火焰噴涂在純銅表面獲得TiO2/Cu梯度涂層的性能分析
2015-10-21 18:42:04程精濤郜少波
當代化工 2015年7期
關鍵詞:改性
程精濤 郜少波


摘 要:利用氧乙炔火焰噴涂工藝,在純銅表面反應形成高硬度、高耐磨性的TiO2/Cu梯度復合涂層。分析了涂層的結合性能,發現多層涂層更有優勢。分析了涂層的摩擦磨損性能,發現涂層的耐磨性優于GCr15,并且涂層的硬度越高越耐磨。
關 鍵 詞:銅基;TiO2/Cu;梯度涂層;耐磨性能
中圖分類號:TG 115 文獻標識碼: A 文章編號: 1671-0460(2015)07-1473-04
Analysis of Performance of TiO2/Cu FGC Prepared by Flame Spraying
CHENG Jing-tao1,GAO Shao-bo2
(1. College of of Engineering and Technology,Chengdu University of Technology, Sichuan Leshan 614007,China;
2. Hebei Vocational College of Labor Relations, Hebei Shijiazhuang 050002,China)
Abstract: The reactive TiO2/Cu FGC with gradual compositional variation from Cu substrate to TiO2 ceramic surface was prepared by flame spraying. Combining properties, friction and wear properties of the coating were analyzed. The results show that multilayer coating has more advantages; the wear resistance of the coating is better than that of GCr15, and the higher the hardness of the coating, the better the wear resistance.
Key words: Copper; TiO2/Cu; Gradient coating;Wear property
梯度功能材料(Functional Gradient Materials,簡稱FGM)按用途分為兩類:一類是工程結構用梯度材料,要求材料的力學性能、熱學性能和化學穩定性等;另一類是特殊功能梯度材料,要求材料的電氣、光學、磁、聲學及生物工程等功能。
目前梯度材料包括:金屬/金屬類、金屬/陶瓷類、陶瓷/陶瓷以及金屬/非金屬類等。本文采用的是反應生成陶瓷/金屬涂層工藝,通過各元素或是組元間合成新的化合物的方法。
1 TiO2/Cu梯度涂層的獲得
借助梯度功能涂層的原理,利用氧乙炔火焰噴涂技術,結合實驗室的實際情況,以銅粉、石墨和鈦粉為原料,在紫銅的表面反應生成硬度、耐磨性、耐蝕性等性能均高于基體(銅)的鈦化物陶瓷梯度涂層,從而得到一種新的銅基復合材料目前,FGM制備方法主要分為化學法與物理法兩大類,本文采用粉末火焰噴涂方法。
本文選用工業鈦粉、銅粉及石墨粉所組成的復合粉,由于鈦粉在高溫下,極易與氧、碳進行反應生成鈦的氧化物和碳化物[1],因此可以利用火焰噴涂反應生成TiC-TiO2/Cu復合材料。本文梯度涂層(試樣A)設計的涂層總層數為5層,每層的厚度為0.2 mm左右,梯度層的總厚度 為1 mm,梯度成分分布指數=1.0,梯度層中不同粉末的含量如表1所示。為了對比研究還設計了其他類型的涂層。本文涂層粉末配比方案如表1所示。
2 銅基TiO2/Cu梯度涂層的結合性能分析
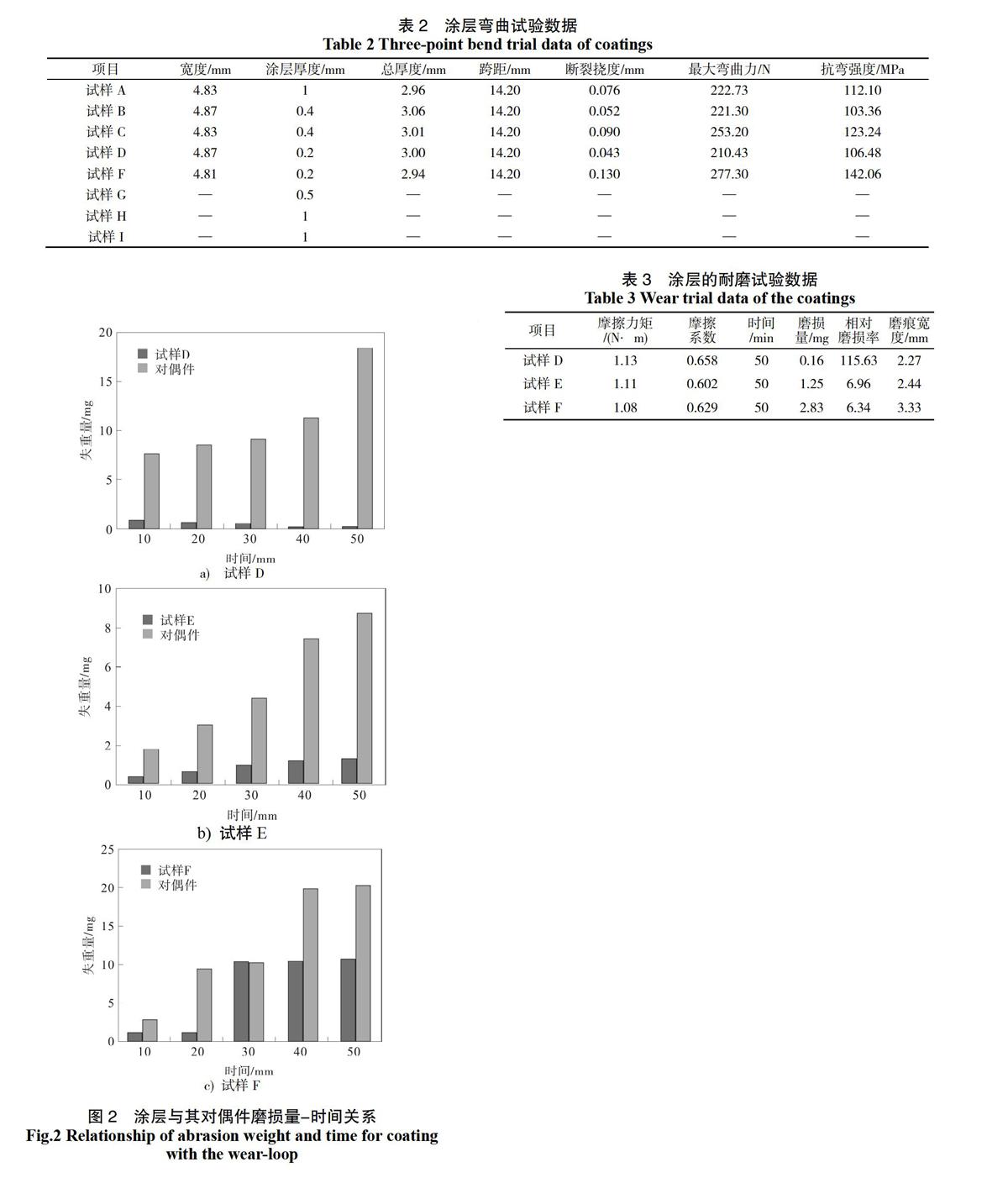
本文中利用三點彎曲試驗定量的測量了涂層彎曲破壞時的最大彎曲力,通過計算得出了涂層的抗彎強度。
圖1所示為涂層的三點彎曲試驗負荷-撓度曲線。可以看出:除試樣D(單層TiO2陶瓷涂層)以外,其它復合材料的斷裂過程均為:在逐漸加載過程中,復合材料迅速經過彈性變形階段;當載荷達到涂層材料的強度極限(即最大拉力)時,涂層斷裂或剝落,載荷迅速下降;繼續加載,材料發生彈性變形。試樣D的三點彎曲試驗負荷-撓度曲線略有不同:當載荷達到涂層材料的強度極限(即最大拉力)時,涂層斷裂或剝落,載荷沒有下降。
表1 對比試驗涂層的噴涂粉成分及涂層厚度
Table 1 Composition of the sprayed powder and thickness of compared specimens of the coating
層數 第1層 第2層 第3層 第4層 第5層
成分配比(Ti+C∶Cu) 20∶80
(12∶88) 40∶60
(27∶73) 60∶40
(45∶55) 80∶20
(69∶31) 100
涂層
厚度
/mm 試樣A 0.2 0.2 0.2 0.2 0.2
試樣B — 0.2 — — 0.2
試樣C — 0.2 0.2 — —
試樣D — — — — 0.2
試樣E — — 0.2 — —
試樣F 0.2 — — — —
試樣G — — — — 0.5
試樣H — — — — 1.0
試樣I — 0.5 — — 0.5
注:表中成分配比中的數值為體積分數之比,括號內數值為質量分數之比
圖3所示為試樣D、F的磨痕形貌。兩種材料的磨痕形貌有著明顯的區別,TiO2強化的銅基復合涂層的磨痕很寬,表面較粗糙,沿磨削運動方向的梨溝清晰可見(見圖3b);而TiO2陶瓷涂層的磨痕很窄,表面相對較光滑,呈不規則的鱗片狀裂紋(見圖3a)。
圖3a)所示為TiO2陶瓷涂層的磨痕形貌,可以看出,涂層表面有輕微的塑性變形引起的網狀裂紋和少量的不連續梨溝。裂紋沿磨削方向呈放射狀平鋪,這預示著TiO2陶瓷涂層的硬度高于GCr15鋼,表明干摩擦過程中發生了粘著磨損。由于涂層的脆性很大,在壓應力和拉應力的反復作用下,脆性涂層易產生微裂紋,并沿層間擴展造成涂層的斷裂和剝離,對其耐磨性不利,但在平穩加載試驗條件下,尚未造成TiO2陶瓷涂層的大片剝落[3];少量的不連續梨溝是涂層中的夾雜在載荷的作用下拔出,形成磨粒,對涂層擠壓所產生。表明干摩擦中發生輕微磨粒磨損[4]。
圖3b)所示TiO2強化銅基復合涂層的磨痕形貌。可以看出,表面有明顯梨溝及較大的塑性變形,梨溝與塑性變形均沿摩擦幅相對運動的方向,不連續。這表明,涂層的摩擦方式為磨粒磨損與粘著磨損。這是由于軟的銅基體中加入的TiO2相的硬度較高,與對偶件接觸后,摩擦幅表面的微凸體在載荷的作用下發生微觀切削,造成材料的去除,形成一次切屑。剝落的硬質顆粒還作為磨料,對涂層中軟的銅基體進行擠壓和梨削,使磨粒磨損趨勢加劇[5]。
a)試樣D b) 試樣F
圖3 涂層的磨痕表面形貌
Fig.3 Surface morphologies of the coating worn
4 結 論
主要結論如下:
(1)單層的反應生成TiO2陶瓷涂層的抗彎強度比反應生成TiO2強化銅基涂層低,其韌性也較差;帶有反應生成TiO2陶瓷涂層的梯度涂層的抗彎強度也因單層的反應生成TiO2陶瓷涂層的抗彎強度低,受到影響,數值較低;五層的TiO2/Cu梯度涂層的厚度最大,但其抗彎強度及斷裂撓度并不是最低值,顯示出多層梯度涂層性能的優越。
(2)反應生成TiO2/Cu梯度涂層表面層(即反應生成TiO2陶瓷涂層)的磨損失重量與TiO2強化銅基涂層及GCr15鋼相比在相同時間內最小,說明其耐磨性優于TiO2強化銅基涂層及GCr15鋼。
(3)研究涂層的磨痕形貌,表明反應生成TiO2/Cu梯度涂層表面層(即反應生成TiO2陶瓷涂層)的磨損形式為粘著磨損和輕微磨粒磨損;涂層的耐磨性與涂層的硬度有直接的關系,硬度越高,耐磨性越好。
參考文獻:
[1] Y Guu , J F Lin , C F Ai . The Tribological Characteristics of Titanium nitride, Titanium Carbonitride and Titanium Carbide Coatings[J]. The Solid Films, 1997, 302:193-200.
[2] 張本,肖國平,肖金生,等.陶瓷/金屬復合耐磨涂層的性能評價[J].武漢理工大學學報,2002, 24(6):4-7.
[3] 段德莉,李曙,張榮祿,等.三種熱噴涂涂層耐磨性能的研究[J].摩擦學學報,2002, 22(5):352-355.
[4] 龔江宏.陶瓷材料斷裂力學[M].北京:清華大學出版社,2001:113
[5] 馮文然.反應等離子噴涂納米TiN涂層的研究[D].天津:河北工業大學工學,2004:1.
(上接第1472頁)
但改性水玻璃的羥基吸收峰較尖,為3 450~3 400 cm-1,而普通水玻璃的羥基吸收峰較寬,為3 600~3 400 cm-1,這是由于改性劑中含有羧基(-COOH)和含有碳碳雙鍵羰基(C=C)極性官能團,可與聚硅酸分子表面上的硅羥基形成了氫鍵,由于氫鍵的吸附作用,使改性后的水玻璃形成了更多的分子間締合羥基(3 550~3 200 cm-1)的結果。而改性劑的極性官能團可借助氫鍵吸附于水玻璃凝膠膠粒表面,形成的高分子保護層有限制凝膠膠粒的長大的作用,從而獲得細小的水玻璃凝膠膠粒,達到提高粘結強度的目的,與實驗結果相符。
3 結 語
本文基于給排水工程對水玻璃進行了復合改性的試驗研究,結果發現:復合改性劑可顯著提高水玻璃的粘結強度,當復合改性劑雙組份質量比為1∶1,加入量為2%時,球團抗壓強度可達2.75 kN/個;紅外光譜分析表明雙組份改性劑與水玻璃并未發生實質性的化學反應,僅形成了混合溶液。
參考文獻:
[1]劉軍,樊自田,王繼娜. 水玻璃改性對水玻璃砂再生循環使用性能的影響[J]. 鑄造,2006(1)2:1287-1290.
[2]王奉強,隋芳,廖恒,隋淑娟. 硅酸鹽改性木材的力學與阻燃性能[J]. 消防科學與技術,2014(06):688-690.
[3]單長兵,劉元雪. 水玻璃改性聚氨酯注漿料的性能研究[J]. 建筑科學,2011(09):48-51.
[4]王桂芹,陳峰,程驥. 新型水玻璃改性劑(LiOH)的研究[J]. 鑄造,1996(09):19-22.
[5]魏金宇,張希俊,談劍,張方. 脈沖電流對水玻璃改性的影響[J]. 鑄造,2015(01):50-54.
[6]張永平,程寬中. 水玻璃改性劑改性機理的探討[J]. 鑄造技術,1998(06):42-44.
[7]張永平,程寬中,魏立軍. 新型水玻璃改性劑的研究[J]. 鑄造技術,1999(03):34-36.
[8]屈銀虎. 復合改性水玻璃的研究[J]. 西安工程科技學院學報,2002(04):330-332.
[9]龍禮建. 概述改善水玻璃砂潰散性的方法[J]. 大型鑄鍛件,2000(01):48-51.
猜你喜歡
紡織科學研究(2020年1期)2020-05-21 00:31:06
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年2期)2016-06-15 20:30:00
中國塑料(2016年2期)2016-06-15 20:29:59
中國塑料(2016年5期)2016-04-16 05:25:36
廣西林業科學(2016年3期)2016-03-16 05:43:30
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19