號偏置(G01),P1表示磨損頁面中1號偏置(W01)。
X Y Z:偏置寄存器表示X、Y、Z軸絕對值,Y軸適用于車銑復合中心。
U V W:偏置寄存器表示X、Y、Z軸相對值。
R:刀尖圓弧半徑絕對值
C:刀尖圓弧半徑相對值
Q:半徑補償偏置方位號。
例如:(1)G10 P10001 X0 Z0 R0 Q0清除幾何頁面中XZR值為0,刀補號清空。(2)G10 P1 X10 Z0 R0.4 Q3將磨耗頁面中一號刀位磨耗X軸輸入10,Z為0,刀尖半徑輸入0.4,刀尖方位輸入3。
2.2.2 刀補編程
對于如圖2所示的圓弧形車刀,圓弧開車刀上構成主切削刃的刀刃形狀為一圓度誤差或輪廓誤差很小的圓弧。在該圓弧上的每一點都是圓弧形車刀的刀尖,當切削加工時刀具切削點在刀尖圓弧上變動,因此,刀位點不在圓弧上,給手工編程帶來了一定的麻煩。但若能使用刀補進行編程,則將大大降低編程的難度,優化了程序。而使用刀補編程,要解決好兩個方面的問題。
①刀補的判斷。G41為刀具左補償:站在刀具路徑上,沿著切削前進方向看,刀具偏在工件的左側;G42為刀具右補償:站在刀具路徑上,沿著切削前進方向看,刀具偏在工件的右側。
②刀尖方位的判斷。刀尖方位的判斷取決于刀尖圓弧中心的動向,它總是與切削表面法向的半徑矢量不重合,假想刀尖的方位是由坐標系和切削時的刀具的方向決定的,刀尖方位圖如圖3所示,共有10種方位(0-9),對于本案例,刀尖方位應為0或9。
3 加工案例
本文試以形深圓弧槽的加工為例,如圖4所示。
3.1 刀具的選擇
選用球頭車刀,刀桿型號為:EVJNR-2020K16
選用球頭刀片,刀片型號為:RCMT0602MO-61
3.2 對 刀
使用試切法對刀,因為球頭車刀刀位點在圓弧圓心點,而編程時是以圖形輪廓進行編程的,所以在對刀時應以圓圓心點為對刀的基準點,且程序中必須增加刀尖圓弧半徑補償功能,在刀偏頁面OFFSET,G01形狀Z坐標處輸入試切長度值Z3測量,在X坐標處輸入(試切直徑值+2×3 mm)測量,即完成圓弧車刀的對刀。
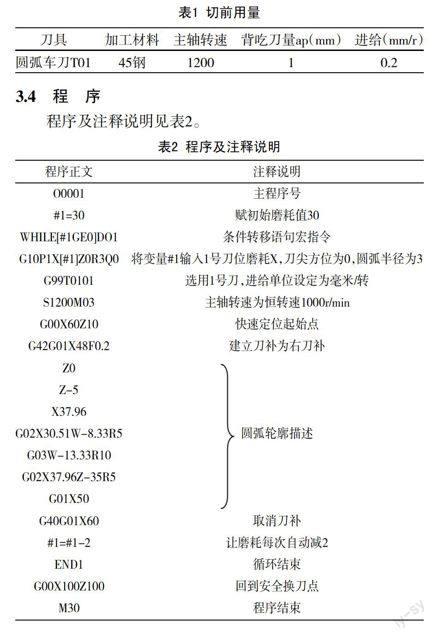
3.3 切削用量
切前用量見表1。
3.4 程 序
程序及注釋說明見表2。
以上使用G10和宏語句編程實現了對磨耗的連續變化控制,只需按輪廓進行編程,即可實現磨耗的連續變化控制,從而完成深圓弧槽的粗精加工,程序語句簡潔明了。在FANUC 0i Mate Tc CKA6140型臥式車床上試車完成驗證,工件實物如圖5所示,加工過程鐵屑斷屑合理,加工后各項精度指標達標。
4 結 語
對于深圓弧槽的加工,本文從加工工藝和程序兩個方面進行優化。尤其在程序優化方面,通過G10對磨耗的連續自動控制,使程序更加簡潔明了。
此外,G10還可以完全替代外圓單一循環指令G90和外圓仿形固定循環粗加工G73指令。在端面加工中,又可以替代端面單一循環指令G94,也可用于具備一定規律的多槽加工中,比如等矩多槽的加工,只需設定Z的磨耗為定值,連續不斷變換,即可實現多槽的加工。G10指令使數控程序具有一定的柔性、開放性和可適應性,如果能夠靈活運用,會使程序簡便,并觸類旁通,值得推廣。
參考文獻:
[1] 張文俊,方波.球頭車刀在數控車床加工中的應用[J].機床與液壓,2010,(18).
[2] 許杰.圓弧車刀在數控車床上應用[J].出國與就業2011,(12).
[3] 馮澍,林萍.巧用宏程序和調用子程序與G10在數車加工中實現一車多件[J].機床與液壓,2011,(14).
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45