基于PLC的磁環搬運機械手設計
2015-10-30 07:20:30鄭紅梅閆其龍丁曙光黃海元
制造業自動化 2015年8期
鄭紅梅,閆其龍,陳 科,丁曙光,黃海元
(合肥工業大學 機械與汽車工程學院,合肥 230009)
0 引言
釹鐵硼磁環由于其優異的磁性能而被稱為“磁王”。釹鐵硼具有極高的磁能積和矯頑力,同時高能量密度的優點使釹鐵硼永磁材料在現代工業和電子技術中獲得了廣泛應用[1],相應地對磁環生產質量和生產效率提出很高要求。
該釹鐵硼磁環屬于粉末冶金壓制品,具有鐵磁性。壓制成型的磁環需要搬運碼放之后燒結固化,在未進行燒結前,脆性大、易碎;抓取移動過程中要保持產品的結構完好,產品結構如圖1所示。實際生產中搬運碼放的工序由人工完成,生產效率低,人工成本高;而且人工抓取容易使工件變形甚至報廢,生產質量無法保障。
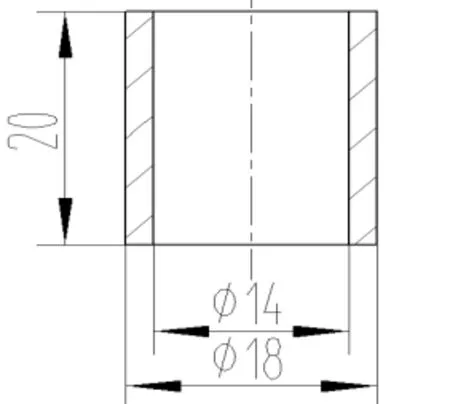
圖1 釹鐵硼磁環工件圖
為此,開發一種三自由度搬運機械手[2],該機械手手爪使用吸盤吸取工件避免磁環受徑向力作用變形,X、Y兩個方向的協調運動完成碼放工作。
1 搬運機械手總體設計
粉末冶金成型機的工作速度是每分鐘成型12個磁環,在生產周期內,要求將壓制完成的釹鐵硼磁環自動吸取、移送、擺放;擺滿整個托盤后能夠自動卸盤、上盤并回到初始裝盤處繼續擺放工件;磁環在工件存放盤的擺放要緊湊,在達到精度要求的前提下盡量節省工件存放盤的擺放空間。同時具有自動循環、手動和調試工作模式,以及故障報警、緊急停止等安全功能。
1.1 搬運機械手組成
根據以上設計要求,整個搬運機械手可分為控制系統、傳動系統、執行系統、監控系統等部分組成。傳送過程要求精確定位且平穩運轉實現平穩運轉,為此選用同步帶結合滾珠絲杠的傳動方案。由于釹鐵硼磁環脆性大,取工件執行機構不能使用夾持機械手方案,而粉末冶金具有鐵磁性,選用電磁吸盤吸取工件[3]。選用的釹鐵硼磁環搬運機械手設計方案如圖2所示。
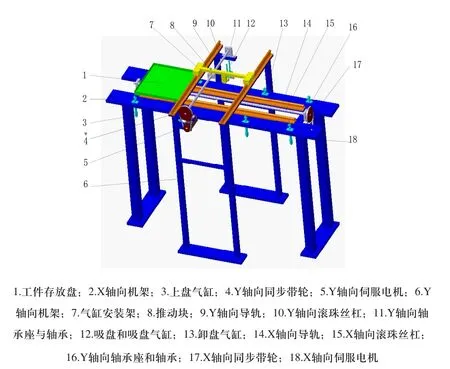
圖2 釹鐵硼磁環搬運機械手設計方案
1.2 機械手工作過程分析
系統啟動后,首先回到初始工作狀態——Y向絲杠歸原點(磁環推出位置)和X向絲杠歸原點(存放盤上盤位置),同時上盤氣缸3頂起,卸盤氣缸13和吸盤氣缸12收回。
XY工作臺協調運動完成定位擺放工作,Y向絲杠定位磁環X向位置,X向絲杠定位磁環Y向位置。Y向絲杠每擺滿一列工件,X絲杠移動一個列間距的距離。
抓取、放下磁環通過吸盤和吸盤氣缸完成,吸盤氣缸下降到吸盤和磁環有效動作的距離內,吸盤通電,吸取工件;吸盤斷電則放下工件。
上盤和卸盤動作可分解為如下過程:人工將存放盤放在上盤氣缸上,當X向絲杠歸原點后,上盤氣缸3落下,將存放盤放置在絲杠螺母載物臺上,X向絲杠帶動存放盤運動到指定初始擺放位置完成上盤動作。當存放盤滿盤后,X向絲杠快速移動到卸盤位置,卸盤氣缸13頂起,完成卸盤動作。操作工人在下一個工件存放盤滿盤之前,搬走缷盤氣缸上支撐的滿工件存放盤,并在上盤氣缸上放一個空盤。
2 機械手控制系統設計
PLC是整個控制系統的核心,主要完成信號的采集和處理、伺服定位控制、氣動系統控制、系統運行狀態指示等功能[4]。伺服驅動器作為驅動設備,接收來自PLC的指令脈沖,驅動電機完成高精度的定位,并反饋給PLC伺服準備就緒、伺服完成和伺服報警等信號。氣缸是主要的執行機構,通過PLC控制電磁換向閥完成對氣缸的控制。機械手控制系統組成如圖3所示。
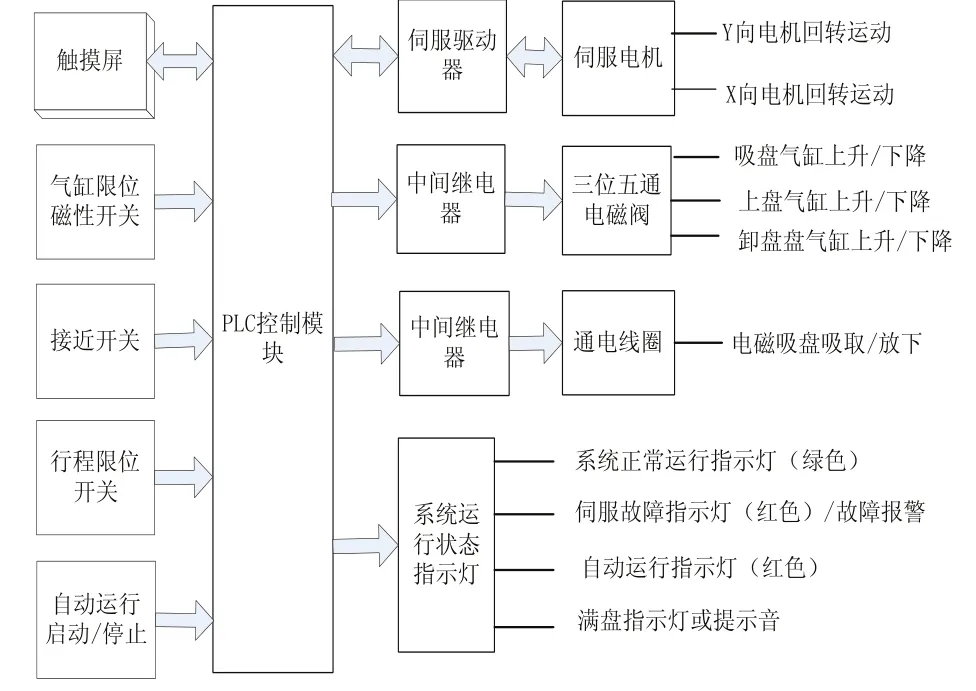
圖3 機械手控制系統組成
2.1 PLC的選擇
在選擇PLC時需要考慮以下幾點[5]。
1)PLC控制器以及允許的拓展模塊的I/O總點數能夠滿足控制要求。
2)PLC硬件配置和控制功能相適應。
機械手控制系統主要的I/O點是被位置檢測開關、報警指示燈以及伺服控制端口占用。估算控制系統需要24個輸入點,19個輸出點;留取15%的余量,從而選取輸入點28個,輸出點22個。
PLC通過脈沖輸出控制伺服電機運動,PLC要實現同時控制兩個伺服電機運動,因此PLC至少需要兩個脈沖輸出端口。
選擇西門子S7-1214C為PLC控制器[6]。CPU主板擁有4路脈沖輸出(最高頻率100KHZ),可擴展多達8個I/O信號模塊;完全滿足機械手控制要求。同時還擁有一個PROFINET接口用于編程、HMI和PLC間通信。
2.2 系統I/O分配
伺服驅動器1和伺服驅動器2分別表示釹鐵硼磁環搬運機械手Y向絲杠和X向絲杠伺服運動。伺服驅動器與PLC之間的信息交換包括伺服準備就緒、定位完成、故障報警;脈沖輸出、脈沖方向、指令脈沖禁止輸入、伺服使能、報警解除[7]。PLC與外部環境信息交換包括一些工件和載物盤位置檢測接近開關、工作臺極限位置限位、氣缸上下行程限位、氣缸控制電磁閥等。為了方便調試、使用和故障分析,需要一些手動控制按鈕和狀態指示燈等輸入輸出設備。
2.3 PLC的I/O接線
本系統屬于非高精度位置控制系統,脈沖輸出方式采用脈沖串加脈沖方向。PLC的輸入是24V,伺服驅動器的輸入端口是5V的TTL電平,因此PLC與伺服驅動器的端口之間需要串接2K的分壓電阻。
氣動系統的電磁閥不能直接由PLC輸出驅動,需要使用一個中間繼電器(RY)隔離控制;伺服驅動器輸出的信號是5V的TTL電平,PLC也不能直接使用,需要使用中間繼電器(KA)隔離控制(中間繼電器需并聯續流二極管以保護輸出接口)。西門子系列的PLC輸入端口是源/漏兩用型的[8],將輸入的M(1M、2M、3M)端口接電源負極時用作源型輸入(低電平有效),因此要選用PNP型的三線制常開接近開關。PLC的輸出是高電平輸出有效,所有PLC輸入到驅動器的信號,用共陰極接法連接。
2.4 伺服驅動器參數設置
X、Y方向的運動控制是該搬運機械手定位擺放的關鍵,需要合理地配置伺服驅動器的參數,使伺服電機的運動滿足定位精度和運行速度要求。伺服驅動器參數設置過程如下[9]。
1)設置伺服驅動器的電子齒輪比。電子齒輪比的設置與脈沖當量有關,磁環擺放的間距被設定為1mm,定位精度要求不高。而電子齒輪比的設置范圍在1/1000~1000之間,脈沖當量選擇過大會使電子齒輪比超出允許范圍。根據公式(1)當選取脈沖當量為L=0.001mm時,電子齒輪比為873,符合以上要求。配套伺服電機采用20位增量式編碼器,同步帶減速比為1,絲杠螺距D=12mm,則伺服驅動器的電子齒輪比為:

PLC的最高脈沖輸出頻率為100KHZ,在最高頻率下電機所能達到轉速Smax為:
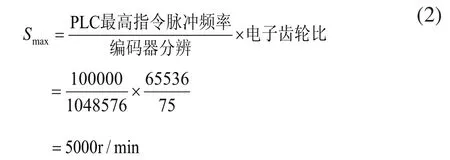
伺服電機的額定轉速為3000r/min,最高轉速為6000r/min,所選電子齒輪比能夠滿足電機運行速度范圍。
2)根據位置控制要求,伺服驅動器需要設定在位置控制模式下,指令輸入方式為脈沖序列+脈沖符號。參數設置情況如表2所示。
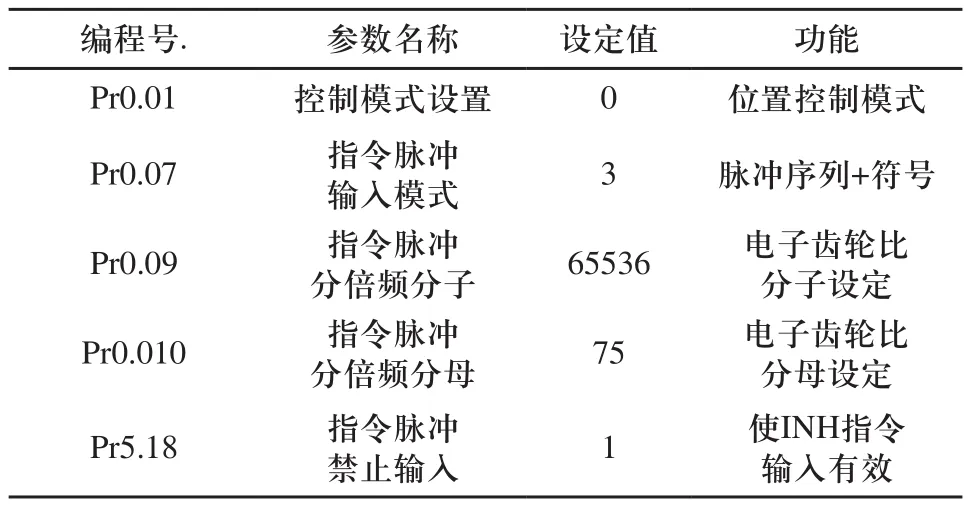
表1 Y向絲杠伺服驅動器參數設置
3 控制系統軟件設計
編程軟件采用西門子最新的全集成自動化工具平臺TIA Portal,該軟件集成了Step7編程軟件以及WinCC組態軟件,使得PLC的編程和組態能夠在一個集成環境中完成,減少變量定義,使編程更簡單高效[10]。
采用結構化編程結合步進順控指令進行控制系統軟件設計。結構化編程要求分別編程實現X、Y向絲杠運動以及相關氣缸動作子程序,通過主程序調用各子程序。各個子程序則按照生產工藝的時間順序進行設計。
PLC伺服準備就緒輸入端口接通時,機械手系統進入初始化子程序,初始化動作包括Y向、X向絲杠回原點,上盤氣缸頂起,吸盤氣缸、卸盤氣缸收回。初始化動作完成后,空托盤下降,橫向絲杠帶動托盤運動到初始下料位置,按設定程序執行搬運動作。每次碼放完成后,Y向絲杠進入回原點程序,原點位置位于磁環推出位置,每次搬運完成都回原點,能夠避免多次運行造成的累積誤差。機械手控制程序流程圖如圖4所示。
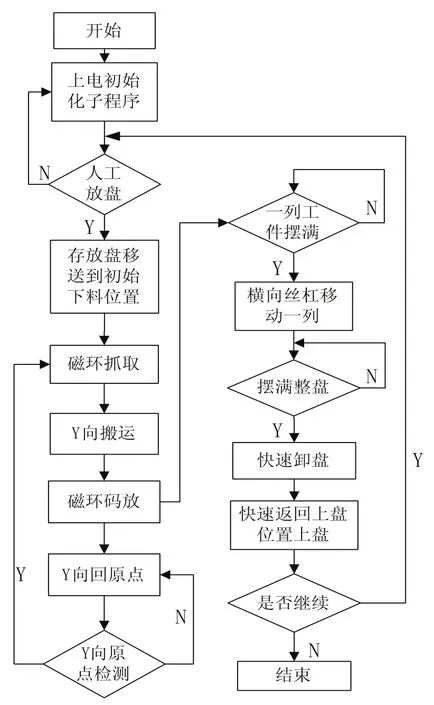
圖4 機械手控制程序流程圖
4 結論
本課題根據工廠需要,設計了一種針對成型釹鐵硼磁環的自動搬運機械手。該系統機械結構設計簡潔合理,有利于高效定位擺放多個工件;控制系統基于PLC控制,實現了工件自動搬運、托盤自動裝卸和故障報警功能;達到了預期目的。該系統投入到實際生產應用中將大大改善勞動環境,提高產品質量,降低生產成本,具有廣泛的應用價值和廣闊的市場前景。
[1] 鐘明龍,劉徽平.我國釹鐵硼永磁材料產業技術現狀與發展趨勢[J].電子元件與材料,2013,32(10):6-7.
[2] 張野.太陽能硅片移送用三自由度機械手研究[D].哈爾濱:哈爾濱工業大學,2011.
[3] 陸友堯,朱敬德,李磊.基于PLC的磁環下料機械手的研制[J].機械設計與制造,2008,(3):119-120.
[4] 周鴻杰,駱敏舟,李濤.基于PLC的工業取料機械手系統設計[J].工業儀表與自動化裝置,2010,(3):50-57.
[5] 王亮.搬運機械手運動控制研究[D].太原:太原理工大學,2012.
[6] 西門子(中國)有限公司.S7-1200可編程控制器系統手冊[EB/OL].[2009-11-4]. https://support.automation.siemens.com.
[7] 松下馬達(珠海)有限公司.松下A5系列伺服驅動器使用說明書. http://industrial.panasonic.com/ea/i/25000/fa_ctlg_acs_c/fa_ctlg_acs_c.html.
[8] 劉華波,劉丹,趙巖嶺,馬艷.西門子S7-200PLC編程與應用[M].北京:機械工業出版社,2011:23-24.
[9] 王學良,張秋菊.基于PLC的機械手自動上下料控制系統設計[J].中國制造業信息化,2012,41(15):59-62.
[10] 西門子(中國)有限公司.TIA博途工程框架.http://www.industry.siemens.com.cn/automation/cn/zh/automation-systems/automationsoftware/tia-portal-software/tia-portal-engineeringframework/Pages/Default.aspx.
