基于機器視覺的鋁箔紙涂油檢測系統的設計
2015-10-29 07:16:12胡承東王繼宏趙翠瓊
無損檢測 2015年10期
關鍵詞:檢測
胡承東, 周 斌, 王繼宏, 趙翠瓊
(1. 紅塔集團 玉溪卷煙廠, 玉溪 653100; 2. 玉溪市農業職業技術學院, 玉溪 653100)
?
基于機器視覺的鋁箔紙涂油檢測系統的設計
胡承東1, 周斌1, 王繼宏1, 趙翠瓊2
(1. 紅塔集團 玉溪卷煙廠, 玉溪 653100; 2. 玉溪市農業職業技術學院, 玉溪 653100)
GDX500型包裝機的鋁箔紙涂油系統,原機缺少檢測裝置,控制上較為粗放。設計了一套自動檢測裝置,用于實現啟動油路通道的精確控制。因涂油后的鋁箔紙與未涂油的鋁箔紙差別較小,普通檢測難以實現,基于新興的機器視覺技術,對系統構成,圖像處理,檢測算法,原機程序等方面進行了一系列分析與優化工作,并且使用MATLAB軟件對部分過程進行了模擬編程處理,獲得了較滿意的效果。
鋁箔紙涂油; 圖像分割; 二值化
GDX500型包裝機是意大利GD公司成熟的產品,但依然存在一些缺陷:原機的鋁箔紙松卷輥涂油裝置,是通過更改參數設置的方式,對箔紙紙張計數累計來進行涂油的,這種方式很粗放,容易造成少涂或涂油過量,進而造成鋁箔紙通道堵塞或涂油過量而污染煙支。資料表明,此類鋁箔紙涂油的檢測還是一個空白。隨著圖像處理技術[1]的發展,機器視覺[2]技術已廣泛應用于煙草制造業的質量檢測和監控。筆者設計了一套機器視覺自動檢測裝置來控制鋁箔紙涂油裝置的自動運行,提高了鋁箔紙涂油系統的精確性,可有效避免出現涂油過少或過量的問題,提高了設備運行效率和煙包質量。
1 系統結構
1.1檢測器的選擇
檢測系統的設計中,關鍵的環節是檢測器類型的確定。筆者通過對超聲波、漫反射、機器視覺檢測器進行模擬對比試驗來選擇檢測器;試驗方案為從生產現場采集一張一半涂油一半未涂油的鋁箔紙,使用上述三種檢測器對鋁箔紙采樣標本涂過油和未涂過油部分進行模擬檢測。檢測時,對前兩種檢測器,調節靈敏度觀察信號指示燈是否可以亮暗變化,是否有靈敏度調節余量;對于機器視覺檢測,則模擬拍攝一副圖片,通過處理軟件分析已涂油與未涂油部分,能否產生亮暗明顯的二值化圖像來代替亮暗信號,用閾值調節余量來代替靈敏度調節余量。試驗結果如表1所示。通過數據對比可以發現機器視覺是三種檢測器中效果最佳的。
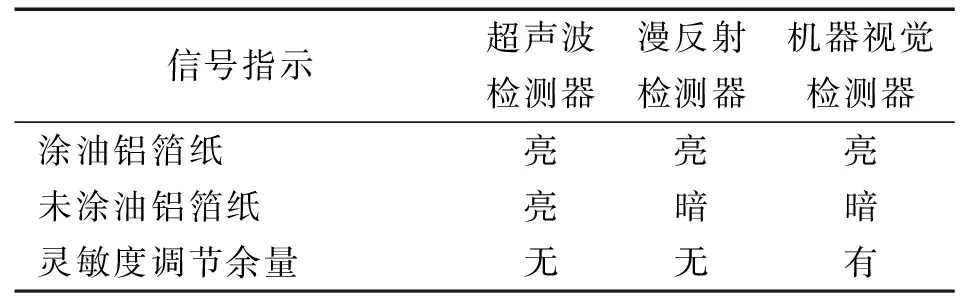
表1 幾種不同檢測器的模擬試驗信號
1.2CCD及光源的設計安裝
CCD(Charge-coupled Device)為電荷耦合元件,用于圖像傳感器。通過實地測量分析,可以把CCD與光源集成在一起的檢測頭安裝在涂油氈之后的鋁箔紙上方,通過支架來支撐,如圖1所示。
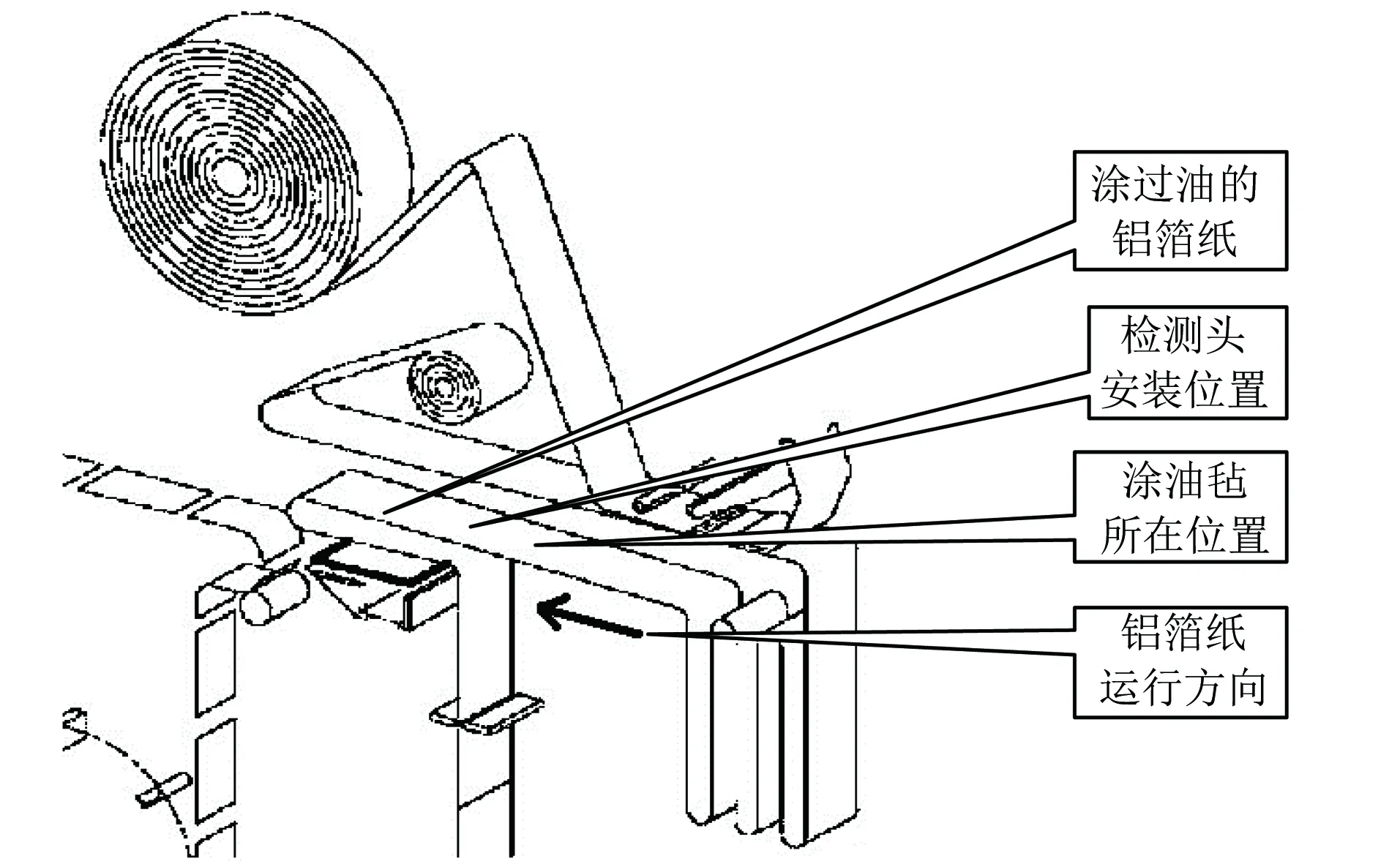
圖1 檢測頭安裝位置示意
工業現場光源一般為交流光源,由于CCD相機的掃描頻率非常高,若采用交流光源照明,CCD相機采集到的圖像將會出現明暗相間的條紋,也就是交流光源的紋波頻閃現象[3],如圖2所示。紋波頻閃會嚴重影響檢測結果,因此,必須使用無頻閃的直流光源,基于上述原因,系統采用LED[4]光源。
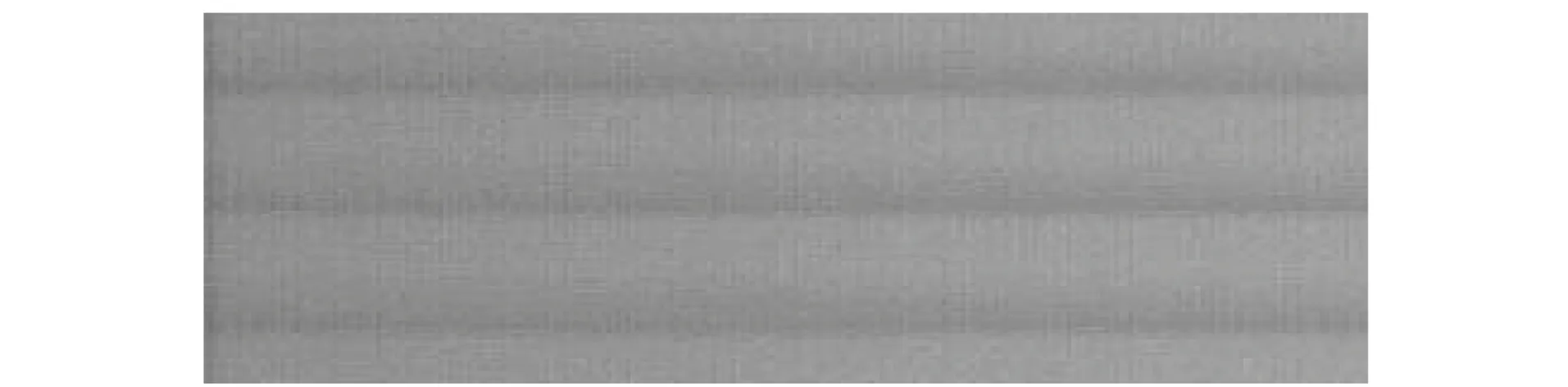
圖2 交流光源的紋波頻閃現象
1.3結構及控制
圖像采集裝置由原鋁箔紙張計數檢測器觸發,即計數檢測器每檢測一張鋁箔紙就觸發拍攝圖像一幅。具體為圖像采集卡檢測到采集信號后立即采集一幀BMP位圖格式的圖像;然后通過圖像采集卡將圖像數據送到圖像處理器,調用相應的軟件對圖像數據進行相應的處理及判別計算;判斷待測鋁箔紙上涂油圖像是否符合設定的標準,如果不符合標準則發出輸油信號,信號傳輸至包裝機主PLC輸入端,經過邏輯運算,再決定是否輸出涂油與否的信號。硬件構成如圖3所示。

圖3 硬件構成結構示意
2 技術實現
2.1機器視覺圖像處理
2.1.1圖像分割與二值化
在機器視覺領域中,相同集合的區域像素點具有相似的灰度等級,不同區域的像素點具有不相似的灰度等級。圖像二值化處理是指將一副灰度圖像轉化為只有黑、白兩種灰度等級的圖像(二值化圖像)[5-6],這樣做的目的是減少數字圖像處理信息量,提升處理速度,并且可以有效地從背景圖像中獲得目標圖像。
圖象分割領域里最成熟的方法是基于門限值[7]的分割法,灰度門限化二值化分割方法的最終目標是找出最佳的分割閾值來從背景圖像中分割出目標圖像。分割后的二值化圖像像素值只有兩個數字:0或1。假設一幅原始灰度圖像f(x,y),按一定的標準在f(x,y)中挑選一個恰當的灰度值作為閾值,分割處理以后獲得圖像g(x,y),可表示為:
(1)
或
(2)
式中:T為選擇的閾值。
但不同的閾值選取的分割效果卻有相當大的差異,圖4,5為原始圖和灰度圖以及不同閾值的分割效果圖像。其中圖4(a)為原始彩色圖像,圖4(b)為灰度圖像。
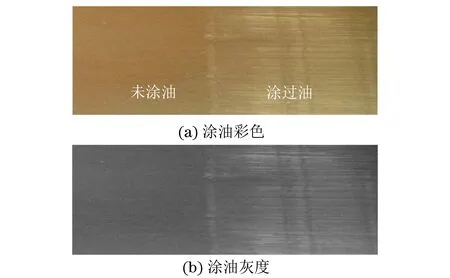
圖4 鋁箔紙涂油的彩色與灰度圖片

圖5 不同閾值選取進行二值化處理后的圖像
以圖5為不同閾值選取來進行二值化處理后的圖片,以便進行視覺效果對比分析。
由圖5可發現,閾值T=100時,閾值取得太過了,許多背景圖像也被取到了目標特征里;T=140時,閾值選取不足,許多特征目標沒有分割出來;T=120時,目標圖像與背景圖像分割較好,是相對合理的閾值選取。故閾值選取對圖像分割相當重要,是一個很關鍵的步驟;閾值選取得好,能夠把灰度圖像的背景圖像和目標圖像很好地分割開,選取得不好則不能很好區分目標與背景。
2.1.2最佳分割閾值
對最佳閾值分割選取了兩種較有代表性的方法進行比較,一種是灰度直方圖閾值選取分割法;另外一種是最大方差閾值分割法。第一種方法是對圖像的灰度圖進行直方圖處理,如果直方圖具有明顯的雙峰特征,即如果目標與背景圖像在較暗或較亮的灰度級上形成了一個明顯波峰波谷,就可把直方圖雙峰之間的谷底灰度值作為閾值選取來進行圖像的二值化分割處理,獲得目標圖像和背景圖像。但這種分割法首要的一個條件就是直方圖必須呈現明顯的雙峰特征,直方圖是否能夠獲得雙峰特征跟圖像的像素分布有關。文中使用MATLAB模擬軟件進行編程處理,獲得鋁箔紙涂油圖像的灰度直方圖[8]如圖6所示。
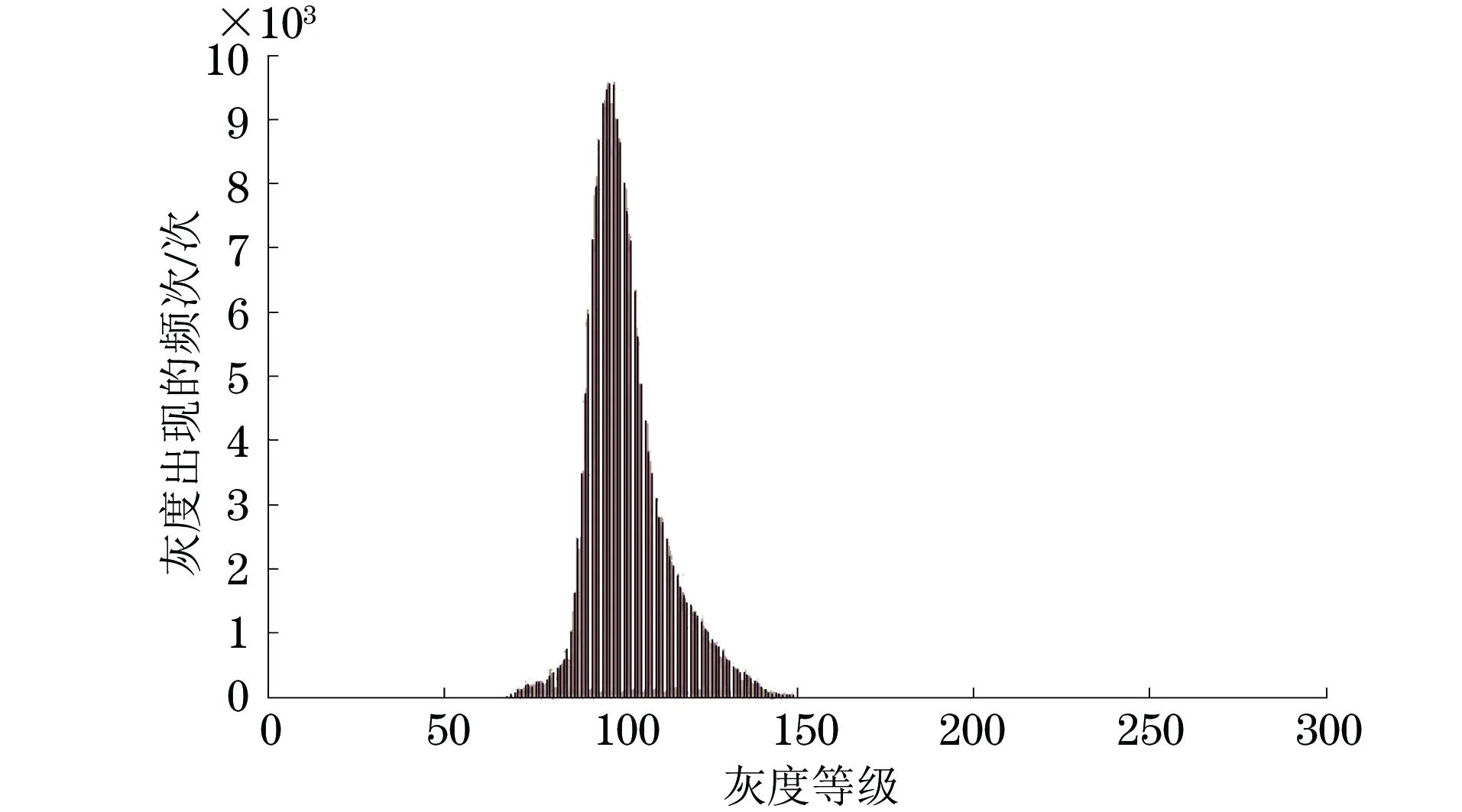
圖6 鋁箔紙涂油灰度直方圖
圖6的灰度直方圖并沒有呈現明顯的雙峰特征,所以不能使用這種方法。此系統研究的另外一種方法是“最大方差閾值”[9-10]分割法,它是在差別與最小二乘法原理的基礎上推導出來的,其原理為:將直方圖在某一閾值處分割成兩組,當被分成的兩組間方差為最大時,決定閾值。設一幅圖像的灰度值為1~m級,灰度值i的像素數為ni,此時得到式(3),(4)。
像素總數為:
(3)
各灰度值的概率為:
(4)
然后用T將其分為兩組C0={1~T} 和C1={T+1~m},各組的概率如下:
C0產生的概率為:
(5)
C1產生的概率為:
(6)
C0的平均值為:
(7)
C1的平均值為:
(8)
全部采樣的灰度平均值為:
(9)
兩組間的方差可用下式求出:
(10)
從1~m改變T,求式(10)為最大值時的T,也就是求maxδ2(T)時的T*值,此時,T*便是閾值。δ2(T)被稱作閾值選擇函數。利用MATLAB模擬編程[11]處理圖片,以測試最大方差閾值法在鋁箔紙涂油圖像處理中的應用效果,獲得了較滿意的效果,圖7為利用最大方差閾值處理后獲得的鋁箔紙涂油二值化圖。
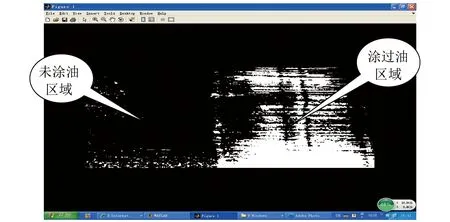
圖7 利用最大閾值方差處理后的鋁箔紙涂油二值化圖
2.2檢測算法
2.3試驗驗證
針對圖片處理結果和檢測算法設計,對該系統的可行性進行了試驗驗證。在工業現場的設備運行過程中,分別使用同樣的拍攝工具和在同樣的拍攝環境下,采樣了20張涂過油的鋁箔紙和20張沒有涂過油的鋁箔紙標本圖片,將圖片標本都采用最大方差閾值處理后獲得的40幅二值化圖片,使用MATLAB對其中特征最明顯的相同區域a1進行圖像剪切,a1=imcrop(a,[75 58 220 100]),得到N×M=145×42=8410的一個區域子圖像,同樣再使用MATLAB工具對其進行像素點統計。
通過上述處理,獲得了40組數據,數據如表2,3所示。
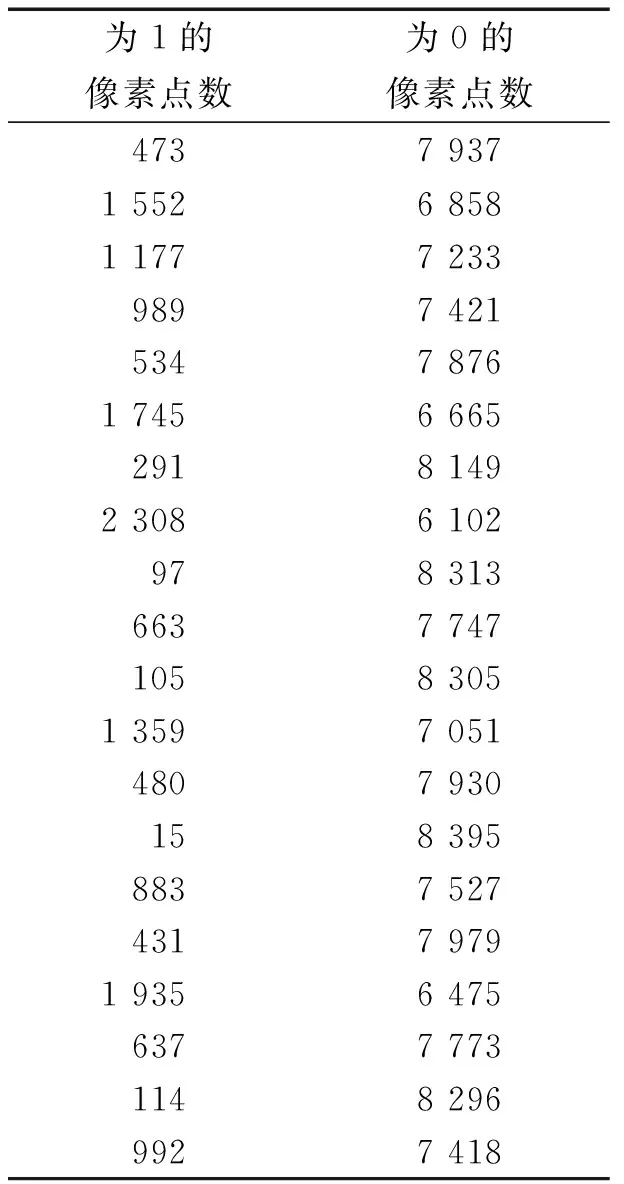
表2 涂過油的鋁箔紙像素點統計
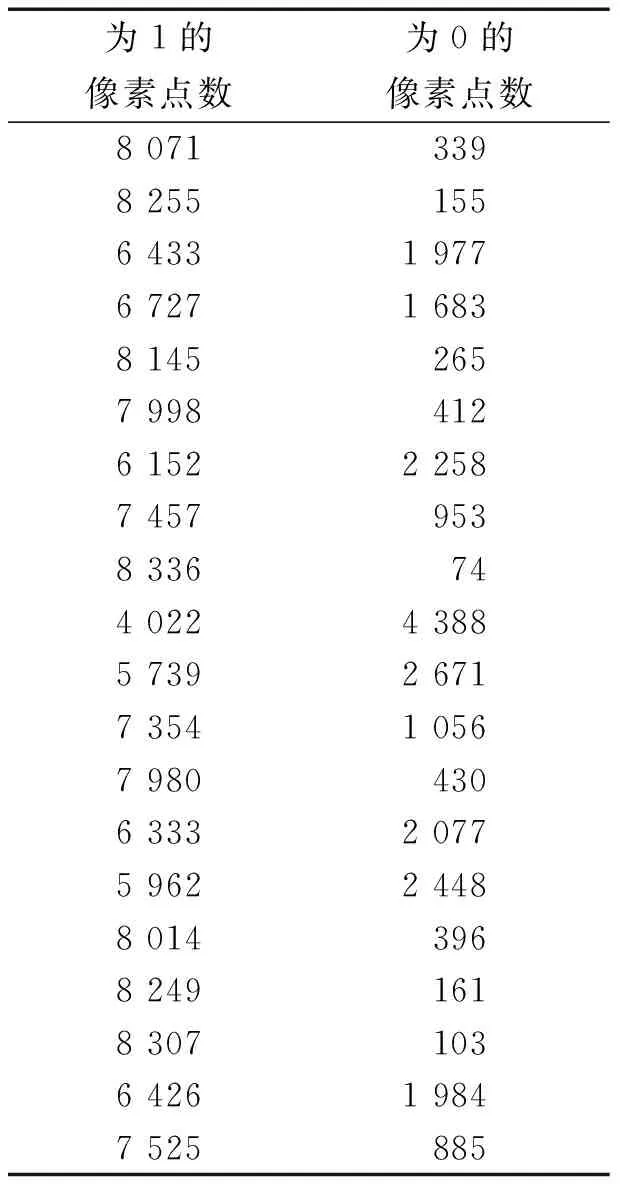
表3 未涂過油的鋁箔紙像素點統計
通過表2,3的數據統計可發現,λ=8 410/2=4 205時,只有一個數據不滿足要求。在未涂過油的鋁箔紙像素點統計中,按設計思想是所有為零的像素點數必須滿足J≤λ,但有一組4 388>λ;考慮到工業現場情況復雜,拍攝的圖像帶有噪聲,這一組數據可以忽略,其他數據都是滿足要求的。
2.4GD系列包裝機程序的修改
由于工業現場環境惡劣,振動大、灰塵多、鋁箔紙傳送過程不穩定等原因,機器視覺CCD拍攝的照片帶有很大的噪聲,存在圖像失真及變形等問題,雖然圖像處理軟件帶有圖像降噪,圖像校正等處理功能,但仍然不能完全消除不利影響,所以一幅圖像或幾幅圖像往往不具備代表性。筆者對此套檢測系統的檢測方式的設計思想是:利用包裝機原有的計數信號,每檢測計數一張鋁箔紙,檢測系統就拍攝并處理一幅圖像;如果機器視覺圖像檢測J≥λ,輸入端口信號為1,則認為鋁箔紙涂油充分,不需要開啟輸油動作;如果累計有10幅圖像處理后都為J<λ,輸入端口信號為0,才啟動鋁箔紙輸油信號,以這個標準對包裝機程序進行修改編寫。
3 結論
(1) 設計的鋁箔紙涂油檢測系統采用計算機處理的機器視覺檢測方式,檢測信號十分可靠;能夠將包裝機鋁箔紙涂油方式由粗放型升級改造為精確型。
(2) 由于檢測頭和光源集成在一起,系統占用的空間很小,不影響正常操作,不影響安全聯鎖防護門等安全裝置。
(3) 系統能精確檢測下油量,可有效減少鋁箔紙缺油造成的鋁箔紙輸送折疊通道堵塞。
但是,由于開發機器視覺圖像處理軟件復雜性很高,工作量龐大。這一塊內容必須交由專業的科技公司來完成。筆者提出技術方案,做了一些可行性的系統研究,并采用模擬軟件進行編程處理并獲得了較滿意的效果。
[1]孫君頂,趙珊. 圖像低層特征提取與檢索技術[M]. 北京: 電子工業出版社, 2009.
[2]WESLEY E S, HAIRONG Q. 機器視覺教程 [M]. 林學閆,崔錦實,趙清杰,等, 譯. 北京: 機械工業出版社, 2012.
[3]王俊波,謝秀秀,曹玲玲,等. 室內可見光通信中的分數間隔均衡技術[J]. 光學 精密工程, 2012(1): 30-36.
[4]趙紫薇,紀獻兵,徐進良, 等. 大功率LED的壽命與散熱技術的研究進展[J]. 微電子學, 2013(4): 107-112.
[5]PARKER J R. 圖像處理與計算機視覺算法及應用[M]. 景麗,譯. 北京: 清華大學出版社,2012.
[6]宋佳佳,周海軍,汪濤. 平板數字成像技術在ASME產品焊縫檢測中的應用[J]. 無損檢測, 2014, 36(1): 84-87.
[7]CORNELOUP G, MOYSAN J, MAYNIN I E. BSCAN image segmentation by thresholding using cooccurrence matrix analysis[J]. Pattern Recognition, 1996, 29(2): 281-296.
[8]RAFAEL C G, RICHARD E W, STEVEN L E. 數字圖像處理的MATLAB實現[M]. 阮秋琦,譯. 北京: 清華大學出版社, 2013.
[9]黃慶明,潘少靜,劉成君,等. 一種改進的基于大津自動閾值選擇法的分窗二值化過程[J]. 微電子學與計算機, 1991(10): 7-19.
[10]許曉麗. 基于聚類分析的圖像分割算法研究[J]. 信息與信號處理, 2012(4): 5-12.
[11]楊先明,郭艷,王海濤,等. 超聲相控陣成像仿真系統研制[J]. 無損檢測, 2013, 35(10): 74-77.
The Design of Aluminized Paper Oil Detection System Based on Machine Vision
HU Cheng-dong1, ZHOU Bin1, WANG Ji-hong1, ZHAO Cui-qiong2
(1. Yuxi Cigarette Factory, Hongta Group, Yuxi 653100, China;2. Yuxi City Agriculture of Career Technical College, Yuxi 653100, China)
For the foil oiling system of GDX500 packing machine, the original machine lacks detection device, and its control is short of precision. A set of automatic detection device is designed to realize the accurate control of the starting circuit. For the minor differences between oiling aluminum foil paper and non-oiled foil, ordinary detection method is difficult to identify. Based on the emerging machine vision technology, a series of analysis and optimization were made for the system structure, image processing, detection algorithm and original machine procedures, and MATLAB software programming and simulation processing on part of the process were used, and satisfactory results were obtained.
Oiled aluminized paper; Image segmentation; Binary process
2015-03-09
胡承東(1976-),男,工程師,主要研究方向為現代檢測技術。
10.11973/wsjc201510017
TG115.28
A
1000-6656(2015)10-0072-05
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48