宏程序在非圓曲線內輪廓加工中的應用
2015-10-28 01:10:54劉帥北京城市學院北京101300
機電產品開發與創新 2015年5期
劉帥(北京城市學院,北京 101300)
宏程序在非圓曲線內輪廓加工中的應用
劉帥
(北京城市學院,北京101300)
提出了非圓曲線內輪廓加工宏程序編程方法,以非圓曲線內輪廓橢圓為例,分析了內輪廓橢圓宏程序編制流程和刀具軌跡,應用宏程序的循環語句編制了內輪廓橢圓宏程序,為解決數控車削非圓曲線內輪廓加工技術難的問題提供了參考依據。
宏程序;內輪廓橢圓;數控車削
0 引言
所謂的 “數控編制”是指由分析零件圖樣到程序檢驗、加工樣件的全部過程。數控機床程序編制的方法有兩種,即手工編程和自動編程。在數控車削加工中,不具備非圓曲線類的零件,可運用數控系統具有的直線和圓弧插補運算在CAD/CAM軟件中自動生成程序完成零件的加工。而對于像橢圓、拋物線等非圓曲線類的零件,則數控系統提供的直線和圓弧插補功能無法滿足加工需求。雖然CAD/CAM軟件自動生成程序可完成此類零件的加工,但因其生成的程序冗長、精度難以控制、程序修改困難等缺點,不能很好的解決非圓曲線類零件的加工。
針對非圓曲線類零件加工存在的技術難點,通過分析宏程序編程格式和編程特點,以非圓曲線內輪廓橢圓為例,分析了非圓曲線內輪廓回轉體類零件的編程特點,應用宏程序的循環語句編制了內輪廓橢圓加工的宏程序。為研究宏程序在非圓曲線內輪廓零件中的應用提供了參考依據。
1 宏程序
宏程序是帶自變量的手工編程的精髓,用戶可以使用自變量進行算術運算、邏輯運算和函數的混合運算[1]。可以使用宏程序提供的跳轉語句、循環語句和子程序調用語句等功能解決非圓曲線類零件的加工。比CAD/ CAM軟件自動生成的程序更加快捷、迅速,充分彌補自動編程的不足等特點。FANUC數控系統采用宏程序分為A類用戶宏程序和B類用戶宏程序兩種。A類宏程序以G65Pxx Lxx的格式輸入,而B類宏程序則是以直接的公式和語言輸入,在FANUC OI系統中應用比較廣泛[2]。
本文以FANUC 0i數控系統采用B類用戶宏程序為例,進一步說明宏程序在內輪廓非圓曲線中的應用。宏程序具有以下三個特點:①可以在用戶宏主體中使用變量;②可以進行變量之間的運算;③可以用戶宏命令對變量進行賦值[3]。宏程序中變量的定義是在符號#后指定一個數字或一個表達式來定義。宏程序共分空變量(#0);局部變量(#1~#33);公共變量(#100~#199),(#500~#999),系統變量(#1000~)四種類型。利用變量可以進行算術運算、函數運算和邏輯運算。
宏程序語句包含算術或邏輯運算、控制語句(如GO-TO、DO、END)、宏程序調用指令 (如用G65、M98代碼調用宏程序)的程序段。在一般的加工程序中,程序按程序段在存儲器內的先后順序依次執行,使用轉移或循環語句可以改變、控制程序的執行順序。下面分別介紹宏程序的三種轉移和循環語句以及子程序調用指令。
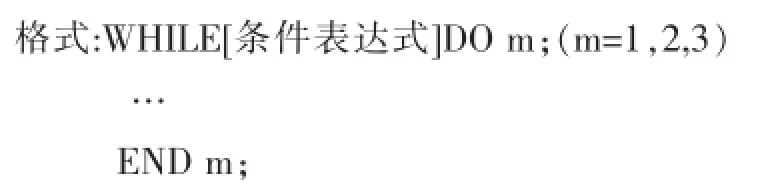
1.1WHILE循環語句作用:當指定的條件滿足時,執行WHILE從DO 到END之間的程序。否則,轉到END后的程序段。其中,m為標號,標明嵌套的層次,即WHILE語句最多可嵌套三層。
上述條件表達式中必須包括運算符且用括號 “[]”封閉。運算符由兩個字母組成,插在兩個變量中間或變量和常數中間,用于兩個值的比較,以決定他們是相等還是一個值小于或大于另一個值。常見的運算符見表1。
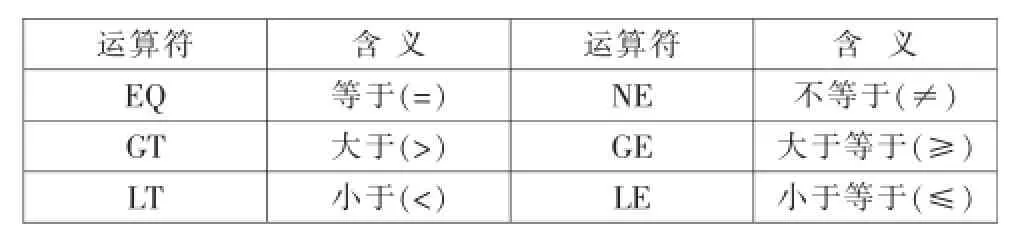
表1 運算符Tab.1 Operator
1.2子程序調用指令
在大多數數控系統中,子程序和主程序并無本質區別。子程序和主程序在程序號及程序內容方面基本相同,僅結束標記不同。主程序用M02或M30表示結束,而子程序在FANUC系統中則用M99表示子程序結束,并自動返回主程序功能。子程序在FANUC 0系列的系統中,子程序的調用可通過輔助功能指令進行,同時在調用格式中將子程序的程序號地址改為P,其常用的子程序調用格式如下:
M98 P××××L××××;
地址符P后面的4位數字為子程序號,地址L后面的數字表示重復調用的次數,子程序號及調用次數前的0可省略不寫。如果僅調用一次則地址L及其后的數字可省略不寫。
2 宏程序編制
下面以內輪廓橢圓工件為例,分析其宏程序的編制方法。采用的數控車床為FANUC 0i TC數控系統,工件毛坯為¢50×100,材料為鋁。內輪廓橢圓長半軸40 mm、短半軸10 mm,建立如圖1所示的工件坐標系。
2.1工件內輪廓編程
如圖1所示,工件的右端面與軸線的交點設計為工件原點,其編程坐標系X軸、Z軸方向如圖1所示。該零件加工遵循從右至左、由近至遠的加工原則。先用¢16mm的鉆頭手動進給完成鉆削,再用¢12mm的內孔車刀編制G71和
G70循環指令粗精加工¢20的內孔,最后編制宏程序完成內輪廓橢圓的加工。
零件進行手動鉆孔后,為保證精度,先進行內孔車削,確定其加工主程序。并確定內輪廓橢圓加工時鏜刀的起刀點,在主程序嵌入內輪廓橢圓宏程序的調用指令M98。其主程序如表2所示。
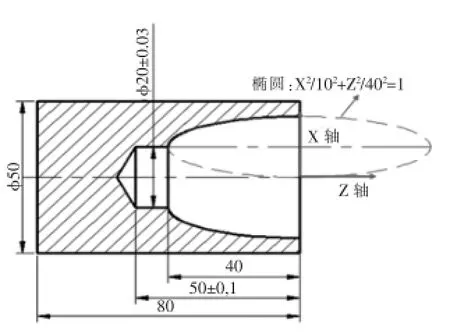
圖1 內輪廓橢圓零件全剖視圖Fig.1 The full profile view of the inner contour ellipse parts
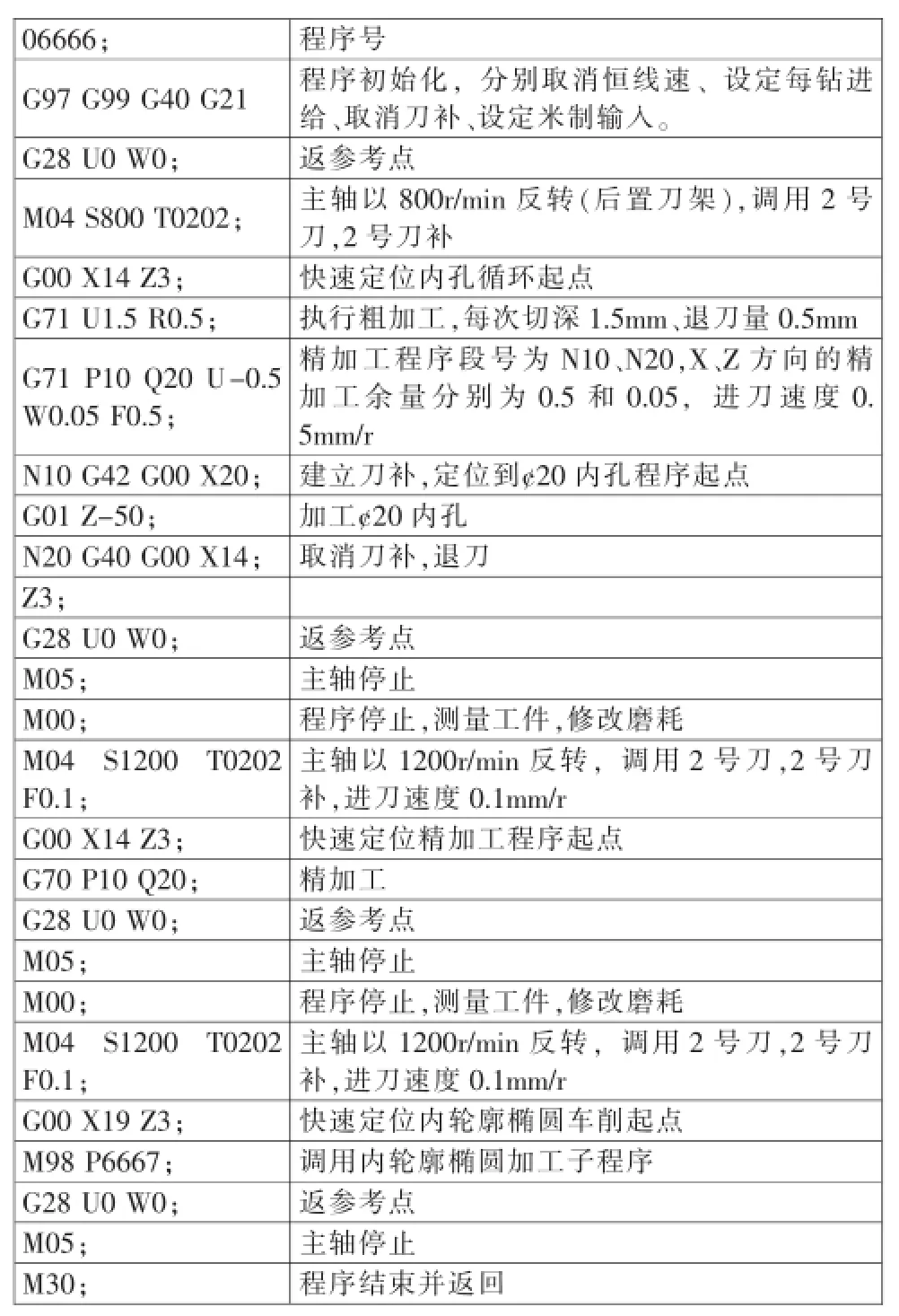
表2 零件主程序Tab.2 Part main program
2.2工件內輪廓橢圓宏程序設計
圖2 內輪廓橢圓宏程序直線逼近路徑Fig.2 The path of the linear approximation of the macro program in the inner contour
2.3內輪廓橢圓孔宏程序編制
經上述工藝和宏程序設計思路,編制出宏程序流程如圖3所示。依據內輪廓橢圓所設計的刀具軌跡以及宏程序流程圖,編制其宏程序如表3所示。
圖3 內輪廓橢圓宏程序流程圖Fig.3 Inner outline elliptic macro program flow chart
以上內輪廓橢圓宏程序在FANUC 0i TC數控系統運行良好,并完成了該工件的加工,其實物如圖4所示。
3 結論
利用宏程序的循環語句編制了內輪廓橢圓零件的宏程序,該宏程序在FANUC 0i TC系統上運行良好,很好地解決了數控車床上加工非圓曲線內輪廓工件的技術難題,拓展了宏程序在數控車削非圓曲線類零件的應用范圍。
表3 內輪廓橢圓宏程序Tab.3 Internal contour ellipse macro program

圖4 內輪廓橢圓工件加工實物圖Fig.4 Machining of inner contour ellipse workpiece
[1]黃啟紅.宏程序在非圓曲線類零件車削加工中的應用 [J].制造業自動化,2011,9.
[2]劉耀林,賈濤.橢圓宏程序編制方法與應用研究[J].制造業自動化,2009,7.
[3]黃康美.數控加工工藝與編程[M].西安:西安電子科技大學出版社,2006.
[4]吳勝強.宏程序在非圓曲線輪廓加工中的應用[J].機床與液壓,2009,4.
[5]張華,李增平,何世松.基于宏程序的非圓曲面數控車削編程[J].制造業自動化,2010,6.
[6]程啟森.非圓曲線的宏程序編制方法應用研究[J].現代制造工程,2010,3.
[7]葛衛國.基于宏程序在數控車床編程中的運用與探討[J].制造業自動化,2010,4.
[8]何成文.基于宏程序的拋物線曲面加工程序應用研究[J].煤礦機械,2006,12.
Application of Macro Program Instructions in the Non-circular Curve Inside Profile Machining
LIU Shuai
(Beijing City University,Beijing 101300,China)
The method of how to procese the internal non-circular curve profile by macro program was put forward.Take the inner outline of ellipse as an example,through analysed the process by the macro-program of the inner outline of ellipse,using loops of macro-program,it programs the CNC processing program for internal Surface of elliptic,and provides evidence to solve the difficult problem how to machine non-circle curve contour in the CNC turning machining.
macro program;hole of ellipse;CNC turning
TG659
Adoi:10.3969/j.issn.1002-6673.2015.05.046
1002-6673(2015)05-124-03
2015-06-11
劉帥,教師,學士學位。研究方向:數控加工技術。
