8500PCTC汽車滾裝船的船塢建造
2015-10-21 16:51:28王建軍
企業技術開發·中旬刊 2015年3期
王建軍

摘 要:文章介紹8500PCTC汽車滾裝船(船塢)建造流程,根據公司計劃的建造周期完成462A船建造出塢任務。
關鍵詞:總組;搭載建造順序;出塢;總結
中圖分類號:U675.93 文獻標識碼:A 文章編號:1006-8937(2015)08-0017-02
1 8500PCTC汽車滾裝船概況
8500PCTC汽車滾裝船是為挪威XXXX公司建造目前全球最大的汽車滾裝船,該船長199.9 m;寬36.5 m;型深:38.49 m;設計吃水9.35 m。該船共有14層車庫,其中2、4、6、7、9車庫為活動甲板,3、5、8為篤定甲板,車庫可以裝載重型卡車,車庫面積71 400 m2,有13個活動坡道,航速18節。462A船于2014年4月30日在廈船3#船塢進塢開始建造,于2014年12月20日順利出塢。
具體建造節點見表1。
462A船根據公司節點要求制定分段納期計劃、總組場地批次規劃、總組搭載計劃、軸舵系專項計劃、壓載艙室涂裝計劃、外板涂裝計劃。
2 建造思路
總體建造思路圍繞提高分段總組段的完整性,快速搭載、外板涂裝。
462A船在船塢建造完整性做到1~14車庫焊接完整,其中1~5車庫船東接受完整性報驗,1~4車庫進入打磨、涂裝階段、全船甲板、立柱、上建結構全部焊接完成。
2.1 分段總組方面
分段的納期要按照總組搭載的順序提供分段,左右舷要配對提供,分段的完整性在分段交貨后提供交接清單,清單上面體現的預裝信息要完整、修改單的完成情況要詳細,以便后道工序檢查合攏后完整性。在總組階段所有的舾裝件、設備基座要先完成火工交驗、打磨、涂裝交驗才能安裝。
2.2 總段精度檢查和控制
分段回來后精度要進行二次檢測,以便檢測在各個環節會出現的的變形,總組后的總段要進行檢測,火工調整完成后檢查甲板平整度,檢測總組段的長寬以及余量的精度劃線切割。
2.3 車庫搭載方面
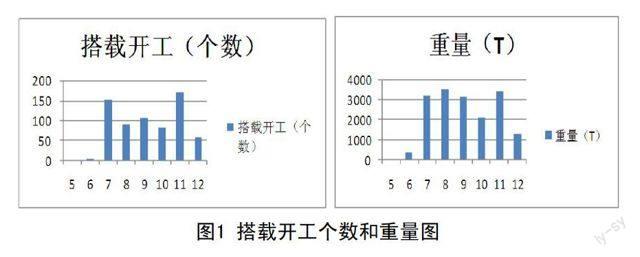
根據制定的搭載計劃,462A船全船分段共653個,總組分段98個,機艙管子單元20個、立柱144個單吊。總的搭載吊數452吊。
全船搭載除主船體外,主船體焊接完成,舷側的S8外板片分段吊裝后。進入甲板到8甲板結束,具備軸舵系初拉線狀態,8甲板焊接完成、立柱焊接完成后二次拉線,然后S14外板片吊裝,在依次吊裝9~3甲板,14甲板和上建總組后吊裝。
全船活動坡道的火工校正要及時完整,完成校正后將坡道的教練全部安裝到位,每層車庫的活動坡道如果不及時完成活動,會導致甲板的吊裝無法跟上。
搭載如圖1所示。
2.4 技術方面
由于462A船是船塢首制船,技術的的節點詳圖和各種技術圖紙退審周期長,很多的圖紙設計院送審的周期也較長,不可避免的會出現船體結構、管路、舾裝件的修改,在總組后交驗過程中技術現場配合,指導生產,及時處理退審意見和船東、船檢報驗聲明。
2.5 出塢工程
①機艙系統完整性在出塢前交驗完成30個,該船的管路系統有60個,其中海水冷卻和壓載管分別使用了鎳黃銅、GRP和內涂塑等材料和工藝。
②在船塢建造的過程中機艙和上建的所有設備分段在總組階段和搭載階段全部安裝、定位完成,外板圍繞著的重點項目進行處理:如軸舵系、艏側推、陰極保護、海底門、放水旋塞,計程儀測深儀探頭、外板各類標志等動火作業及時完成交驗提供給涂裝進行外板防污漆涂裝作業,該船還有一個重要的檢測指標,就是外板粗糙度的檢測,要求外業針對焊縫和外板吊碼很好的控制,盡量減少外板母材的割傷現象,船東對這個數據要求的非常嚴格。
③壓載系統準備,在出塢時該船要具備壓載泵的使用,管路安裝、密性交驗完成后,所有的液動蝶閥開啟、關閉效用完成,壓載艙和房橫傾艙的涂裝交驗完成后封艙,具備壓載使用狀態。以便在出塢時能緊急調整船舶橫傾、縱傾姿態。
④集控室所有舾裝件完成、打磨涂裝完整、電纜敷設完成、絕緣和封板結束。
⑤出塢前要完成各種物量的匯總工作,如出塢完整性計劃完成情況。(包括總體、船體、管路、內舾裝、輪機、鐵舾、艙室、車庫等)
⑥船舶出塢前必須完成項目的確認表并簽字,船舶出塢條件確認要簽單并簽完。
2.6 車庫AS及安全
①8500PCTC與以前建造的滾裝船一個顯著的不同就是車庫質檢的通道連接全是活動坡道,全船有13個活動坡道,在液壓系統沒有完成之前人工很難全部處于打開狀態,每層車庫要準備垃圾桶準備和清空作業。
②車庫吊裝完成后外業進行火工的水要及時清理掉,包括機艙內底,采用真空吸入泵進行抽水會大大提高清水效率。
③車庫通風,采用跟船上功率相同的風機進行通風,改善車庫的通風和工人施工條件,并安排專人負責。
④由于船東要求不能使用船上的風機,所以在船塢建造階段,船用風機只安裝本體部分,其他兩塊等車庫涂裝完成后再安裝,徹底改善風機整體安裝后無法保護的狀態。
⑤船上各種通道張貼熒光標識,應急逃生通道熒光標識要完整,通道要建立應急照明電源(UPS電源)。
⑥外板懸掛的各種管線要距離甲板500 mm以上,避免外板涂裝時管線靠近外板無,影響涂裝質量。
3 結 語
462A船在船塢建造從4月30日開始到6月底連續搭載開始共6個月,總結具體如下:
①根據變化的分段納期制訂合理的總組搭載計劃,場地批次總組規劃,根據實際情況及時調整各專項計劃,周計劃。
②開工前技術交底會的涵蓋面要廣泛并突出重點。如:其他同類船舶比較的突出點、工藝規范的突出點。技術中心針對對審意見組織專門的人員進行梳理,避免遺漏退審意見,造成經濟成本上的損失。加大新設計人員常用規范的學習,避免出現低級錯誤造成損失。
③在現場總組焊后交驗時技術現場配合要及時處理船東、船檢的聲明和意見。
④分段的精度控制在分段之后需要改進,從片體階段開始控制,焊接設備和收縮量來控制,分段成型后檢測出來不合格的時候已經太晚了。
⑤滾裝船加大新設備的投入和使用,如角焊機、雙絲埋弧焊、綁扎杯焊機、吊碼割除銑刀設備(或特種鋸床),提高工作效率。
⑥RO-RO項目新型串油設備的投入和使用,由于此次使用了TTS的專用設備,串油時間大大縮短,組別小的系統串油僅20 min就完成交驗。
⑦由于是首制船一定要按照圖紙的退審要求去做,避免經驗主義施工帶來不必要的返工。
⑧艙室強度試驗要跟船東船檢確認清楚后才能下達,避免后期出現扯皮現象,最好制訂一個有效可行的艙室強度試驗程序。
⑨跟船東溝通是要有針對性,有理有據,對于船東提出不合理的項目要及時整改和回復,盡量用規范去解釋或通過加帳處理。
⑩QC檢驗的人員要認真負責,針對施工單位進行完成交驗的給與工程項目質量進行考核。
{11}針對RO-RO松散件要組織專門的人員進行檢驗、核對,避免出現供貨遺漏和來貨錯誤導致影響生產進度。集配中心要根據所有收到的圖紙進行分解并建立專門的臺賬來管理是否到貨和領用出庫情況。
{12}物資部門針對到貨的物資要及時通知質檢和技術進行聯合檢查,同時與經營部門加強溝通避免遺漏船東加帳項目物資來貨的遺漏。
{13}施工單位針對滾裝船的項目要認真分解作業量,特別是車庫變形的火工作業,要有專人來處理這些工作量,針對已經無法處理的板材,盡快確定換板方案跟船東確認,并依照QC的標準嚴格進行控制。
參考文獻:
[1] 翁德偉,徐學光,陸偉東.造船成組技術[M].上海:上海交通大學出版社,1990.
[2] 謝永和,吳劍國,李俊來.船舶結構設計[M]上海:上海交通大學出版社,2011.