基于指紋識別技術的智能小區門禁系統的設計
2015-11-01 03:26:13上海恒銳智能工程有限公司
精品 2015年12期
□ 李 壯 上海恒銳智能工程有限公司
□ 高慧超 遼寧冠林電子科技有限公司
基于指紋識別技術的智能小區門禁系統的設計
□ 李壯上海恒銳智能工程有限公司
□ 高慧超遼寧冠林電子科技有限公司
隨著城市化發展和科技水平的提升,智能小區不斷出現,在門禁系統方面基于指紋識別技術,實現了一種以CAN總線為基礎的安全體系,解決傳統門禁系統中經常出現的身份卡丟失或者泄密的問題,確保用戶在成本不變的情況下享有功能更完善的門禁系統,同時提高產品的性價比。由于指紋本身的唯一性,指紋識別系統將會比傳統門禁系統擁有更好的安全性。此系統在未來小區門禁系統方向上將會擁有大量的市場需求。
CAN總線,智能小區,門禁系統,指紋識別
1.指紋門禁系統主要構造
指紋門禁系統是基于現代計算機系統,在建筑的主要出入口安裝電子指紋自動識別裝置,通過比對事先存儲在主機中的指紋庫來對行人的出入進行允許、拒絕和記錄等操作。另外可對建筑的考勤記錄和門禁控制提供有效的管理,同時記錄人員的進出,最大化實現對建筑的安全控制。智能小區門禁系統是基于弱電系統的一種安防系統,以一種現代化的安防系統,通過運用電子技術和計算機技術將安全管理系統和自動識別技術合為一體。而隨著時代的發展,將在系統中加入生物識別技術。
現階段,國際上使用的門禁系統主要集中在識別卡門禁系統和生物識別門禁系統。識別卡門禁系統即是將身份卡作為游客的權限標志,從而限定他們的活動范圍。但這種系統和傳統的鑰匙一樣有著易丟失,易復制和易泄漏的缺點。
相比之下,生物識別技術(例如本文討論的指紋門禁系統)就擁有高穩定性和高安全性的特點。生物識別門禁系統的原理就是通過記錄游客的身體特征從而代替傳統的身份識別卡,并且指紋系統是其中最方便和廉價的方案。指紋作為人體的身體特征,擁有唯一性和隨身性的特點,而指紋的復雜性也為系統的鑒別提供了良好的辨識度。
2.構成指紋門禁系統的主要設備
指紋門禁系統主體采用控制層和管理層兩層結構。管理層的數據庫與主機安裝在小區的管理中心,而控制器則安裝在各個出入口。通常門禁系統的控制器主要包含顯示器,存儲設備,備用電源,電控鎖和智能芯片(例如AT89S52芯片)等。每個控制器都要確保通過CAN總線進行互相聯系,并要有一定的靈活性以確保設備的維護和修理。系統主題采用分布式智能控制系統,即網絡中任何節點出生故障對相鄰節點和整個系統的正常工作不產生影響,從而加強系統的穩定性和安全性。
2.1管理層網絡的構造組成
管理層的網絡除了將小區所有控制層設備聯接起來的功能外,還應確保與其他相關系統和人工系統建立聯系。主機要擁有隨時管理各個控制器的權限,同時還需建立數據庫,存儲每個住戶的指紋信息并將其備份和加密,確保住戶個人信息的安全和隱密性,同時將每棟樓的住戶個人信息儲存在相應的門禁系統進行控制,從而完成對整個指紋門禁系統進行管理和監控。
2.2控制層網絡的主要構造
控制器網絡支持靈活的拓撲結構,通過CAN總線,實施同步主機中的住戶個人信息,并傳輸到各棟樓的門禁控制器中,最后分配每個用戶的對應權限,在保證信息保密性和通信穩定性的情況下對住戶的出入進行門禁管理。這種結構下的門禁系統擁有高安全性和靈活性的特點,用戶的身份不會被替用,同時可以在不受影響的情況下進行局部的維修和改造。系統權限高度集中,避免了因權限沖突造成的麻煩。

3.門禁控制器的構造
3.1M-04指紋采集識別模組
M-04指紋采集識別模組由指紋采集儀和指紋處理版兩方面構成。在指紋采集方面運用CMOS圖像傳感芯片準確的傳遞采集到的指紋信息,CMOS圖像傳感芯片是通過三棱鏡的全反射進行準確取像。用戶將手指安在光學指紋采集儀上,再由三棱鏡將手指的紋路傳遞給指紋處理板,指紋處理版將得到的指紋信息進行銳化處理之后與數據庫中的指紋進行比對,所有操作都在0.5秒的時間完成;在本系統中采用的是Biokey算法,此算法是一種快速、準確的1:1和1:N指紋識別算法,在使用
3.2顯示器模塊
本系統主要采用OCM12864液晶顯示器,并配置128*64分辨率的顯示裝置,可以顯示大多數的字符和一些簡單的圖形,同時可通過主機直接控制,擁有最多8位的標準數據總線
3.3后臺模塊
兼容MCS-51系統和51引腳結構,最大可存儲256KB的隨機數據,芯片內燒錄了看門狗程序并且安裝了時鐘振蕩器,可以滿足小區門禁系統的所有工作需求。存儲器模塊采用了AT24C02數據存儲模塊,擁有32KB的容量,足以完成用戶個人信息錄入和錄出的任務。同時該模塊還能完美兼容AT89S52芯片的時鐘振蕩器工作。
同時引入WSQ算法,在進行大壓縮比率的指紋圖像壓縮時,還原解壓后的指紋圖像細節特征點的定位和有關信息保存的較好,對隨后將要進行的指紋識別影響較小。WSQ壓縮比為1:20或1:15,即一個指紋圖像可以壓縮到6~10K,這個壓縮比例采用這種算法是非常合適的。
4.門禁系統用例分析
在智能小區門禁系統的設計思路中,首先將全部相關人員的指紋信息記錄在案,并根據不同的權限將其在數據庫中分組。在進行門禁管理時,嚴格按照只有指紋驗證通5.1喇叭嘴支座振動板改造
改為左右兩塊對稱的寬板結構,振動簧板往復擺動,由于振動簧板較長,喇叭嘴的擺動行程雖有弧度,但近于直線,所以喇叭嘴裝置實質上是一個四連桿擺動機構。喇叭嘴的運動基本呈直線往復運動,其往復行程是前后死點之間的距離。喇叭嘴的運動速度達到最大值時,其加速度為零,此時速度的傳動比恒定,喇叭嘴每作一次往復直線運動,配合切刀切割出一支濾棒,左右振動板勢力均勻運行時更加穩定,使用壽命大大延長。
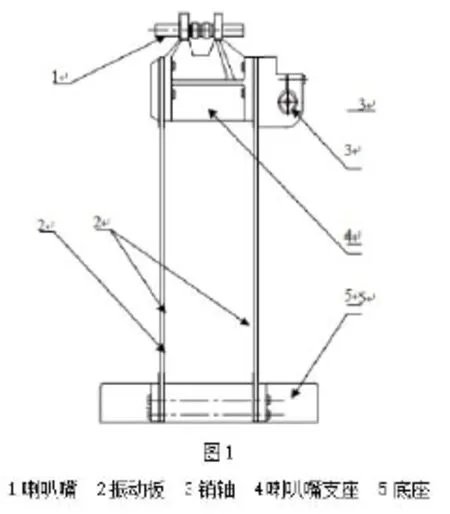
5.2喇叭嘴和曲柄的連接方式改造
改造前2條窄板由M6螺釘固定在開螺牙的銷軸上,改造后銷軸采用連接塊夾緊設計,避免曲柄的牽拉直接作用在銷軸和螺釘上,振動板只作為支撐喇叭嘴支座的往復運動,沒有受到牽拉作用力的影響,減少損壞的機率。如圖1:
6.實施步驟
主要是:(1)將平衡塊和曲柄頸裝在曲柄盤上,把管支架和連桿柄相連接,插入銷子,并用螺釘鎖緊。(2)將定位件插銷棒伸入測量嘴架內,并加以夾緊,把棒料導軌套在定位件的芯棒上,然后將測量嘴架與定位件一起裝在機器上。(3)輕輕旋轉棒料導管和測量嘴架上的螺釘,移動定位件,調整測量嘴架使定位件的芯棒不受防礙地伸入定位件的孔內。(4)擰緊棒料導管和測量嘴架的螺釘。從機上拆下定位件和插銷棒將喇叭嘴裝入管支架內,并加以夾緊。用板手轉動箱體上的刀頭軸,刀殼體轉動,管支架往復運動,測出管支架的行程,先將管支架固定在行程的一半處。松開刀盤法蘭的四個固定螺釘。轉動刀殼體直到其中的一塊刀片處在切割位置,即刀片處在后嘴管與喇叭嘴之間(M)處。重新擰緊螺釘,此時刀片必須平行地從后嘴管與喇叭嘴之間通過。
7.改進后效果
改進后的濾棒成型機經過6個月的運行,沒有發生振動板斷裂損壞故障,設備的有效作業率98%,刀頭切割速度4000支/分鐘,達到了預期的目的,進一步提高設備的生產能力,減少停機時間,維修和操作人員勞動降低勞動強度。每年可以節省大約2萬元的備件損耗費用。
8.結束語
改進濾棒成型機的喇叭嘴振動板只是一項小小的技術改造,此項技術改造的成功使設備故障隱患得到了圓滿的解決,提高了工作效率,達到了我們預期的目的。更重要的是提高了我們動手解決實際困難的能力 ,堅定了我們克服生產活動中各種困難的信心。
[1]沈陽沈飛民品工業有限公司煙草機械廠:《 ZL22濾棒成型機組機械說明書》.
[2]上海煙草機械廠:《KDF2過濾棒成型機使用說明書》
[3]王志堅,主編 .煙機設備修理技師培訓教材(濾棒成型設備)[M] ,2002.11
[4]陳剛,楊舉鑾.鉗工[M],中國勞動社會保障出版社,1996.10
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
表面工程與再制造(2019年6期)2019-08-24 06:40:04
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32