論毛刷在光電子玻璃清洗技術中的應用
2015-10-21 16:51:28高軍召
企業技術開發·中旬刊 2015年3期
高軍召
摘 要:毛刷在光電子玻璃清洗技術中是用來清洗玻璃表面的顆粒的,毛刷的材質、旋轉速度、旋轉方向、壓入量以及所用的清洗介質等對毛刷清洗工藝起關鍵的作用。
關鍵詞:壓入量;顆粒;旋轉方向;轉速;清洗劑
中圖分類號:TN141.9 文獻標識碼:A 文章編號:1006-8937(2015)08-0052-02
1 毛刷概述
用途和原理:清洗用毛刷是用來去除LCD玻璃表面異物,工作原理是通過毛刷與玻璃之間的摩擦力以及水的沖刷力,來去除大于0.5 μm的異物,在光電子玻璃清洗工藝中盤刷和滾刷是最常見的方式。
2 毛刷的種類
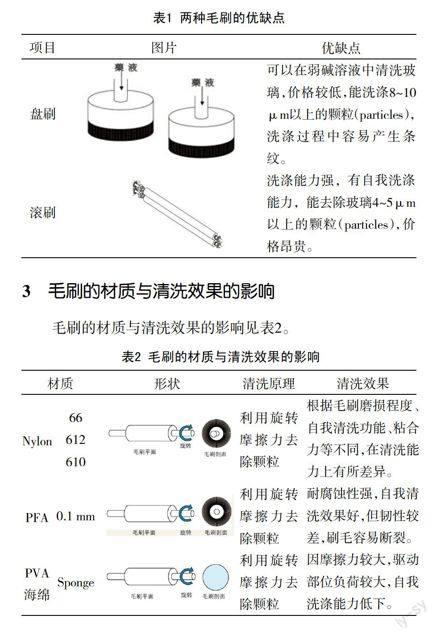
在光電子玻璃清洗中一般用兩種毛刷,一種為盤刷,一種為滾刷。兩種毛刷的優缺點見表1。
3 毛刷的材質與清洗效果的影響
毛刷的材質與清洗效果的影響見表2。
4 毛刷在光電子玻璃清洗工藝中的應用
4.1 盤刷在光電子玻璃清洗中的應用
①盤刷是可以用來清洗玻璃表面8~10 μm以上的顆粒,介質一般采用10~18 MΩ的純水和清洗劑(一般情況下使用堿溶液)的混合物,PH值一般控制在12~14之間。介質的溫度一般控制在40 ℃~80 ℃。介質具體參數可根據不用的生產工藝進行適當的調整。
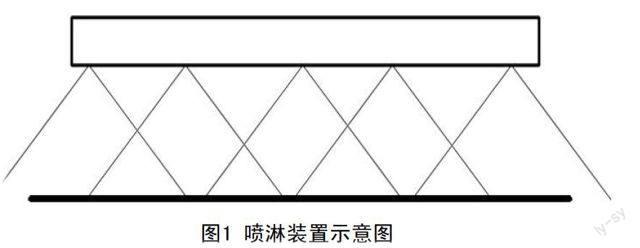
②在盤刷的與玻璃接觸的部位需要有噴淋水潤滑,噴淋水對玻璃的清洗效果和盤刷的壽命有較大的影響。噴淋水的壓力一般控制在0.2~0.5 MPa(壓力的選擇和玻璃的大小及玻璃的厚度有關系,當玻璃較小且較厚時應選擇較大壓力,當玻璃較大且較薄時應選擇較小的壓力),噴淋水到玻璃之間應該有重疊,便于噴淋水在均勻的噴在玻璃上,如圖1所示。
③盤刷的壓入玻璃的深度(簡稱為壓入量)在清洗工藝中是一個非常重要的參數,壓入量太大不僅容易損壞玻璃還會損壞盤刷的壽命,壓入量太小對玻璃的清洗效果不好,不利于清洗玻璃表面的臟污及顆粒。在玻璃清洗工藝中,壓入量一般控制在0.5~5 mm之間(壓入量的選擇和玻璃的規格、厚度、清洗機的各個工藝參數有關系,對于壓入量應根據玻璃的種類做出適當的調整)。在玻璃清洗工藝中,盤刷的壓入量是一個非常難調整的參數,如果調整不好就會給清洗工藝造成負面的影響,甚至會造成玻璃表面的損傷或造成玻璃在傳送過程中行走的不穩定,從而使玻璃破片或者碎片。
④在盤刷清洗工藝中,盤刷的轉速也是非常重要的,原則上是轉速越高清洗效果越好,但轉速越快會對玻璃的行走速度造成較大的誤差,嚴重時會造成玻璃停止不動的現象。為了保證玻璃的正常傳送,盤刷的轉速一般控制在200~400 rpm。如果在不影響玻璃行走的狀況下可以通過適當的調整盤刷的轉速來提高清洗效果。
⑤在盤刷清洗的工藝過程中,由于多組盤刷的轉動會造成玻璃在傳送過程中受力不均勻,從而非常容易走偏,需要有導向裝置(不同的清洗設備中有不同的導向裝置,導向裝置可以根據設備本身的機構設計,在保證玻璃能順利傳送的前提下導向裝置結構越簡單越好),以免造成玻璃在輸送過程中出現蛇形曲線的狀況,從而造成撞片等嚴重的問題。
⑥一般情況下,為了使玻璃清洗效果較好,在有盤刷清洗的清洗機中需要清洗劑(一般情況下清洗劑是一種強堿介質,不僅有利于清洗效果還起到潤滑劑的作用),所以當玻璃從其他的清洗設備進入盤刷清洗設備時需要有專門的裝置(這種裝置需要能把玻璃表面上的水去除掉,一般情況下此裝置能吹出潔凈空氣,通過潔凈空氣把玻璃表面上的水去除,當然根據對玻璃不同的品質要求,潔凈空氣的清潔度要求也不同)去除玻璃表面的水來維持盤刷清洗設備中清洗劑的濃度,當玻璃從盤刷清洗設備輸出到其他清洗設備時同樣需要有專門的裝置去除玻璃表面的清洗劑。
⑦盤刷材質的直徑也是玻璃清洗工藝一項比較重要的參數,其直徑不能太小,直徑太小會使整個盤刷有效部位太軟不利于清洗效果;其直經也不能太大,直徑太大會造成玻璃表面清洗不均勻同樣對清洗效果不利。盤刷材質直徑在0.05~0.2 mm之間對玻璃清洗效果最好。
⑧在盤刷清洗工藝中由于有壓入量的要求,在盤刷清洗設備的傳送滾輪上需要增加一定的材料來防止玻璃在傳送過程中因受力較大造成的擦劃傷,在目前的玻璃清洗工藝中這種材料一般采用氟橡膠或者對玻璃不造成擦劃傷的硬質毛刷來實現。
4.2 滾刷在光電子玻璃清洗中的應用
①滾刷是清玻璃清洗工藝中除去中等顆粒一種最常見的方式,可以用來清洗玻璃表面4~5 μm以上的顆粒,介質一般采用10~18 MΩ的純水(根據不同的生產工藝也可以采用10~18 MΩ的純水加清洗劑作為介質),溫度一般控制在40 ℃~60 ℃。
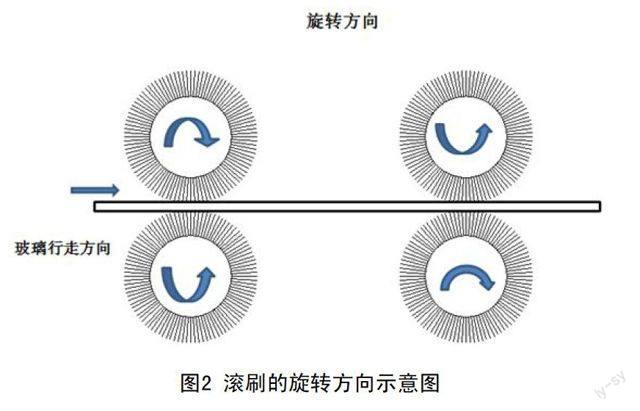
②在滾刷清洗工藝中,滾刷的旋轉方向對清洗效果有很大的影響。一般情況下,第一組滾刷的旋轉方向一般是順著玻璃的行走方向,最后一組滾刷的旋轉方向是逆著玻璃的行走方向的,如圖2所示。經過某多次驗證,滾刷的這種旋轉方向對玻璃在滾刷清洗設備中行走是最順利的,同時對玻璃表面的清洗效果是最理想的。
③在滾刷清洗工藝中壓入量也是非常重要的參數,和盤刷一樣,如果壓入量太大會造成玻璃在傳送過程中的行走不順,造成玻璃擦劃傷的概率就較大,甚至發生撞片、疊片的狀況。如果壓入量太小,就達不到預期的清洗效果。滾刷的壓入量一般為0.5~5 mm之間,具體數值可以根據實際生產效果進行適當的調整。
④在滾刷清洗工藝中,噴淋水也是不可缺少的條件,并且對噴淋水的方向也是有要求的。如圖3所示的噴水方向對玻璃清洗效果最好。噴淋水的壓力要求和盤刷清洗工藝中的要求相同為0.2~0.5 MPa。
圖3噴向滾刷的噴淋水最主要作用是起潤滑和清洗介質作用,逆著滾刷的噴淋水主要用來沖洗清洗過后玻璃上的臟污。
⑤在滾刷清洗工藝中,原則是滾刷得轉速越高清洗效果越好,但同樣存在著,滾刷轉速過高帶來生產的不穩定。在正常的生產過程中滾刷的轉速一般控制在400~2 000 rpm,同樣在不影響生產工藝的前提下,滾刷的轉速越高對清洗效果越好。
⑥滾刷材質的直徑也是玻璃清洗工藝一項比較重要的參數,和盤刷一樣滾刷直徑在0.05~0.2 mm之間對玻璃清洗效果最好。
⑦相對為盤刷清洗工藝,在滾刷清洗工藝中,玻璃的行走方向比較容易控制,如果對玻璃行走的過程要求不是太精密,可以不加導向裝置,如果對玻璃行走過程要求精度較高應加上導向裝置。
⑧在滾刷清洗工藝中,傳送滾輪上同樣需要安裝氟橡膠或者對玻璃不造成擦劃傷的硬質毛刷來避免造成對玻璃的擦劃傷。
4.3 其它種類毛刷在光電子玻璃中的應用
①除了盤刷和滾刷外,海綿軸在光電子玻璃清洗工藝中的應用也比較廣泛,海綿軸除了自身清洗效果不好之外,其具體參數可以參照滾刷的介紹。
②近年來,HPVC軟質高分子聚氯乙烯滾軸在光電子玻璃中也有了一定得應用,作為新型的一種毛刷也在被越來越多的廠家所認可。
毛刷在光電子玻璃清洗工藝中是非常重要的一環,對玻璃有著顯著的清洗效果,目前絕大多數光電子玻璃生產廠家的玻璃清洗工藝都用到了毛刷清洗工藝。隨著市場的需求,作為一種消耗品,毛刷的質量和壽命等自身參數也有了越來越高的要求。
5 結 語
毛刷在光電子玻璃清洗工藝應用中主要用來清洗玻璃表面4 μm以上的顆粒,在清洗過程中,各個參數都非常重要,以上所談的參數選擇是在實踐中總結出來的,希望能給大家一些幫助。
參考文獻:
[1] 杜海文.電子清洗工藝的部分選擇因素[J].電子工程師,1995,(4).