超級奧氏體不銹鋼UNS08367的焊接性能
2015-10-28 02:04:07趙宇強章善春王英杰
中國核電 2015年2期
趙宇強,章善春,王英杰
(1. 山東核電有限公司,山東 海陽 265116;2. 國核工程有限公司,上海 200233)
超級奧氏體不銹鋼UNS08367的焊接性能
趙宇強1,章善春1,王英杰2
(1. 山東核電有限公司,山東海陽265116;2. 國核工程有限公司,上海200233)
近年來,超級奧氏體不銹鋼憑借其優異的耐CL-腐蝕性能被廣泛應用。文章通過對UNS08367全焊縫金屬的拉伸試驗以及對焊縫及熱影響區的沖擊試驗,分析焊接對UNS08367力學性能的影響;通過對UNS08367焊縫及熱影響區焊態以及固熔處理態耐點蝕和耐縫隙腐蝕試驗,分析焊接對UNS08367耐腐蝕性能的影響。
奧氏體不銹鋼;焊接;力學性能;耐腐蝕性
沿海區域的某壓水堆核電廠,需要使用海水對反應堆第二回路進行冷卻,其海水冷卻系統中的管道材質采用了超級奧氏體不銹鋼UNS08367,該種不銹鋼具有良好的奧氏體穩定性和耐腐蝕性,尤其是具有優異的抗Cl-點蝕和縫隙腐蝕的能力。超級奧氏體不銹鋼的焊接性已有部分文獻對其進行了初步描述,但焊接對超級奧氏體不銹鋼力學性能及耐腐蝕性的影響尚未有相關研究。文章通過相關試驗對該種不銹鋼的焊接性進行了進一步的分析。
1 UNS08367鋼種的特性
1.1化學成分及力學性能
UNS08367的化學成分及力學性能見表1及表2,相對于304L與316L等普通的奧氏體不銹鋼,UNS08367的Ni含量與Mo含量都有顯著的提高,并且具有更高的抗拉強度和更優良的塑性。
1.2耐腐蝕性能
不銹鋼的耐腐蝕性能基于其鈍化作用,不同的條件下產生不同的腐蝕形態,常見的有點蝕、縫隙腐蝕、晶間腐蝕等。
1.2.1點腐蝕和縫隙腐蝕
點腐蝕和縫隙腐蝕是兩種緊密相關的腐蝕類型,均屬于局部腐蝕。其主要生產條件為含有Cl-的環境。當不銹鋼處于含Cl-環境中時,在一定溫度下就會發生點腐蝕。Cr和Mo含量的提高有助于增強不銹鋼抗局部腐蝕的能力。Cr、Mo和N對抵抗局部腐蝕能力的綜合影響,可以使用點蝕指數PI來衡量。超級奧氏體不銹鋼的PI指數約為43~46,是普通奧氏體不銹鋼的近兩倍,因此,超級奧氏體不銹鋼被廣泛地應用于海水或高Cl-的環境當中。

表1 UNS08367的化學成分Table 1 The chemical composition of UNS08367

表2 UNS08367的力學性能Table 2 Mechanical performance of UNS08367
1.2.2晶間腐蝕
一般來說,晶間腐蝕產生的原因是因為不銹鋼沿晶界處析出Cr的碳化物,造成晶界處貧鉻,降低了晶界部位的耐腐蝕性能;如果奧氏體不銹鋼含有超過室溫下的奧氏體溶解量的碳元素(此數值為0.02%),就容易導致晶界貧鉻,因此控制晶間腐蝕的根本措施是控制不銹鋼中的含碳量,UNS08367的含碳量控制在了0.03%以下,為超低碳不銹鋼,發生晶界貧鉻的概率較小;然而,由于Cr在δ相中的擴散速度較快,因此奧氏體不銹鋼中含有少量的鐵素體相對于提高其耐晶間腐蝕性能是有幫助的,但超級奧氏體不銹鋼中的奧氏體元素Ni和N的含量都很高,因此超級奧氏體呈現出單一的奧氏體相,不利其抗晶間腐蝕性能,但6%Mo元素的添加,又顯著地提高了Cr元素的擴散速率,彌補了超級奧氏體不銹鋼的單一奧氏體相對抗晶間腐蝕性能的欠缺。
1.3焊接性分析
UNS08367不銹鋼是單相奧氏體組織,其焊接接頭容易出現熱裂紋[1],主要是弧坑裂紋,主要原因有:1)UNS08367不銹鋼為高Ni合金材料,Ni比S和P易于形成低熔點共晶;2)焊縫金屬為單項奧氏體柱狀晶體組織,容易產生雜質偏析及晶間液態薄膜;3)由于焊接過程的不均勻受熱使焊縫金屬在凝固期間產生拉應力,而被拉開的縫隙沒有足夠的液態金屬來填充,進而產生弧坑裂紋。為防止弧坑裂紋需采取如下措施:①嚴格控制母材和焊材中S、P等有害元素的含量;②采用大角度坡口焊接,即采用小的熔合比;③降低焊接熱輸入,即小電流快速焊;④嚴格控制道間溫度,避免焊縫過熱產生高溫液化裂紋;⑤選擇合理的焊接結構,焊接接頭形式及焊接順序,盡量減小焊接應力;⑥在焊接熄弧處應進行打磨后施焊,以避免弧坑裂紋。
2 焊接及試驗方法
2.1焊接
2.1.1焊接材料
UNS08367具有熱裂紋敏感性,因此需選用低S、P含量的焊材,為了獲得與母材最為接近的腐蝕性能,需要選用高Mo合金的焊材,綜合考慮,焊接材料選用ERNiCrMo-3鎳基合金焊絲與ENiCrMo-3鎳基合金焊條。
2.1.2焊接工藝及參數
此次試驗分別使用GTAW和SMAW兩種焊接工藝焊接兩塊試板。為控制熱輸入,焊接時采用小電流快速焊,SMAW除打底焊道外不允許擺動,層間溫度小于100 ℃。通過對焊接過程中的觀測發現,由于Mo元素的加入,造成熔融金屬的表面張力增大,焊縫金屬的流動性較差,容易導致未熔合的出現。
2.1.3固熔處理
為更好地獲得焊接對超級奧氏體不銹鋼耐腐蝕性的影響,在兩塊試板中各截取一部分進行固熔處理,固熔處理溫度為1 040~1 100 ℃,時間為30 min,采用水冷的方式進行冷卻。
2.2拉伸試驗
每塊試板取兩個拉伸試樣,按照A S M E SA370標準進行全焊縫金屬拉伸試驗。
2.3沖擊試驗
按照ASTM 923對每塊試板的焊縫和熱影響區進行夏比沖擊試驗,沖擊試驗溫度為-40 ℃,缺口位置分別為焊縫、熔合線、熔合線+1 mm、熔合線+3 mm、熔合線+5 mm,每個缺口位置取3個試樣,結果取平均值。
2.4點蝕試驗
根據ASTM G48標準方法C中的臨界點蝕溫度(CPT)計算公式,UNS08367的臨界點蝕溫度約為55~62 ℃,因此點蝕試驗溫度選用55 ℃;點蝕試驗試樣尺寸為40 mm×40 mm,試樣包含母材、焊縫和熱影響區;試驗分為焊態和固熔處理態兩批進行,各取3個試樣,將試樣浸入55 ℃的6%濃度的三氯化鐵+1%的鹽酸溶液中進行72 h的腐蝕試驗,觀察表面是否出現點蝕。
2.5縫隙腐蝕試驗
根據A S T M G48標準方法F中的臨界縫隙溫度(C C T)計算公式,U N S08367的臨界縫隙溫度約為30 ℃,因此縫隙腐蝕試驗溫度選用30 ℃;縫隙腐蝕試驗試樣尺寸為40 mm×40 mm,試樣包含母材、焊縫和熱影響區,采用帶槽口的聚四氟乙烯墊圈在試樣表面制造多縫隙腐蝕條件;試驗分為焊態和固熔處理態兩批進行,各取3個試樣,將試樣浸入30 ℃的6%濃度的三氯化鐵+1%的鹽酸溶液中進行72 h的腐蝕試驗,試驗后觀察試樣表面是否出現縫隙腐蝕,并測量最大縫隙腐蝕深度。
3 試驗結果及分析
3.1力學性能試驗結果及分析
在力學性能試驗中,無論采用哪種焊接方法,拉伸試驗均塑性斷裂于母材位置,焊縫金屬抗拉強度高于母材是因為UNS08367不銹鋼的熱膨脹系數小,導熱性差,焊縫熔池金屬的冷卻速度慢,溫度梯度小、散熱慢,晶粒速度增長快,從而造成焊縫處形成平行于拉伸方向的粗大柱狀晶。沖擊試驗的結果顯示,盡管焊縫處的沖擊韌性相對于母材下降明顯,但在-40 ℃時仍具有良好的韌性;從焊縫到母材,沖擊韌性呈現逐漸升高的趨勢。
3.2耐腐蝕性試驗結果及分析
耐腐蝕性試驗的結果如表3所示,兩種焊接方法無論焊態還是固熔處理狀態下,均未出現點蝕的現象,但都出現了不同程度的縫隙腐蝕,且產生縫隙腐蝕的位置均在熱影響區部位;固熔處理后,縫隙腐蝕的腐蝕深度明顯降低,而且SMAW的焊態縫隙腐蝕深度要大于GTAW的焊態縫隙腐蝕深度。
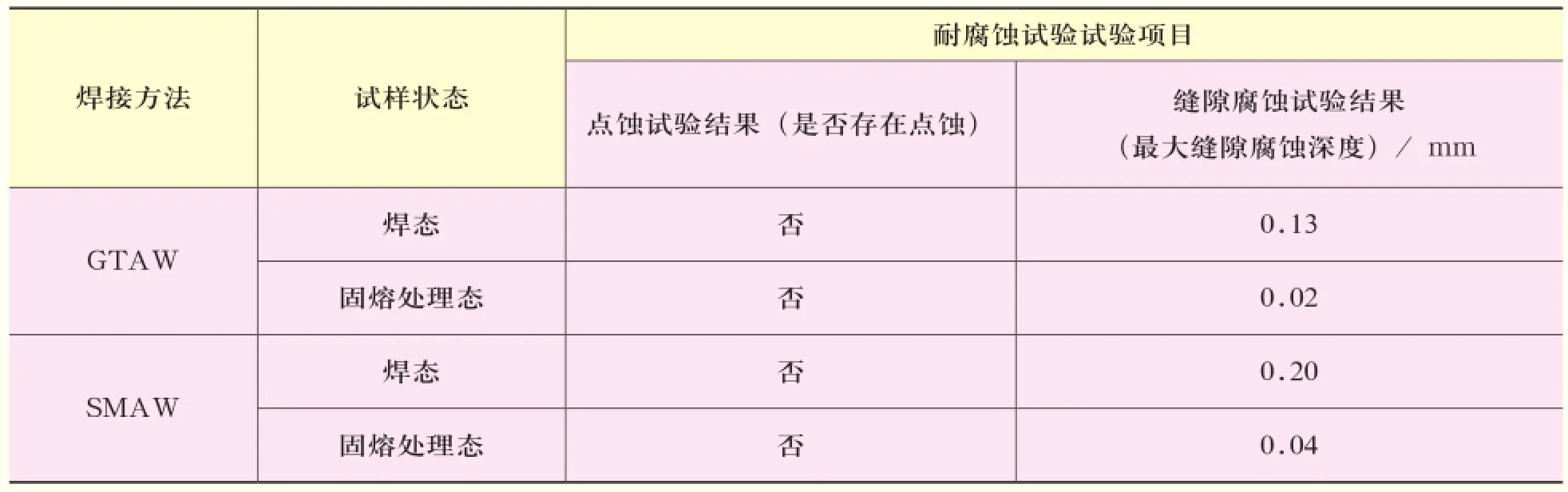
表3 耐腐蝕性試驗結果Table 3 Test results of corrosion resistance
焊接是一個復雜的冶金過程,焊接過后,超級奧氏體不銹鋼耐腐蝕性能的下降主要有兩方面的原因:1)焊接過程中,焊縫熱影響區中加熱峰值溫度處于敏化加熱區間的部位,會沿晶界析出Cr的碳化物,造成晶間貧鉻,因為焊接是一個快速加熱和冷卻的過程,而Cr的碳化物形成是一個擴散過程,因此,敏化加熱需要一個過熱度,敏化加熱區間也就在焊縫熱影響區的近焊縫部位,快速焊接有助于降低敏化加熱區間的范圍。2)Mo元素與Cr元素的偏析是超級奧氏體不銹鋼耐縫隙腐蝕性能降低的主要原因,研究表明[2],當采用GTAW焊接時,枝晶晶界含Mo量與其晶軸含Mo量比值(偏析度)可達1.6,Cr元素的偏析度達到1.4。此次試驗選用的高Mo鎳基合金焊材,有效地降低了焊縫處的Mo元素偏析度,而熱影響區的Mo元素偏析無法得到有效控制,因此,所有的縫隙腐蝕均發生在熱影響區部位;而且SMAW焊接因為熱輸入更大,造成成分偏析更加嚴重,最大縫隙腐蝕深度明顯高于GTAW焊接。
降低合金元素成分偏析和晶間貧鉻最有效的方法就是在焊接后對焊縫進行固熔處理,使合金元素在高溫狀態下重新進行擴散,并均勻地分布于單一的奧氏體組織當中,試驗證明,進行固熔處理后,焊縫抗縫隙腐蝕的能力明顯增強。
4 結論
1)采用合理的焊接結構,通過小電流、快速焊,控制層間溫度等方法,可以有效地避免U N S08367焊縫出現熱裂紋,獲得良好的焊接接頭。
2)UNS08367不銹鋼焊縫處抗拉強度較母材有所提高,但沖擊韌性下降明顯,不過其沖擊韌性值仍然保持較高水平。
3)UNS08367不銹鋼焊縫仍具有優良的抗點蝕能力,但抗縫隙腐蝕能力出現明顯降低,如果產品焊縫無法滿足固熔處理的條件,并且需要在海水等高Cl-環境中服役時,應盡量將焊縫余高打磨光滑,并防止在焊縫處出現與其他介質接觸產生的縫隙。
[1] 吳明傲. 超級奧氏體不銹鋼S31254鋼的焊接[J]. 焊接技術,2008,36(8): 40-42.(WU Mingao. Welding for Super Austenitic Stainless Steel S31254[J]. Welding Techniques, 2008, 36(8):40-42.)
[2] 周振豐. 焊接冶金學[M]. 北京:機械工業出版社,1995.(ZHOU Zhen-feng. Welding Metallurgy[M]. Beijing: Mechanical Industry Press, 1995.)
The Welding Performance of Austenitic Stainless Steel UNS08367
ZHAO Yu-qiang1,ZHANG Shan-chun1,WANG Ying-jie2
(1. Shandong Nuclear Power Co.,Ltd.,Haiyang of Shandong Prov. 265116,China;2. State Nuclear Power Engineering Co.,Ltd.,Shanghai200233,China)
The super austenitic stainless steel is widely used due to its excellent resistance to chlorine ion corrosion in recent years. Through all weld metal tensile test of the USN08367 and impact test of welding seam and heat affected zone, the influence of welding on the mechanic performance of USN08367 is analyzed; Through the welding seam of the UNS08367 and heat affected zone welding state and solid fusion processing state resistance to pitting and crevice corrosion test, the welding effect on the corrosion resistance performance of UNS08367 is analyzed.
austenitic stainless steel;welding;mechanic performance;corrosion resistance
TM623Article character:A Article ID:1674-1617(2015)02-0155-04
TM623
A
1674-1617(2015)02-0155-04
2015-02-04
趙宇強(1982—),男,河北邯鄲人,工程師,學士,從事三代核電AP1000核島主設備安裝工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16