燃機旁路機構閥環端面變形控制
2015-11-02 01:41:33鞏麗楊達偉張強
東方汽輪機 2015年2期
關鍵詞:變形
鞏麗,楊達偉,張強
(東方汽輪機有限公司,四川 德陽,618000)
燃機旁路機構閥環端面變形控制
鞏麗,楊達偉,張強
(東方汽輪機有限公司,四川 德陽,618000)
為有效控制燃機旁路機構閥環的端面變形,文章詳細分析了閥環的結構特點,結合生產實踐,深入探討控制閥環端面變形的有效措施。
燃機,閥環,端面,變形控制
燃氣輪機屬于發電設備行業中的高端戰略產業,其產品具有結構復雜、加工制造難度大等特點。作為燃氣輪機聯合循環機組的重要零部件,燃機旁路機構閥環加工精度要求高、裝配要求高、加工難度大。本文將圍繞旁路機構閥環的端面變形控制展開,深入探討控制閥環端面變形的有效措施。
1 旁路機構閥環結構特點及加工難點
燃機旁路機構閥環材料為合金結構鋼12Cr2Mo1R,屬難加工材料。閥環為上、下半結構型式 (見圖1),其最大外圓直徑為4 000 mm,內圓直徑為3 400 mm,板體最大厚度為54.5 mm,最小厚度為34.5 mm,為典型的薄壁件加工。從結構上看,閥環端面上分布有20個Φ174 mm的通孔及18個方形凹槽。在后續裝配環節,燃機旁路機構閥環需與閥體裝配成一體,且閥環與閥體上銷釘端面的接觸面積要求控制在80%以上,具體裝配要求見圖2。
由于燃機旁路機構閥環直徑大、板體薄,在加工后極易出現端面變形較大的現象。經統計,某臺份閥環端面高低差嚴重超差,且變形趨勢多呈內高外低。通過對該臺份閥環端面平面跳動的檢測 (見圖3),可以看到該閥環端面變形高達0.98 mm,且同一位置內、外側最大差值達到0.30 mm,直接導致該閥環在滑入閥體的過程中出現極為嚴重的卡澀現象 (見圖4)。
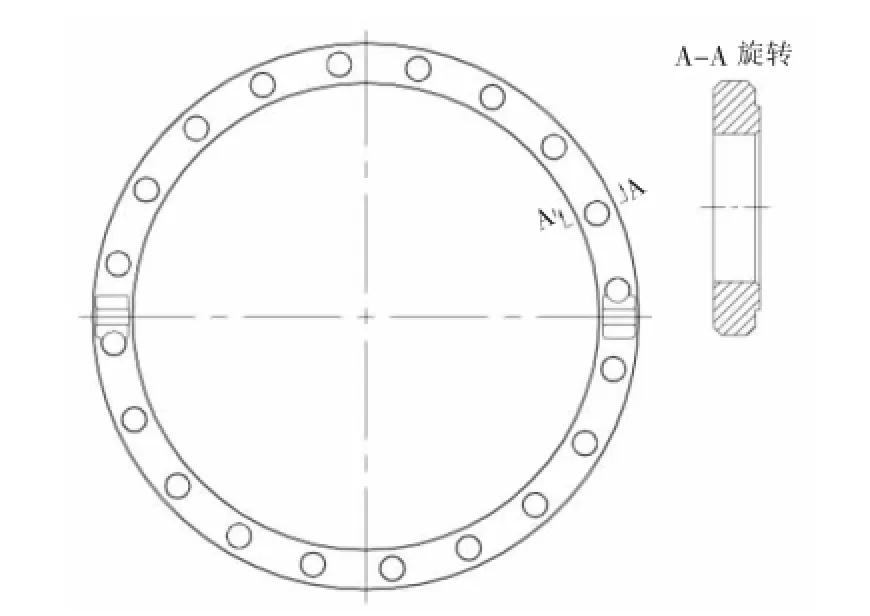
圖1 燃機旁路機構閥環結構簡圖
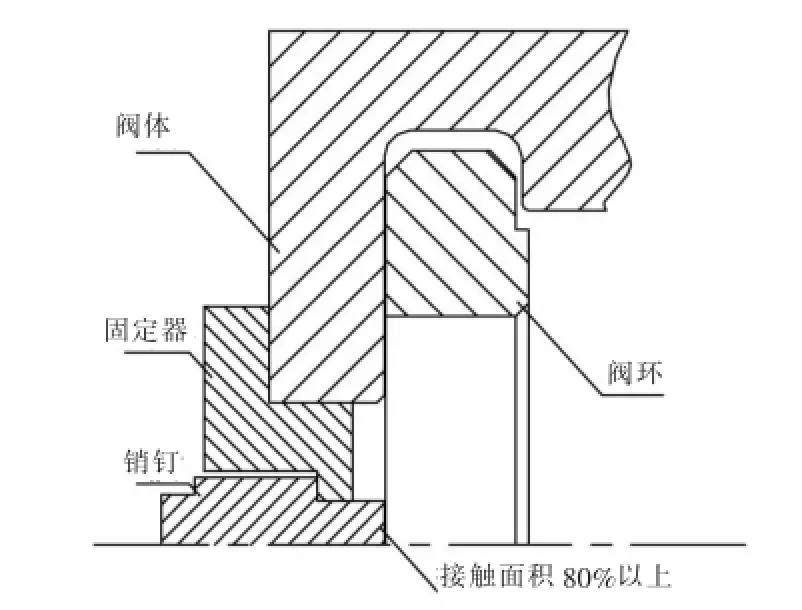
圖2 燃機旁路機構閥環裝配簡圖
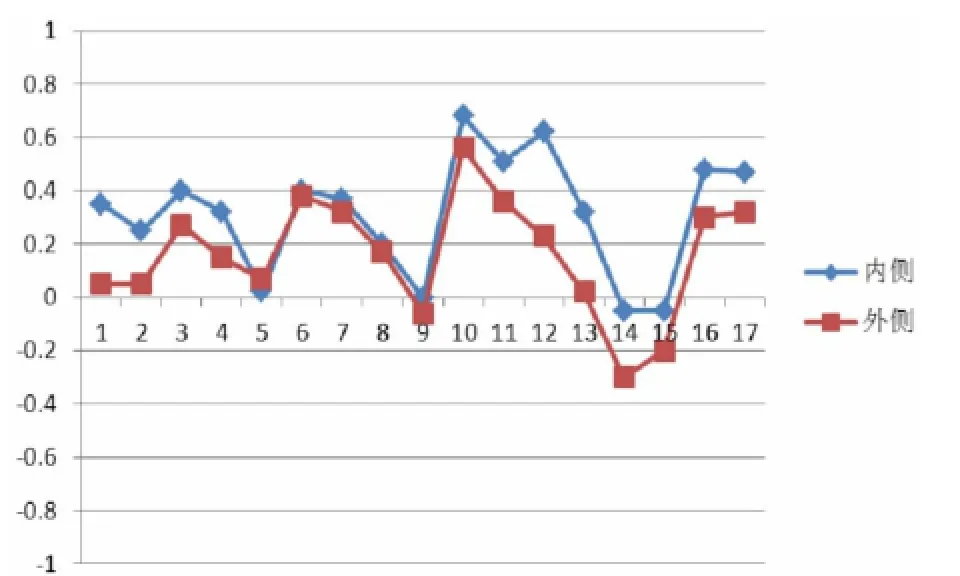
圖3 某臺份閥環端面變形數據分析
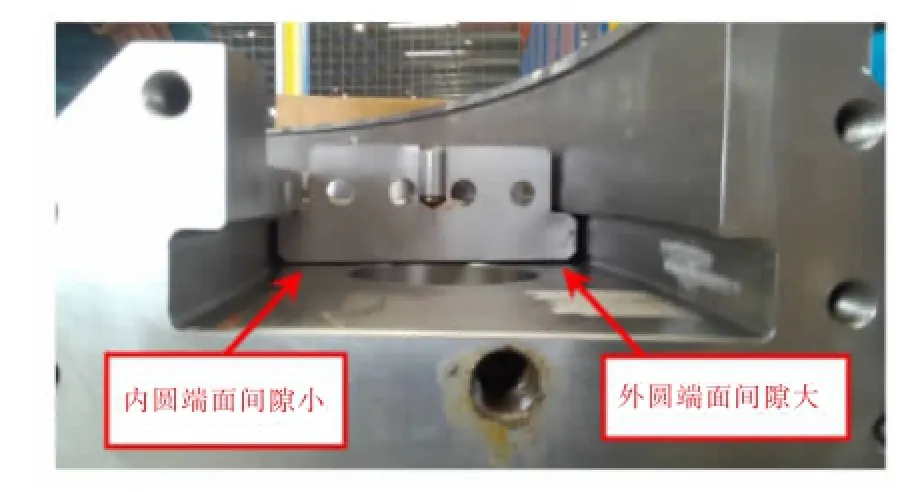
圖4 某臺份閥環裝配卡澀說明圖
2 閥環端面變形控制措施
旁路機構閥環端面變形控制涉及到閥環加工制造的整個流程,包括來料環節、加工環節、起吊翻身環節及擺放、轉運環節等等。通過流程梳理及進一步分析可以確定,閥環加工環節是實施閥環端面變形控制的關鍵環節,因此,本節就是圍繞閥環加工環節的控制措施展開的。
2.1閥環工藝流程優化
通過對閥環的結構分析可以看到,閥環端面布置有多個Φ174 mm的通孔及方形凹槽,且這些結構均需在熱處理后加工完成,由此閥環在加工環節金屬去除量較大。為減小切削應力對閥環端面變形的影響,閥環工藝流程設計的原則就是盡可能減小各通孔及凹槽的精加工余量,并延長時效時間。在此原則基礎上,閥環的工藝流程設計見圖5。

圖5 閥環工藝流程圖
2.2閥環精加工切削參數優化
閥環加工的關鍵環節主要體現在車削和鏜削兩方面。結合閥環的結構特點,加工過程中應適當控制其精加工參數,并優化精加工流程。
(1)閥環車削切削參數優化
閥環半精車和精車過程中,應注意使用風管對車刀刀尖位置進行降溫。同時,在閥環端面半精車后,需松開立車卡爪,停留1 h。待閥環重新找正卡緊后,精車閥環各尺寸。此時應注意從閥環內、外圓分別進刀,并在徑向方向中間位置接平,且車削切削切深不超過0.2 mm。為了更好地監控閥環端面變化,車削過程中應增加閥環端面的平面度檢查。
(2)閥環鏜削切削參數優化
閥環鏜削時應使用專用胎具進行裝夾。鏜削過程中,切削參數因切削狀態而異。具體是:粗鏜時:S=700 n/min,F=300 mm/min,ap=1.5~2 mm;半精鏜時:ap=0.5 mm,S=850 n/min,F=240 mm/min;精鏜時:ap=0.05~0.06 mm,S=850 n/ min,F=200 mm/min。
精鏜各滑塊槽或滑塊時,需使用4個小等高塊分別對加工部位4點支撐。該支撐僅用于防止閥環受切削力而引起的應力變形,不需對單個滑塊槽或滑塊進行找正。
2.3閥環支撐方式優化
由于閥環為薄壁零件,其支撐方式對閥環端面跳動具有一定的影響。圖6是將閥環上、下半把合后,支撐在閥環中部測得的閥環端面跳動變化圖,圖7則是將閥環上、下半把合后,支撐在閥環外圓臺階面處測得的閥環端面跳動變化圖。從圖中可以得到:(1)內圓或外圓平面度跳動呈波浪型;(2)雖然支撐位置的變化對平面度波動的總趨勢影響不大,但其影響端面跳動波動值的范圍。
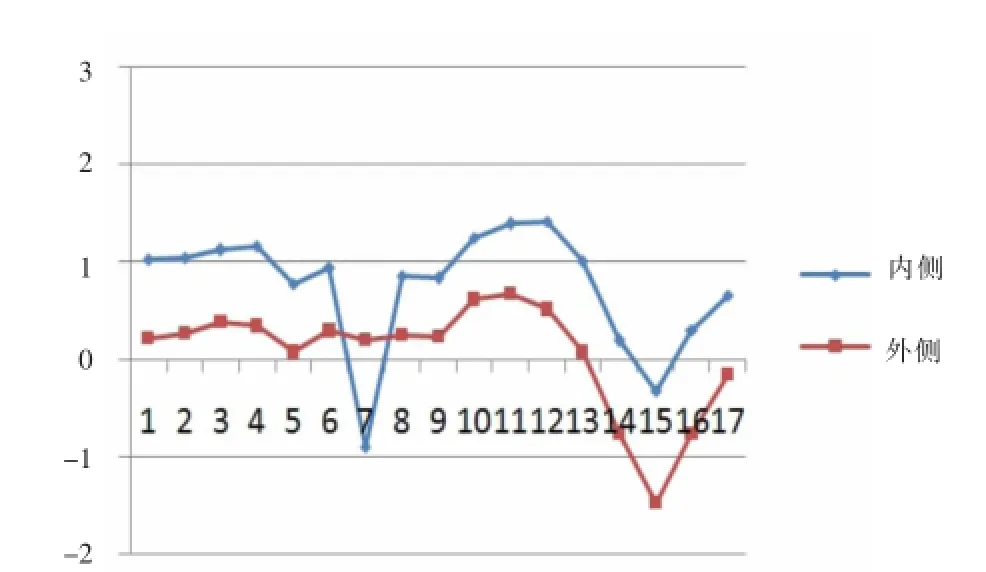
圖6 閥環端面跳動圖 (支撐閥環中部)
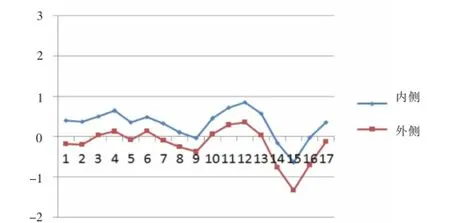
圖7 閥環端面跳動圖 (支撐閥環外圓臺階處)
因此,為保證閥環端面的平面度,閥環支撐方式由之前多支點支撐方式 (見圖8)優化為整體胎具支撐方式 (見圖9)。通過對使用整體胎具后閥環的端面跳動檢測可以看到,整體胎具的設計和使用減小了因支撐接觸面積引起的變形,有效地減小了閥環端面變形。

圖8 閥環多支點支撐方式
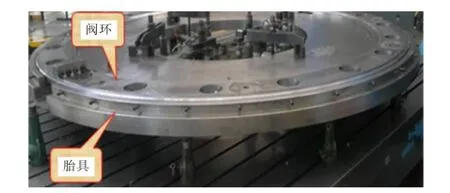
圖9 閥環整體胎具支撐方式
3 實施效果跟蹤
為了進一步驗證上述控制措施的有效性,分別在后續某臺份閥環精加工滑塊槽后及閥環把緊滑塊后的端面跳動進行了檢測 (見圖10、圖11)。從圖中可以看到,閥環端面跳動值控制在0.40 mm以內。同時,該臺份閥環在后續裝配中順暢,無卡澀。閥環裝入閥體后,閥環與閥體的接觸均勻,閥環銷釘與閥體的接觸間隙0.08 mm以內,閥環中分面內外側高低差在0.25 mm以內 (見圖12、圖13)。
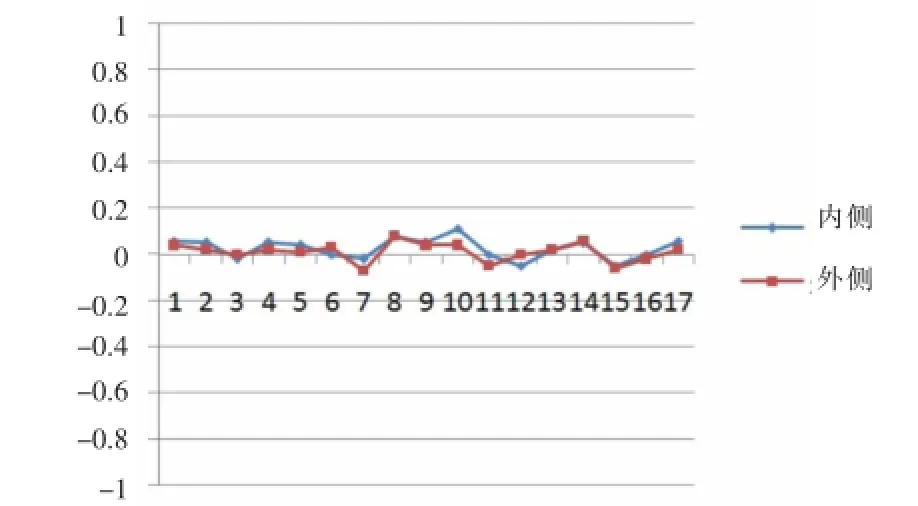
圖10 某臺份閥環精加工滑塊槽后端面數據
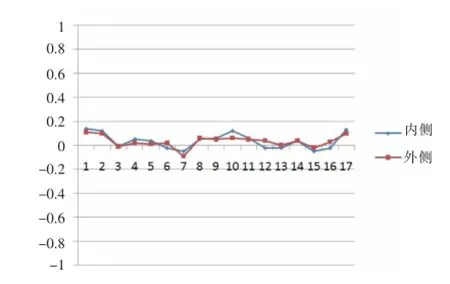
圖11 某臺份閥環把緊滑塊后端面數據

圖12 某臺份閥環裝配接觸圖

圖13 某臺份閥環裝配后中分面間隙圖
4 結論
本文圍繞旁路機構閥環的端面變形控制展開,在對閥環結構特點深入分析的基礎上,優化了閥環的加工制造流程和關鍵制造環節中的切削參數,優化了閥環的支撐方式,并設計出能夠快速實現閥環裝夾找正的胎具。通過現場實踐,旁路機構閥環的端面變形已得到有效控制。同時,本文所提及技術經驗也可應用于其它同類型薄壁零件的制造加工。
The Deformation Control Technology of End Surface for the Valve Ring in Gas Turbine
Gong Li,Yang Dawei,Zhang Qiang
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
In order to control deformation of the end surface for the valve ring in gas turbine effectively,this paper analyzes structure characteristics of the valve ring in detail,and then,combining with the production practice,this paper further presents effective measures to solve the technical problem.
gas turbine,valve ring,end surface,deformation control
TK266
B
1674-9987(2015)02-0041-03
10.13808/j.cnki.issn1674-9987.2015.02.008
鞏麗 (1981-),女,碩士,畢業于重慶大學機械系,主要從事工藝設計及數控加工領域的工作。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
