淺談數(shù)控車削中溝槽的加工精度保證方法
2015-10-21 17:29:44吳德勝施梁
決策與信息·下旬刊 2015年12期
關鍵詞:溝槽
吳德勝 施梁

[摘要]近年來溝槽的加工在各類技能比賽中越來越普遍,而溝槽的加工精度也在不斷提高,溝槽的精度保證對競賽中的成績尤為重要,當然不同的溝槽在加工方面也有著差別,因此本文將根據(jù)本人多年來的實訓教學與技能比賽輔導的經驗,分析常見溝槽在加工與精度方面的方法。
[關鍵詞]溝槽;加工方法;刀路軌跡;精度檢測
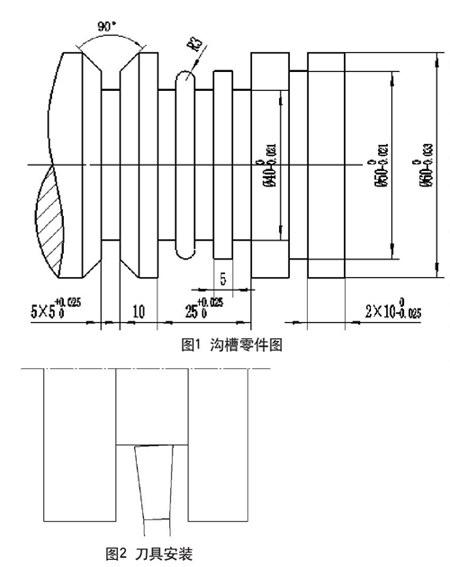
對于初學者來說,溝槽主要出現(xiàn)在零件中的退刀槽或密封處。但近年來各類數(shù)控車削技能競賽中溝槽的形狀越來越復雜,加工精度越來越高,造成許多選手來不及加工或精度較差等原因失分,從而在競賽中未能取得理想成績。而在競賽中常出現(xiàn)如圖1所示的深溝槽、寬溝槽、T形溝槽、圓弧形溝槽等復雜結構。本文將基于FUNAC—0i系統(tǒng)的數(shù)控車削編程與加工為基礎,針對以上常見溝槽的加工方法、精度保證等進行分析。
1、刀具選擇
刀具的正確選擇是溝槽的第一要素。在加工一般精度溝槽或精度要求不高的溝槽時,如螺紋退刀槽等,可選擇切溝槽刀刀寬與其要加工的溝槽寬尺寸相符;而對于加工精度有較高要求的溝槽時,為了使精加工能保證精度與表面粗糙度,在粗加工時的槽側與槽底軌跡中一般留有0.2—0.5左右的余量,故選擇小于槽寬2—3mm的刀具,如加工5mm的槽寬時可選擇3mm的切槽刀。
2、刀具的安裝
安裝切槽刀前首先要將外圓車一刀后,將槽刀的前刀刃對齊于工件外圓表面,再分別逐步擰緊刀架上的兩顆螺釘。若在檢測中發(fā)現(xiàn)槽底直徑有錐度情況,可在安裝刀具時故意將切槽刀整體向左輕微旋轉(如圖2),使得右槽刀尖保持在最外邊,從而在切削中右刀尖始終保持與工件接觸,從而保證了槽底直徑的直線度。
3、刀路軌跡
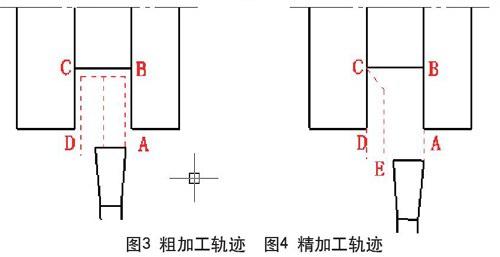
在CAD/CAM相關軟件中設置粗加工軌跡可按右槽側—槽底—左槽側的順序加工,如圖3中A-B-C-D軌跡圖所示。而精加工軌跡可按右槽側—槽底的順序加工(如圖4所示),這樣可先保證AB面到端面尺寸和槽底尺寸精度后,再單獨加工與保證槽寬尺寸精度。
4、加工方法
近年來在各類大賽中都采用三坐標等精密儀器測量,故傳統(tǒng)的手工測量量具會存在一些誤差或精度不能滿足,現(xiàn)在有些院校會采用打表法即利用杠桿百分表測量。具體方法如下:
①計算公式:
B類實際尺寸=顯示數(shù)值—針頭直徑+壓表量之和+表的反向間隙
C類實際尺寸=顯示數(shù)值+針頭直徑—壓表量之和—表的反向間隙
公式中每次壓表量不宜過大,一般不超過10格為宜。
②操作方法:
B類:搖動手輪讓杠桿表的測量針頭碰到槽側面A(所圖5所示),記下其壓表量同時將機床Z軸相對坐標W值歸零,在避免碰到旁邊臺階表面的情況下將手輪X向退出,移至槽側面B并試碰到,記下其讀數(shù)后將手輪沿其Z向搖出約100mm的距離,為避免機床存在反向間隙可再次搖回之前記下的讀數(shù),并記下壓表量,利用代入B類公式中計算出實際數(shù)值,再根據(jù)公差修改相應刀補。
C類:如圖6示意圖中所示其方法與B類一樣,主于區(qū)別在于先后步驟。搖動手輪讓杠桿表的測量針頭碰到槽側面A(所圖6所示),記下其壓表量同時將機床Z軸相對坐標W值歸零,在避免碰到旁邊臺階表面的情況下將手輪X向退出,手輪沿其Z向搖出約100mm的距離,為避免機床存在反向間隙可再次搖回之前W值歸零的位置,直接把表針往下扎入,并記下壓表量,再移至槽側面B并試碰到,利用代入C類公式中計算出實際數(shù)值,再根據(jù)公差修改相應刀補。
注意事項:①表針中心與表身中心在保持平行后歸零;
②測量時保證表針中心經過工件旋轉中心;
③測量時保證表針中心垂直于工件旋轉中心。
5、檢測工具
常用的溝槽檢測主要依靠普通或數(shù)顯的外徑千分尺、公法線千分尺、內測千分尺等量具檢測。除此之外還可用上量塊來組合檢測溝槽寬度,使其溝槽的精度控制在上、下偏差中。
結語
本文所述是本人從事數(shù)控車工技能競賽輔導中的一點經驗,除了以上加工過程中的方法外,還要在刀具(刀片)材料、切削速度、背吃刀量以及主軸轉速等參數(shù)方面的合理設置與選擇,因此在進行實際的加工選擇是要根據(jù)具體的情況進行優(yōu)化選擇。要保證加工的安全性,不斷的提升加工的技術,才能在技能大賽中取得更好的成績。
參考文獻
[1]沈建峰,虞俊主編《數(shù)控車工(高級)》.北京:機械工業(yè)出版社,2006.9
[2]唐傳趙,孟生才,王華等.不同數(shù)控系統(tǒng)數(shù)控車床切槽方法分析[J].機械工程師,2009.
[3]于立青,胡鵬等.基于數(shù)控車的深溝槽高效加工.《金屬加工(冷加工)》,2015.01.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學學報(2022年2期)2022-05-11 07:50:12
建材發(fā)展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
