工頻爐爐襯破壞及預防研究
2015-10-31 02:47:10王秀金孫淑霞趙春芝
金屬加工(熱加工) 2015年7期
關鍵詞:裂紋
■王秀金,孫淑霞,趙春芝
工頻爐爐襯破壞及預防研究
■王秀金,孫淑霞,趙春芝
鋁合金熔煉爐襯的破壞形式與爐襯材料的化學成分、爐襯修筑和維護及鋁合金液熔煉工藝等有密切關系。數十年來,人們對鋁合金熔液、耐火材料及其之間的高溫性質、反應機理,以及爐襯烘爐工藝等做了大量的研究。結合我公司多年的實踐生產總結,詳細探討鋁合金液對工頻無芯感應保溫爐爐襯材料的破壞形式、機理及其預防措施。

我公司熔煉鋁硅合金使用的是工頻無芯感應保溫爐(以下簡稱工頻爐)。從生產實踐及研究來看,鋁合金熔煉爐襯在使用壽命周期中,其破壞形式歸納起來大致分為侵蝕、機械沖擊和磨損、熱震等幾類。
1. 侵蝕破壞
鋁合金熔煉爐襯的侵蝕破壞,主要是一種灰褐色剛玉質礦物(俗稱剛玉瘤)的生成反應,其主要成分為Al2O3、MgO·Al2O3、Al及少量Si等。此類侵蝕反應,按發生的部位分為表面反應和滲入反應。
(1)表面反應是積附在爐襯材料表面的反應。 熔池中高溫鋁合金液,特別是熔煉Al-Mg、Al-Zn及Al-Si等合金,以及含有Mg、Zn、Si等成分的鋁合金時,合金元素與空氣中的氧氣發生氧化反應,在鋁液表面會生成一種高氣孔膨松物質(見圖1)。
由于爐襯材料中氣孔和微小裂紋的存在,液面以下的鋁液會在毛細管作用下沿爐墻向膨松物內部滲透,再經氧化形成剛玉礦物質——鎂鋁尖晶石氧化物。這一過程持續進行,剛玉礦物質不斷成長,且極易黏附在爐壁上。當生成的剛玉礦物持續地積附在爐壁上,越積越厚,進而減小爐體的熔化空間,這就是我們俗稱的“掛渣”或“結瘤”現象(見圖2)。剛玉瘤的形成過程如圖3所示。
當降溫(加料或停爐)→升溫熔化→高溫熔煉→保溫等生產操作頻繁進行時,爐襯就會受到交變溫度場的作用,爐襯內部勢必產生巨大的溫度應力,又因膨脹系數的差異,積附在爐壁上的“結瘤”會引起耐火材料膨脹裂紋,并不斷向爐襯內部擴展,使爐襯裂紋加劇(見圖4);并且當爐體熔化空間受到影響時,就必須將緊密附著在爐襯上的“結瘤”鏟除,在鏟除“結瘤”過程中,爐襯會在高機械沖擊下而受損,進而影響爐襯的使用壽命。

圖1

圖2
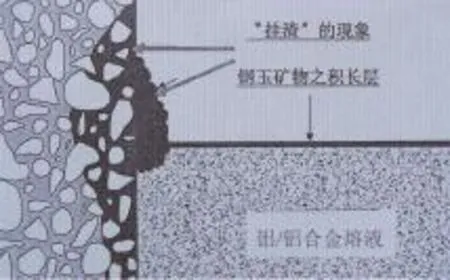
圖3
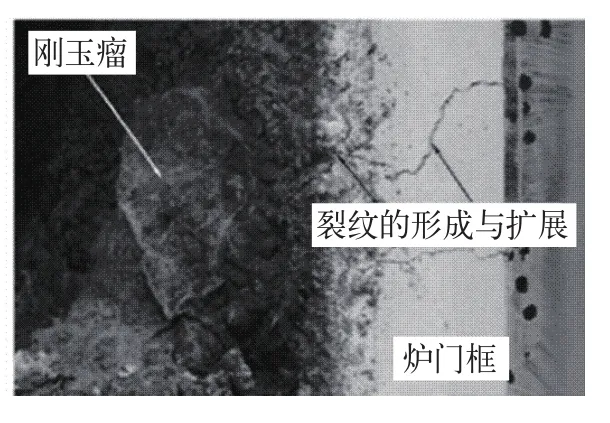
圖4
(2)滲入反應是指滲入爐襯的鋁合金液與耐火材料發生的化學反應。高溫合金液沿著爐襯材料中的氣孔和微小裂紋滲入到爐襯內部,其中的Al、Mg等元素會與爐襯耐火材料中的Fe2O3、Cr2O3等雜質及游離SiO2發生以下氧化還原反應,最終生成剛玉礦物質——鎂鋁尖晶石氧化物,對爐襯造成侵蝕破壞。

還原出的硅元素會降低鋁液黏性,使得鋁液更容易滲入到爐襯中,促進剛玉礦物質的生成反應,隨著反應逐漸向爐襯內部蔓延,并與耐火材料緊密結合造成爐襯體積膨脹,進而造成爐襯產生更多的細微裂縫,如此循環反應,進一步加劇侵蝕過程,最終造成爐襯的崩毀或鋁液泄漏的意外事故。
2. 機械沖擊和磨損
爐襯機械沖擊和磨損的形式主要有加料損傷、沖擊損傷等。
(1)加料損傷是加料時爐襯受到來自爐料的靜、動載荷的沖擊沖刷損害。在初次裝料時,通常在爐襯底部裝入適當數量的塊狀廢料,然后兌入鋁合金液,此時爐襯要受到爐料及自重靜載荷的作用,在加入塊狀廢料或兌入鋁合金液時,所產生的動載荷就會與靜載荷疊加并施加在爐襯上,造成對爐襯的沖擊沖刷與機械磨損。特別是加入尖、片狀廢料時對爐襯的劃鏟損傷更大。
(2)沖擊損傷主要來自鏟除爐壁上的“結瘤”時,鏟除機具對爐襯的沖擊損傷。試驗證明,鏟除機具對爐襯的沖擊力是加料沖擊力的10倍以上,對爐襯的損傷更大。大家知道,工頻爐是采用工業頻率電源進行感應加熱金屬液,并實現均勻攪拌功能,不斷的“沸騰”也加劇了鋁合金液的氧化反應,加速了爐壁上的“結瘤”形成,所以工頻爐爐襯上的“結瘤”幾乎每個班次就要鏟除一次。因此,鏟除機具對爐襯的沖擊損傷是非常大的。
3. 熱震破壞
熱震損傷是指熱應力對爐襯的破壞,是由于使用不當造成的。金屬液出爐后如不繼續使用,則爐溫就會下降, 在降溫過程中爐襯不僅有“熱脹冷縮”,還伴有石英的晶型逆轉變, 兩者共同作用的結果使爐襯燒結層產生裂紋、翹起、剝落等損傷(見圖5), 當重新起用時被損傷的燒結層可能局部損毀,致使爐襯壽命大幅下降。再就是,在爐溫下降過程中,爐襯表面會形成大量的微細裂紋,這些裂紋并不太深,當爐襯緩慢升溫到足夠溫度時,這些微細裂紋就會自己彌合,對爐襯不會造成多大損壞。但如果冷爐啟動升溫過快,微細裂紋來不及彌合就有合金液侵入,會加劇侵蝕反應,對爐襯造成極大的損壞。因此,應盡量避免熔煉爐的間斷操作。如果企業產量低,采用晝開夜停生產,可在末次出爐留1/3金屬液夜間低功率保溫,第二天加料繼續生產,這樣運行要比頭天停爐、第二天重熔還要省電,更重要的是可大大降低對爐襯的損害,取得更佳的綜合經濟效益。
4. 預防措施
(1)正確選擇爐襯耐火材料 了解鋁合金熔化料的種類及成分,并據此選擇合適的爐襯耐火材料,對提高爐襯使用壽命尤為重要。特別是隨著鋁合金材料的發展,對合金性能、資源和成本控制的需要,合金的熔煉工藝要求更加苛刻,例如:為提高生產效益及降低能耗成本,耐火爐襯要能適應更高的熔煉溫度、更低的熱損耗,以減小爐襯厚度,增加熔池容量;為適應更多品種及更加繁雜、苛刻的鋁合金生產工藝,耐火爐襯要能適應更多種類合金、不同種類和化學性質的助熔劑,以及更加繁雜的熔煉、凈化處理工藝的侵蝕反應;為使用更多的廢鋁作為原料,耐火爐襯要能適應攜帶了更多化學物質廢鋁原料的侵蝕反應。在這方面,很多技術人員進行了有益的探索,不同形態的爐襯新材料被研究并應用到工業生產中。例如:在耐火材料中加入與鋁合金液不易浸潤的不粘鋁劑材料;在熔煉過程中不產生游離SiO2的耐火材料;具有更好抗化學侵蝕能力的高純莫來石基耐火材料等。這些新材料的應用,改善了傳統爐襯材料存在的不足,取得了非常顯著的效果。

圖5
(2)保證爐襯施工與烘爐質量 筑爐施工與烘爐的質量是影響爐襯使用壽命的重要因素之一。包括砌筑接縫控制、澆注料加水量及攪拌時間的控制、振搗效果及振實密度的控制、澆注料裹挾氣體的排除控制、烘爐溫度及時間的控制等,這些都應嚴格按照施工工藝執行。根據我公司實踐生產總結,重點要做好以下幾點的控制。
第一,筑爐準備:①模具(板)準備。模具(板)應有足夠的強度和剛度,焊縫要清理干凈并打磨平整;模具(板)拐角處必須設計足夠的過渡圓弧,圓整平滑,允許設計2°~3°的起模斜度(見圖6)。②爐體準備。爐體無破損;爐體、爐嘴內無雜物。
因為不同材質受熱膨脹不同,所以會引起爐襯裂紋,另外可燃物燃燒、氣體膨脹等也會引起爐襯裂紋。
第二,筑爐施工:①虛鋪除氣。每次加料虛鋪厚度不超100mm,以(80±10)mm為宜。然后用除氣叉邊除氣邊將耐火澆注料的厚度搞均勻,如此操作至少4遍,以降低爐襯耐火澆注料的氣孔率并減小氣孔孔徑,這樣會大大降低合金熔液對耐火澆注料的滲入。②搗實。將圓形搗頭安裝在BOSCH振搗器上,從鋪筑面的中心開始以螺旋線的軌跡向外振搗。圓形搗痕重疊面積不小于圓形搗頭的1/5,每鋪筑層振搗2~4遍。③層間銜接。在鋪筑上一層之前,先用除氣叉將已經搗實的鋪筑層表面劃松,劃松深度為10mm,這樣做是為了防止分層,同時也能將振搗過程中分離到表面的大顆粒料重新分配。然后加入新一層澆注料,重復除氣、搗實操作,直至鋪筑到要求的厚度。注意:爐墻鋪筑高度要高出正常熔煉液面30~50mm。
第三,爐嘴施工:爐嘴施工要在爐襯施工前完成,這樣可以產生一個垂直方向的耐火材料接口,從而減少爐嘴下面水平裂紋金屬液滲漏的機會,也能保證爐墻一個連續的垂直耐火材料滑動面。
第四,爐襯的預熱與燒結:①一般情況下,爐襯鋪筑完成就應當進行燒結。如果不能馬上燒結,應在模具(板)的底部用煤氣焰或加熱板進行干燥,以防爐襯材料吸潮。②爐襯的燒結過程尤其注意升溫速度的控制,圖7為爐襯預熱-燒結溫度曲線。
(3)嚴格控制熔煉溫度 生產實踐證明,爐襯的壽命受到使用過程中生產操作的影響很大。長時間超高溫運行會大大降低爐襯的使用壽命,因為提高鋁液溫度勢必會降低鋁合金液的黏度,加快鋁合金液向爐襯內部滲透,并且長時間超高溫運行會增加氧化還原反應及鎂鋁尖晶石氧化物的生成強度,加重鋁液對耐火材料的侵蝕。研究也表明,剛玉瘤生長速度與溫度有很大關系,會隨著溫度的提高而加速生成,如圖8所示。
另外,當熔煉鋁合金的操作溫度過高時,為改善耐火材料性能,在耐火澆注料中所添加的不粘鋁劑會隨之分解,從而降低或喪失抵抗鋁液侵蝕的效能。
(4)優化加料工藝,降低加料過程對爐襯的損壞 初次裝料,向爐底裝入適當數量的塊狀廢料時,要使爐體傾轉一定的角度,用料斗將塊狀廢料加入爐內,要注意落下高度的控制,避免塊狀廢料對爐襯的正面沖擊,特別是加入尖、片狀廢料時更應防止劃破爐襯。兌入合金鋁液時,合金液流要與爐壁相切順流到塊狀廢料上,避免對爐襯的正面沖刷。

圖6 模具(板)

圖7 爐襯預熱-燒結溫度曲線
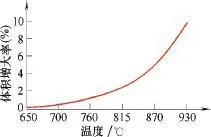
圖8 剛玉瘤生長速度與溫度的關系
(5)要研究并掌握清除剛玉瘤的工具和技巧 鋁合金熔煉過程中,爐壁“掛渣”是不可避免的,但選擇科學的清除工具和技巧,卻可以大大降低清除“結瘤”時對爐襯的機械沖擊破壞。我公司的操作要點是:①及時清除。隨著熔池內鋁合金液面下降,要及時清除爐壁上的“掛渣”,不要等到“掛渣”成長為“結瘤”后再進行集中清除,一旦形成剛玉化礦物且向爐襯內部延展,就很難清除,并且會加速耐火材料的破損。②“濕潤”狀態下清除。即爐壁上的“掛渣”暴露出來后隨時清除,不要等到冷卻凝固后再費力清除,那樣清除時的沖擊力對爐襯破壞更大。③鏟除時要沿爐襯的軸向用力。④鏟除操作時,要按“小、少、碎”的原則進行鏟除。⑤研究旋銑工具代替扁鏟工具,最大限度地降低對爐襯的沖擊破壞。
(6)應合理選擇助熔劑和清渣劑,減輕對耐火材料基質的破壞 助熔劑和清渣劑所含的鹽類成分極易溶解在鋁合金液中。試驗表明,含鹽和不含鹽的鋁液對耐火材料的侵蝕情況是不同的。相同條件下,含鹽鋁液對耐火材料的侵蝕更為嚴重。如果不可避免使用含鹽助熔劑或清渣劑,應做到勤扒渣,以降低其對爐襯的侵蝕。
5. 結語
爐襯的損壞可分為正常損壞和異常損壞,異常損壞是造成爐襯壽命降低的關鍵。要提高爐襯壽命,一是要避免異常損壞,二是要改善或減緩正常損壞。要避免異常損壞,只有通過科學選擇耐火材料,改善筑爐工藝,以及優化烘爐工藝等措施防止爐襯先天缺陷的形成。通過科學合理的使用和維護,可以改善或減緩爐襯的正常損壞。我公司通過深入研究和實踐總結,采取了一系列措施,工頻爐爐襯使用壽命由最初的2000爐次提高到了8000爐次以上,取得了非常顯著的效果。
王秀金,孫淑霞, 趙春芝,山東濱州渤海活塞股份有限公司。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38