SF6氣體絕緣金屬封閉母線氣室的復雜故障分析
2015-10-29 02:22:18鄭建任敬國袁海燕王輝王斌
山東電力技術 2015年12期
關鍵詞:故障
鄭建,任敬國,袁海燕,王輝,王斌
(國網山東省電力公司電力科學研究院,濟南250003)
·經驗交流·
SF6氣體絕緣金屬封閉母線氣室的復雜故障分析
鄭建,任敬國,袁海燕,王輝,王斌
(國網山東省電力公司電力科學研究院,濟南250003)
分析某換流站550 kV SF6氣體絕緣金屬封閉母線氣室故障,提出一種用于母線氣室的復雜故障分析流程。故障發生后,借助SF6分解物檢測對故障位置進行定位,通過現場解體檢查對故障原因進行初步分析,然后通過返廠解體例行試驗和驗證性試驗詳細分析故障原因,最終確定故障的準確原因,并提出預防控制措施,為設備的運維和檢修提供可靠有效的指導。
SF6;母線;故障分析
0 引言
氣體絕緣金屬封閉輸電線路(Gas Insulating transmission Line,GIL),俗稱“管道母線”,是一種采用SF6等絕緣氣體為絕緣介質,接地外殼與內部管狀導體同軸布置的高電壓、大電流、長距離電力傳輸設備。主要由接地的鋁合金外殼和鋁合金導體、絕緣子、SF6絕緣氣體、密封圈等部分組成。外殼的連接主要采用分段焊接,導體的垂直段采用插接連接,水平段采用螺接方式。
GIL組合電器在生產和現場安裝過程中,由于工藝缺陷或人為原因,導致設備存在安全隱患。由于GIL模塊化設計,結構緊湊,因此,若發生事故其影響范圍大,且故障原因查找困難,檢修時間長,對系統的持續供電造成影響[4-6]。所以,需要對GIL相應氣室的故障進行分析,從設計、安裝工藝上提出針對性建議,有利于降低設備的故障率,提高設備生命周期。
以某直流輸電系統換流站550 kV母線氣室故障為例,詳細地描述母線氣室故障的分析流程。首先,檢測SF6分解物對故障氣室進行定位;接著,進行現場解體檢查,確定氣室內的故障位置并對故障原因進行初步分析;然后,返廠進行例行試驗和驗證性試驗,對故障原因進行詳細分析并利用試驗予以驗證;最后,根據各試驗結果確定故障的準確原因,并提出相應的預防控制措施,
1 母線氣室故障情況
1.1故障發生過程
2014年某日,天氣晴朗,某直流線路功率由2 800 MW升至3 300 MW過程中,無功控制自動投入5611小組濾波器,20 s后,500 kV 62 M號母線保護1、2動作跳閘出口,第五串5051、5052開關及小組濾波器5621、5624、5625跳閘。故障500 kV GIL為2010年3月出廠,2010年10月投運。
1.2現場檢查
現場檢查發現5051開關C相氣室、500 kV交流濾波器場至62 M之間封閉母線5號氣室有明顯的臭雞蛋氣味。其中5號氣室SF6分解產物HF、H2S體積分數分別達到1.20 μL/L、26.8 μL/L,5051斷路器C相氣室SF6分解產物雖有SO2、CO但無HF、H2S這兩種典型的閃絡故障特征氣體,其余氣室正常。SF6分解物檢測結果見表1。

表1 SF6氣體分解物檢測μL/L
1.3現場解體檢查
現場對故障母線氣室進行解體檢查,如圖1所示。該氣室中發現大量灰白色粉塵;氣室隔段盆式絕緣子表面被電弧灼傷熏黑,觸頭屏蔽罩被電弧灼傷缺損,相鄰導體有電弧灼傷;在罐體底部發現一根黑色橡膠條,觸頭中緩沖膠墊損壞。各部件燒損情況具體如下。
盆式絕緣子表面灼傷。盆式絕緣子凸側表面約3/4面積灼傷熏黑,如圖1(b)。
屏蔽罩燒損。在屏蔽罩與導體對接的開口位置產生長度80 mm、最寬處約25 mm的缺口;在屏蔽罩中部產生直徑17 mm的圓形灼傷缺損;在屏蔽罩與盆式絕緣子連接位置產生直徑17 mm的圓形灼傷缺損,如圖1(c)。
橡膠條碳化。在現場解體后,母線罐體底部發現長度350 mm、寬度2~4 mm、厚度3 mm呈黑色的橡膠條,后經確認其原本為乳白色,黑色為閃絡時因電弧灼燒造成其表面碳化,如圖1(d)。
均壓罩內緩沖膠墊損壞。緩沖橡膠墊3/4外圓周被切下,缺損部分的尺寸與罐體內部的橡膠條相吻合,如圖1(e)。
導體燒損。在導體外表面與屏蔽罩半圓形燒損對應位置產生長度250 mm、寬度200 mm的燒損,主要閃絡痕跡集中在距導體端部100 mm的位置,如圖1(f)。
殼體燒損。在殼體內表面與導體燒損對應位置產生長度1/3罐體圓周、寬度350 mm的燒損,在殼體上主要產生1大2小共3處深約1 mm的小坑,如圖1(g)。
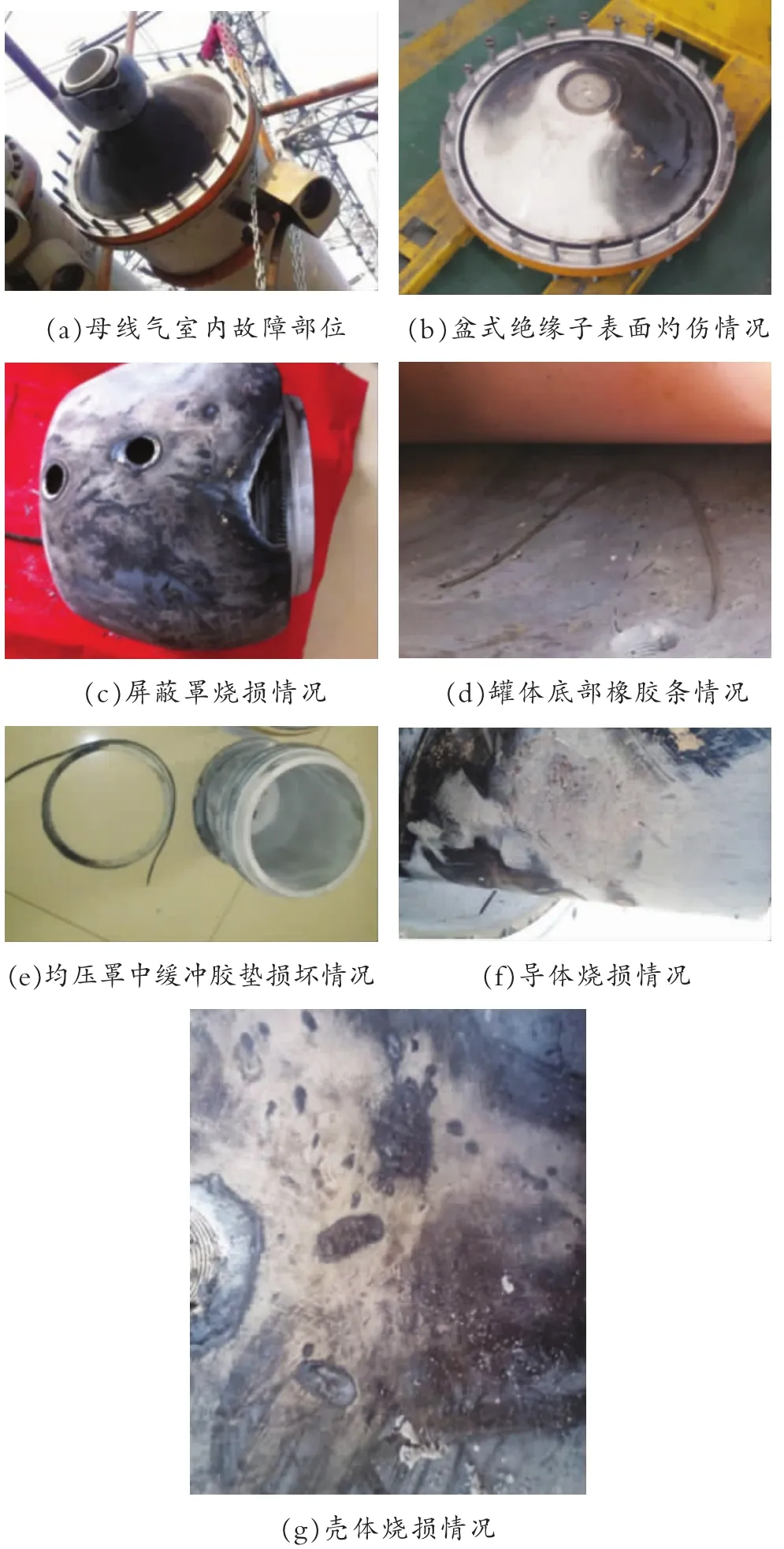
圖1 故障母線氣室現場解體檢查
2 返廠試驗檢查
2.1盆式絕緣子試驗
對盆式絕緣子清理,去除表面碳化物,并進行表面打磨,如圖2所示。
對盆式絕緣子X射線探傷,未發現異常。
對盆式絕緣子進行電性能試驗,SF6充氣壓力0.4 MPa(20℃表壓),工頻耐壓740 kV 1 min,耐壓試驗通過;在381 kV下進行局部放電試驗,局部放電值≤3 pC,局部放電試驗未發現異常。

圖2 清理前后的盆式絕緣子
2.2模擬放電試驗
在氣室內故障位置附近發現橡膠條,為驗證其是否會引發放電,進行模擬試驗。
1)沿緩沖墊外緣剪下橡膠條,模擬現場情況,其長度350mm、寬度2~4mm、厚度3mm,如圖3(a);
2)模擬現場情況,將橡膠條固定在觸頭屏蔽罩上,如圖3(b);
3)將觸頭安裝在母線中,如圖3(c);
4)對該母線進行工頻耐壓試驗,如圖3(d)。

圖3 模擬放電試驗
工頻耐壓試驗中試驗電壓升高至270 kV時出現局放信號,局放值在20~30 pC之間,繼續升壓,局放值隨電壓值升高而升高,當升壓至337 kV時,發生對地閃絡,閃絡前其局部放電值為45 pC左右。對試驗母線解體檢查時發現在觸頭、導體和罐體中均有放電痕跡,其位置與現場放電位置基本一致。該試驗基本再現了現場故障的情況,橡膠條可以引發擊穿放電故障。
2.3橡膠條產生原因分析
引起本次放電故障的橡膠條為觸頭內部橡膠緩沖墊的一部分,該橡膠緩沖墊安裝在導體與觸頭之間,起到在運輸過程中防止觸頭和導體間磕碰的緩沖作用,安裝位置如圖4。該橡膠緩沖墊材質為三元乙丙橡膠,硬度為70度,尺寸外徑180 mm、內徑152 mm、厚度3 mm。

圖4 模擬放電試驗中橡膠緩沖墊安裝位置
通過分析橡膠條的產生位置和形狀,橡膠條應為導體(導體尺寸內徑170 mm、外徑184 mm、內徑倒角圓弧半徑2 mm、外徑不倒角)和觸頭限位臺(限位臺直徑178 mm)發生擠壓而產生的。
該母線在廠內裝配導體時,按照廠家相關工藝流程,使用一系列工裝器具來保證裝配質量,可保證導體與觸頭裝配過程中兩者間不會產生較大的沖擊力。
在運輸過程中,由于導體和觸頭強烈撞擊,造成橡膠緩沖墊損壞,或在現場安裝過程中,可能存在安裝工器具使用不規范,造成觸頭和導體對中偏差,造成橡膠緩沖墊損壞。而在投運后,由于導體微震繼續擠壓橡膠緩沖墊,導致橡膠緩沖墊損壞進一步擴大,最終被切斷成橡膠條,并掉落到均壓罩與導體間的空隙中。
3 故障原因分析
結合上述分析及各部件的燒損情況,可斷定橡膠條為本次閃絡的產生原因。該橡膠條從橡膠墊脫落后在其自身重力和導體運行中的微震等外力作用下,在導體和均壓罩中間的空間緩慢運動,最終從觸頭屏蔽罩與導體間的縫隙脫出(觸頭屏蔽罩開口直徑196 mm、導體外徑184 mm、間隙6 mm,絕緣條寬2~4 mm、厚3 mm,小于縫隙寬度),當絕緣條的一端觸碰到罐體時,將帶電導體和殼體之間的氣隙連通,該處的電場發生變化而產生對地絕緣破壞,引發了本次放電故障。電弧在該位置產生后,向電場較集中的觸頭屏蔽罩中部移動,造成觸頭屏蔽罩中部的圓形燒損。該電弧在電動力的作用下沿觸頭屏蔽罩向盆式絕緣子方向移動,電弧到達盆式絕緣子后將其表面及觸頭屏蔽罩底部燒傷。放電示意如圖5所示。

圖5 放電示意圖
4 結語
詳細分析了某直流換流站550kV母線氣室故障,給出了母線氣室復雜故障的分析流程。該分析中,利用SF6分解物檢測對故障氣室進行定位,通過現場解體檢查、返廠例行試驗和驗證性試驗相結合的方法來分析和確定故障的準確原因,并根據試驗結果對故障原因進行詳細地說明。
為防止類似事故的發生,要求對安裝現場發現振動超標的產品,必須進行相關檢查,有必要時應返廠處理,對檢查的過程和結果應進行詳細記錄,并歸檔備查。加強現場安裝工藝控制,嚴格按照相關產品安裝工藝流程進行現場安裝。加強現場帶電檢測工作。結合設備年度檢修,對1~2處類似結構母線進行開罐檢查,確定是否有類似情況發生。
[1]湯銘華.GIS組合電器典型故障分析及改進[M].廣州:華南理工大學,2013.
[2]王晶晶.SF6全封閉式組合電器分解產物診斷技術應用研究[M].廣州:華南理工大學,2013.
[3]胡紅紅,鐘建靈,鄭亞君.運行中SF6全封閉組合電器的故障檢測[J].中國電力,2012,43(12):19-22.
[4]張宇嬌,莊曰平,程炯.SF6氣體絕緣全封閉組合電器故障分析[J].高電壓技術,2011,31(7):1719-1727.
[5]王彩雄,唐志國,常文治,等.氣體絕緣組合電器尖端放電發展過程的試驗研究[J].電網技術,2011,35(11):157-162.
[6]齊波,李成榕,耿弼博,等.GIS設備絕緣子高壓電極故障局部放電嚴重程度的診斷與評估[J].高電壓技術,2005,31(1):89-90.
Complex Fault Analysis of Gas Insulated Metal-Enclosed Transmission Line
ZHENG Jian,REN Jingguo,YUAN Haiyan,WANG Hui,WANG Bin
(State Grid Shandong Electric Power Research Institute,Jinan 250003,China)
A complex fault of SF6gas insulated metal-enclosed bus-chamber is analyzed and a method for the bus-chamber fault analysis is proposed.Once a failure occurs,fault position can be located by SF6decomposition detector.The preliminary analysis can be conducted by strip inspection.And then specific analysis can be carried out through routine test and verification test.Finally,causes of the fault are determined by experiment results and prevention measures are put forward,which provide reliable and effective guidance for operations and maintenance of the equipment.
SF6;bus bar;fault analysis
TM595
B
1007-9904(2015)12-0042-04
2015-08-12
鄭建(1984),男,工程師,從事開關過電壓類設備技術監督與狀態評價工作。
國網山東省電力公司科技項目(520626150010)
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
