基于機器視覺的帶鋼表面缺陷檢測系統(tǒng)設(shè)計
2015-10-30 07:22:20陳寧紀張曉懌陳海永孫鶴旭
制造業(yè)自動化 2015年12期
劉 坤,陳寧紀,張曉懌,陳海永,孫鶴旭
(1.河北工業(yè)大學(xué) 控制科學(xué)與工程學(xué)院,天津 300130;2.河北科技大學(xué),石家莊 050000)
0 引言
作為制造業(yè)的支柱性產(chǎn)業(yè),鋼鐵行業(yè)近些年來的生產(chǎn)規(guī)模持續(xù)擴大,相關(guān)行業(yè)的用戶對帶鋼表面質(zhì)量的要求也越來越嚴格,目前帶鋼的表面質(zhì)量已成為國內(nèi)外市場競爭的關(guān)鍵性指標(biāo)。然而,因為原材料、軋制設(shè)備、加工工藝等因素,帶鋼表面不可避免的存在孔洞、豁口、劃痕、輥印、邊裂等不同類型的缺陷[1~3]。這些缺陷不僅影響產(chǎn)品的外觀,還會降低產(chǎn)品的抗腐蝕性、耐磨性、抗疲勞程度等,給相關(guān)生產(chǎn)企業(yè)帶來了極大的經(jīng)濟損失。
現(xiàn)有的帶鋼表面缺陷檢測技術(shù)大多停留在采用人工目視抽檢的方法,根據(jù)檢測員的經(jīng)驗和概率估算進行帶鋼綜合質(zhì)量評估。由于人眼的空間分辨力和時間分辨力有限,因此難以檢測帶鋼表面的微小缺陷,也很難保證系統(tǒng)的實時在線的檢測[4]。因此,為了滿足短期內(nèi)對高質(zhì)量產(chǎn)品不斷增長的需求,智能檢測系統(tǒng)在生產(chǎn)線上的使用的越來越必要,設(shè)計帶鋼加工質(zhì)量與過程信息的自動獲取、表達、分析、傳遞和利用的檢測系統(tǒng),這也是實現(xiàn)智能制造技術(shù)的重要手段。
本文圍繞帶鋼生產(chǎn)線的實際檢測需求,利用機器視覺技術(shù),在VS2010平臺下采用相關(guān)的圖像處理算法,開發(fā)出一個帶鋼表面缺陷自動檢測系統(tǒng),克服了人工檢測的不足,有效提高了帶鋼的缺陷檢測效率。
1 檢測系統(tǒng)的構(gòu)成
帶鋼表面質(zhì)量檢測系統(tǒng)主要由視覺傳感系統(tǒng)、計算機系統(tǒng)、電氣系統(tǒng)、軟件系統(tǒng)及機械輔助設(shè)備五大部分組成。整體架構(gòu)如圖1所示。
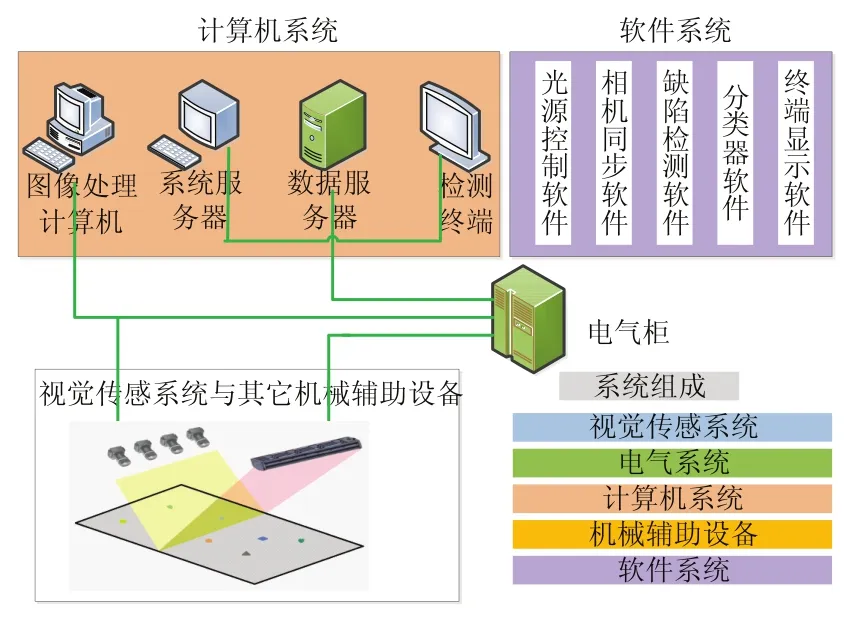
圖1 帶鋼表面檢測系統(tǒng)整體架構(gòu)
系統(tǒng)通過CCD攝像機及光源組成的成像系統(tǒng)對帶鋼上下表面進行不間斷的掃描,形成高清晰的帶鋼表面圖像,這些帶有缺陷或不帶有缺陷(稱為背景)的圖像通過專用的GIGE電纜或光纖傳輸至圖像處理計算機,通過運行于其中的圖像處理算法對其進行分析,濾除不含缺陷的背景圖像,對含有缺陷的圖像進行目標(biāo)分割,提取缺陷的位置并合并相同屬性的缺陷形成相關(guān)的感興趣區(qū)域(ROI, Region of interest),然后通過終端計算機系統(tǒng)進行呈現(xiàn)(包括缺陷位置、大小、嚴重程度等信息)、缺陷存儲、報警等操作。
2 系統(tǒng)硬件設(shè)計
2.1 光源設(shè)計
工業(yè)視頻相機最短的曝光時間(1/10000秒=100us),針對現(xiàn)場中高速運動下的目標(biāo),在100us時間內(nèi),對于運動速度為20m/s的帶鋼鋼卷,其移動了2mm的距離,導(dǎo)致對于1mm的缺陷或更小的缺陷模糊不清,無法精確檢測,因此我們需要其他機構(gòu)來確保更短的曝光時間。
為解決這個問題,這里使用頻閃燈作為主導(dǎo)光源,同時,對于熱軋帶鋼生產(chǎn)系統(tǒng),使用藍光透鏡濾片和紅外光阻擋濾片輔助完成帶鋼表面圖像的采集。另外,為了確保頻閃光的開啟始終與快門的打開時間同步,通過相機和光源的外部觸發(fā)接頭送入同步信號,其中相機的觸發(fā)不僅要與頻閃燈同步,還需要與板卷速度同步。
2.2 相機選型與設(shè)計
由于帶鋼在實際工業(yè)現(xiàn)場中的運動速度非常快(20m/s左右),為了完全采集帶鋼表面圖像,需要使用高速高幀率的工業(yè)數(shù)字相機。相機與光源的安裝位置示意圖及相對位置關(guān)系如圖2所示。
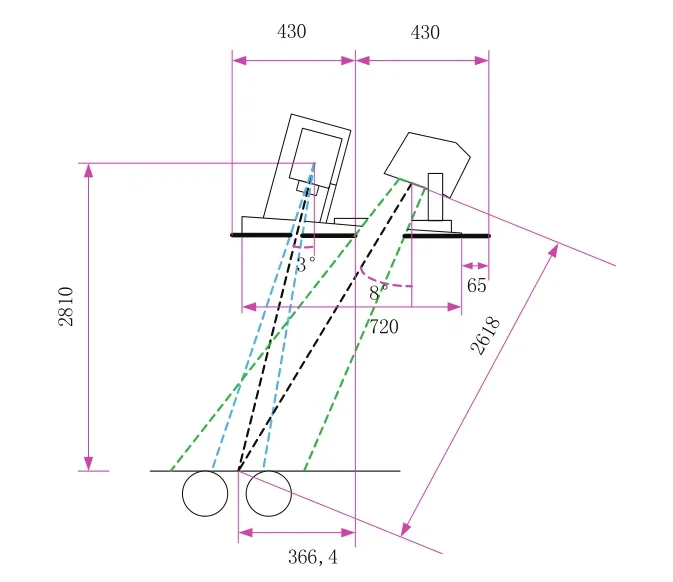
圖2 相機與光源安裝位置示意圖
假設(shè)d為相機之間的距離,n為相機的個數(shù),cd為視場在帶鋼表面重疊的距離(垂直方向),Width為帶鋼的寬度。根據(jù)相機與帶鋼表面之間的幾何關(guān)系,我們可以得到下面的公式:
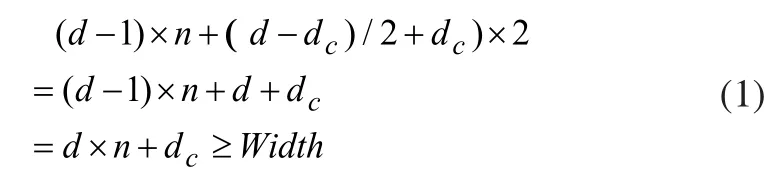
根據(jù)上述公式中的參數(shù)約束關(guān)系,可以計算得到的最大測量寬度為1788mm,考慮到兩邊需要留有一些余量,兩邊各自20mm,可以實現(xiàn)寬度為1748mm帶鋼的橫向測量。
結(jié)合帶鋼的實際運動速度,本文選擇205幀/秒的AVT GE680高速相機來采集帶鋼圖像。測量的帶鋼寬度為1748mm,單個相機在帶鋼表面的視場為384mm。需要5個相機才能完全覆蓋帶鋼表面。相機架構(gòu)參數(shù)如下:
分辨率為:640×480pixel;
水平分辨率=384mm/640pixels=0.6mm/pixel;
垂直分辨率=384mm/480pixels=0.8mm/pixel;
鏡頭焦距為35mm;
安裝高度為2810mm;
相機視場的重合部分寬度為33mm;
相機之間的距離為351mm。
3 軟件與算法設(shè)計
缺陷檢測軟件部分的流程圖如圖3中所示。針對初始的圖像采集結(jié)果,為了降低隨機噪聲帶來的影響,減少偽缺陷的產(chǎn)生,首先對圖像進行高斯平滑處理;然后對圖像中的疑似缺陷位置進行檢測,實現(xiàn)疑似缺陷目標(biāo)與背景的分離與提取;最后對缺陷疑似區(qū)域的圖像信息進行特征編碼后,在編碼空間內(nèi)進行缺陷的精確檢測與定位,再合并具有相同屬性的缺陷區(qū)域,獲得關(guān)于缺陷的位置、大小,嚴重程度等信息,并將進行缺陷信息的存儲、報警等操作。

圖3 檢測軟件流程圖
3.1 疑似缺陷檢測
這里假設(shè)理想的無缺陷圖像亮度分布是均勻一致的,而缺陷部分的圖像亮度分布具有一定的隨機性,且與周圍區(qū)域存在一定的差異。根據(jù)人類的視覺感知機制,這些亮度上的差異會引起視覺的注意。因此,本文利用高斯差分模型DOG(Difference of Gaussian)檢測帶鋼表面中需要“注意”的信息。具體的操作是,通過高斯濾波器的差分響應(yīng)模型提取圖像中不同位置的中央周圍亮度對比特征,與周圍亮度差異大的區(qū)域被認為是疑似缺陷目標(biāo)。
定義圖像預(yù)處理操作后得到的圖像為Im(x,y),對其進行高斯卷積后得到的拉普拉斯函數(shù)L(,,) x y σ如下式所示:
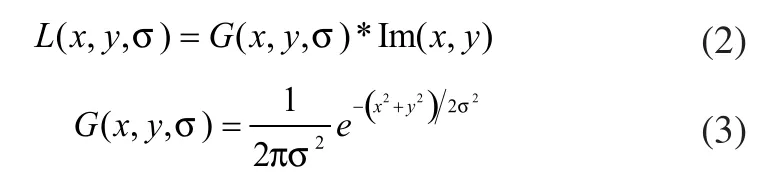
這里*表示在x和y方向上的卷積操作。通過拉普拉斯函數(shù)與原始圖像的差分操作,得到高斯差分函數(shù)為D(,,) x y σ:

將對比后得到的圖像進行自適應(yīng)閾值化處理,即可得到圖像中的疑似缺陷位置。通過對采集的帶鋼樣本圖像進行統(tǒng)計分析后發(fā)現(xiàn),閾值的選取與圖像的灰度平均值有關(guān),這一關(guān)系可以用下式表示:

其中m為待檢測帶鋼圖像的灰度平均值,C是一常數(shù),可以通過實驗統(tǒng)計分析得到C=5。
3.2 特征編碼與缺陷精確定位
為了進一步確定缺陷的精確位置信息, 本文通過對缺陷圖像進行特征編碼,將其轉(zhuǎn)換到相應(yīng)的編碼空間中實現(xiàn)缺陷的精確檢測。這里利用LBP(Local Binary Pattern)特征算子完成圖像的特征編碼轉(zhuǎn)換和編碼空間的建立。
LBP算子最初是由T. Ojala等人于1996年提出[5,6],自提出之后被廣泛應(yīng)用于各類目標(biāo)的特征提取,它具有旋轉(zhuǎn)不變性和灰度不變性等顯著的優(yōu)點。通過比較像素點與窗口周圍像素點的灰度值之間的差別,根據(jù)差別的大小進行編碼,然后最小化得到具有旋轉(zhuǎn)不變性的描述算子,能夠有效地描述缺陷的紋理。LBP編碼方式如下所示:

式(6)中的LBP為編碼后的數(shù)值,gc為中心點像素亮度值,gi為在自定義的窗口內(nèi)中心像素點周圍p個像素點亮度值,函數(shù)S如式(7)所示:

因為原始的LBP特征編碼方式過于簡單,圖像中不同亮度的差異會產(chǎn)生相同的編碼結(jié)果,這樣導(dǎo)致算法對于隨機噪聲的抗干擾能力較差,會不可避免地導(dǎo)致大量偽缺陷的產(chǎn)生。為了解決該問題,本文對LBP特征編碼方法進行如下改進:

上式中T為設(shè)定的閾值,閾值的引進可以有效抑制隨機噪聲對帶鋼表面圖像的影響,抑制了偽缺陷的產(chǎn)生。同時,為了形成旋轉(zhuǎn)不變的編碼模式,每次計算
LBP編碼值時采用這些旋轉(zhuǎn)結(jié)果中的最小值,計算方法如式(9)所示。

通過對圖像進行特征編碼后,原始的基于亮度的表示方法轉(zhuǎn)化為基于編碼空間中紋理信息的表示方法。為了進一步精確檢測缺陷的位置信息,利用基于馬氏距離的閾值化方法進行缺陷的檢測與定位,閾值的大小可以根據(jù)用戶需求進行設(shè)定,不同的閾值對缺陷的敏感程度不同。當(dāng)對帶鋼表面質(zhì)量要求較高時,可選擇較小的閾值T;反之,可以適當(dāng)選擇較大的閾值T。這里,閾值化的公式如式(10)所示:

其中T'為圖像與均值的馬氏距離結(jié)果,函數(shù)S與公式(7)定義相同,Tbin為經(jīng)過二值化閾值后得到的精確缺陷檢測結(jié)果。
3.3 ROI區(qū)域的合并
通過特征編碼空間的建立與缺陷的精確檢測之后,為了得到缺陷的大小和位置信息,需要把具有相同屬性的缺陷像素進行合并,找出這些感興趣區(qū)域的最小外接矩形。
為了提高算法的效率,并增強算法的抗噪聲干擾能力,本文的ROI合并分兩步進行:1)將LBP編碼后的圖像劃分成不重疊的5×5像素大小的區(qū)域,統(tǒng)計每個窗口內(nèi)缺陷點的數(shù)量,只有當(dāng)窗口內(nèi)部的缺陷點超過一定數(shù)量時才將該窗口定義為包含缺陷的窗口;2)掃描上一步中檢測出的所有缺陷窗口,通過判斷各窗口是否是8鄰域連通,賦予其不同的標(biāo)號。經(jīng)過遍歷查找之后,在帶鋼表面缺陷圖像中可以獲得一系列經(jīng)過標(biāo)號的缺陷窗口。針對具有相同標(biāo)號的缺陷窗口,找到這些窗口的最小外接矩形,并存儲該矩形的位置信息。
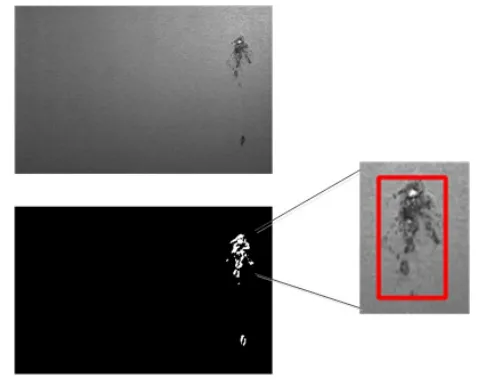
圖4 ROI合并效果示例
3.4 軟件界面與操作
本文采用VS2010軟件開發(fā)平臺,開發(fā)出一個完整的帶鋼表面缺陷檢測軟件系統(tǒng),其中主要包括圖像信息的采集,軟件不同部分與服務(wù)器之間的網(wǎng)絡(luò)通信以及缺陷檢測與定位功能,軟件的初始界面如圖5所示。
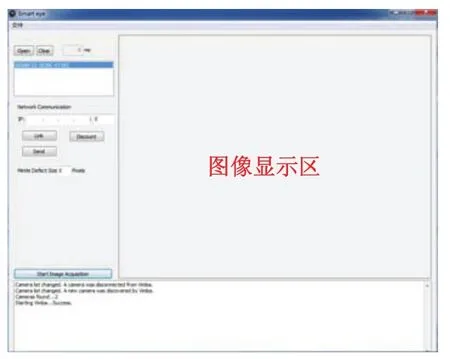
圖5 帶鋼表面缺陷檢測軟件界面
為了在有效范圍內(nèi)(即帶鋼表面圖像)檢測帶鋼缺陷,需要將帶鋼圖像與拍攝背景進行分離處理,即保留帶鋼圖像部分,對非帶鋼的背景部分進行剔除。本文采用投影法對背景圖像進行剔除,其中的紅色矩形區(qū)域內(nèi)即為需檢測的帶鋼表面圖像,矩形框之外的部分為背景圖像。針對待檢測的帶鋼表面圖像,通過圖像的預(yù)處理操作、疑似缺陷區(qū)域檢測及精密的缺陷位置提取之后(中間過程軟件界面不予顯示),對檢測結(jié)果進行ROI合并,最終的黃色矩形框為合并結(jié)果。

圖6 缺陷檢測結(jié)果示例
系統(tǒng)啟動之后會自動檢測帶鋼表面圖像中的缺陷信息,軟件界面將直接顯示缺陷檢測及合并后的效果,并將檢測得到的缺陷位置、大小信息等進行報警提示與相應(yīng)的存儲操作,以供操作人員查看與處理。
3.5 缺陷檢測結(jié)果統(tǒng)計
為了進一步檢驗本系統(tǒng)中缺陷檢測算法的有效性,這里利用從實際生產(chǎn)線上采集的572張帶鋼表面圖像作為測試集,其中包含氧化、孔洞、邊裂、麻點、夾雜、褶皺、劃痕、撞傷等幾十種不同類型和不同嚴重程度的缺陷圖像,并將檢測結(jié)果與目前常用的Gabor方法[7]相比較,其中準確率計算公式定義為:
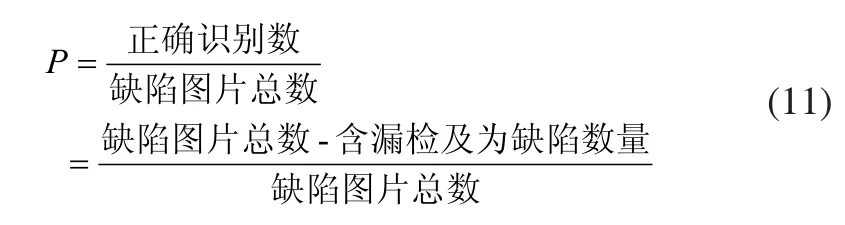
利用上述公式中的計算方法進行缺陷結(jié)果的統(tǒng)計分析,分析結(jié)果如表1中所示。
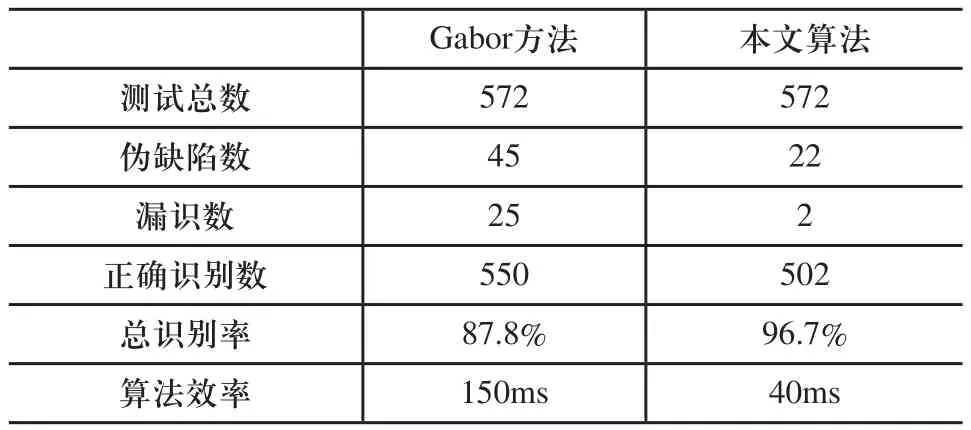
表1 缺陷檢測統(tǒng)計分析
通過實驗統(tǒng)計分析表明,本文提出方法具有更高的準確率,同時缺陷檢測算法的計算效率也得到了提高。
4 結(jié)束語
本文根據(jù)熱軋帶鋼生產(chǎn)線的實際運行環(huán)境,設(shè)計了一套基于機器視覺技術(shù)的帶鋼表面缺陷自動檢測系統(tǒng),其可以對帶鋼加工質(zhì)量和過程信息進行自動獲取、表達、分析、傳遞與分析,從系統(tǒng)整體構(gòu)成、硬件結(jié)構(gòu)、軟件開發(fā)及算法設(shè)計等方面進行了深入地研究與系統(tǒng)地設(shè)計。通過大量的測試結(jié)果表明,該系統(tǒng)中設(shè)計的缺陷檢測算法無論在檢測精度還是實時吞吐量上都具有很大優(yōu)勢,符合實際生產(chǎn)的需求。另外,本系統(tǒng)中的缺陷檢測方法還可以應(yīng)用于印刷品和其他金屬等同類產(chǎn)品的表面缺陷檢測問題中,具有廣闊的應(yīng)用前景。
[1] F.G. Bulnes,R.Usamentiaga, etc.,Vision-Based Technique for Periodical Defect Detection in Hot Steel Strips[A].IEEE Industry Applications Society Annual Meeting[C].2011,1-8.
[2] S Ghorai, A Mukherjee,M Gangadaran, etc., Automatic defect detection on Hot-rolled fl at steel products[A].IEEE Trans Instrum Meas[C].2013,62(3):612-621.
[3] Valentina Colla,Nicola Matarese,etc., Prediction of Under Pickling Defects on Steel Strip Surface[J].International Journal of Soft Computing and Software Engineering,2011,10(1):35-41.
[4] Mostafa S, Masoud S,and Mohsen S.A New Approach to Improve Defect Detection of Steel Sheets Using Gabor Wavelet[J].International Journal of Information and Electronics Engineering 2013,3(5):541-543.
[5] Ojala T, Pietik?inen M, Harwood D.A comparative study of texture measures with classification based on featured distributions[J].Pattern recognition,1996,29(1):51-59.
[6] Xu Ke, Song Chang.Feature Extraction Method Based on Global Binary Pattern and Its Application[J].26(9):872-877.2013.
[7] 叢家慧,顏云輝,董德威.Gabor濾波器在帶鋼表面缺陷檢測中的應(yīng)用[J].東北大學(xué)學(xué)報:自然科學(xué)版,2010(2):257-260.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中外會展(2014年4期)2014-11-27 07:46:46
