薄板坯合金鋼窄面凹陷的控制實踐
2015-11-03 09:23:50陳志威李玉德徐博毛志勇吳世龍
鞍鋼技術 2015年6期
陳志威,李玉德,徐博,毛志勇,吳世龍
(鞍鋼股份有限公司煉鋼總廠,遼寧鞍山114021)
薄板坯合金鋼窄面凹陷的控制實踐
陳志威,李玉德,徐博,毛志勇,吳世龍
(鞍鋼股份有限公司煉鋼總廠,遼寧鞍山114021)
鞍鋼股份有限公司煉鋼總廠四分廠3#板坯連鑄機生產過程中,合金鋼鑄坯窄面經常出現縱向凹陷,影響連鑄坯的表面質量,并造成軋材缺陷。分析了連鑄板坯窄面縱向凹陷的形成原因,結合生產試驗,通過采取優化結晶器足輥冷卻水流量、結晶器錐度、結晶器窄邊足輥布置及鑄機拉速等措施,提高了連鑄板坯的表面質量,有效地控制了鑄坯窄面的縱向凹陷。
薄板坯;合金鋼;窄面凹陷
鞍鋼股份有限公司煉鋼總廠四分廠3#連鑄機是從奧鋼聯引進的l條1機雙流連鑄板坯生產線,于2011年9月投產,設計年生產能力200萬t,生產的鑄坯主要供鞍鋼2150和中厚板生產線。在連鑄板坯生產過程中,鑄坯窄面縱向凹陷(也叫偏角部凹陷)或稱縱向“溝槽”是影響鑄坯質量的重要缺陷,在后續的軋制過程中將形成翹皮、夾雜等缺陷,嚴重影響產品質量。連鑄板坯窄面凹陷嚴重時鑄坯需要下線清理,阻礙了熱送熱裝的實施[1],并增大了鑄坯堆放場地的負擔和鑄坯精整的修磨量,同時降低了金屬收得率。本文分析了煉鋼總廠四分廠3#連鑄機在生產170 mm薄板坯合金鋼過程中,鑄坯窄面縱向凹陷的產生原因和影響因素,并提出改進措施。
1 連鑄機技術參數
煉鋼總廠四分廠3臺連鑄機參數對比見表1。
2 鑄坯窄面凹陷原因分析及措施
四分廠3#鑄機生產的鑄坯窄面凹陷情況見圖1所示。較輕的凹陷深度≤1.5 mm,而較重的凹陷深度可達5~7 mm,凹陷底部往往伴隨有縱裂紋。鑄坯缺陷的形成和產生原因較多,生產過程中,結晶器冷卻程度、結晶器窄邊足輥布置、結晶器錐度、二冷區水量的控制以及拉速等參數均會影響鑄坯的質量[3]。

表1 鑄機參數對比
2.1結晶器冷卻水流量
2.1.1出口坯殼厚度
1#、2#機結晶器高度為1.0 m(相應彎月面距離出口920 mm),3#機結晶器為0.9 m(相應彎月面距離出口820 mm),兩種結晶器凝固系數相同,則出口坯殼厚度比較如圖2所示。
由圖2可以看出,3#機鑄坯結晶器出口坯殼厚度較1#、2#機薄1~2 mm,易產生凹陷。
2.1.2結晶器冷卻水流量
1#、2#與3#機冷卻水流量對比見表2所示。
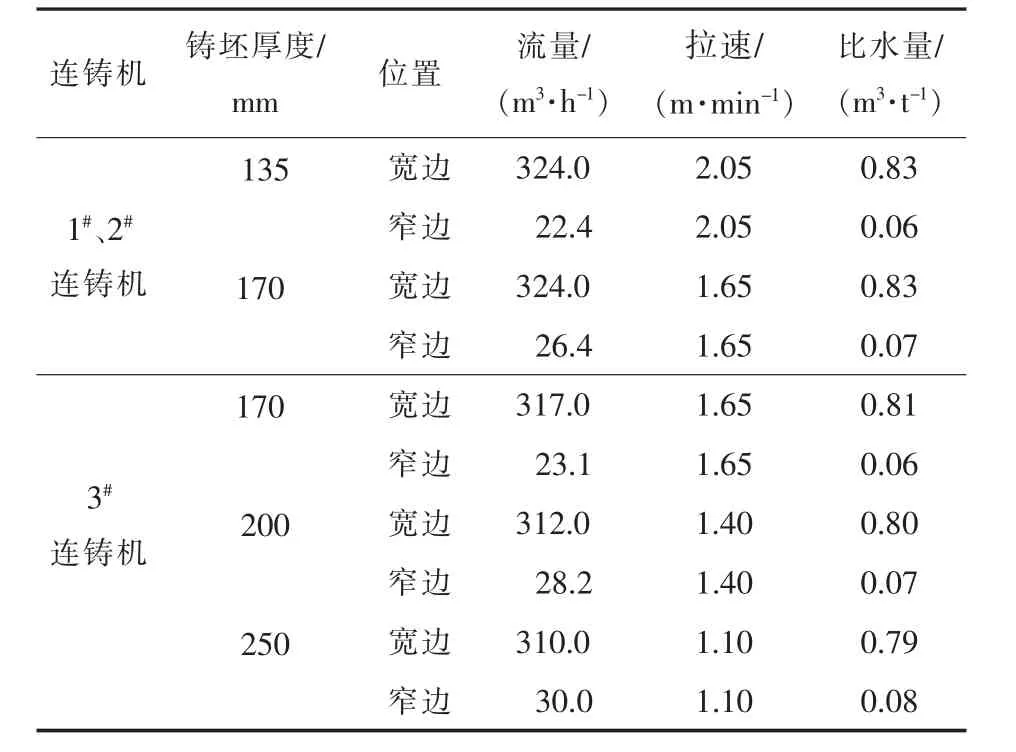
表2 結晶器冷卻水流量對比
由表2可見,3#連鑄機170 mm厚度規格上的結晶器冷卻強度比1#、2#機低,以拉速1.65 m/min為例,出口坯殼厚度薄1.5 mm,寬邊冷卻水比水量少0.02 m3/t,窄邊冷卻比水量少0.01 m3/t。
2.1.3足輥冷卻水
一般來說,鑄坯表面的凹陷是由于冷卻不均勻造成的,不均勻冷卻帶來各點的收縮量不同,從而帶來凹陷。如果結晶器足輥的冷卻較強,會增加單位時間內收縮的傾向,可能會導致缺陷進一步加大。在二冷段,如果水量過大仍然會增加凹陷產生的概率,更嚴重時會擴展凹陷處的微裂紋。如果適當降低足輥區的水量,可抑制坯殼過早收縮,減輕初生坯殼受到的熱應力,會使鑄坯凹陷的產生概率大大降低。另外,在二冷區采取較弱的冷卻制度,也會緩解凹陷的加大和微裂紋的擴展。在二冷區設備檢查方面,要注意水嘴的狀態及二冷水質,以免噴嘴受到阻塞造成冷卻不均勻,所以要保證二冷的均勻性和有效性。1500 mm寬,拉速為1.6 m/min時,1#、2#連鑄機的足輥冷卻水流量為52 m3/h,3#連鑄機的足輥冷卻水流量為64 m3/h,由此推斷,3#連鑄機足輥冷卻水冷卻強度比1#、2#連鑄機強,這可能是產生凹陷的原因之一。
生產試驗中,結晶器冷卻水不變,足輥冷卻水流量減少18%,即由64 m3/h降至52 m3/h后的鑄坯窄面凹陷情況見圖3所示。對比圖3和圖1可以看出,鑄坯窄面凹陷得到一定改善。
2.2結晶器錐度
鋼水在結晶器中凝固收縮會產生氣隙,而結晶器的錐度設置是為了補償這部分的收縮,使得結晶器的傳熱效率得到提高。由于3#機生產的薄板坯寬厚比較大,所以在凝固過程中,板坯寬面的線收縮比窄面要大。而二維傳熱的角部,如果窄面的錐度過小,鋼水的靜壓力會經過角部向寬面發生移動,角部作為支點而在寬面偏角處形成偏離角縱向凹陷[3]。由于鋼水靜壓力的存在,窄面鑄坯受力向結晶器,最后被拉出時形成鼓肚缺陷。一旦窄面的錐度較大,則窄面傳熱效果較好,冷卻強度較大,窄面向內線收縮也大,這就致使剛性的角部向窄面轉動而有形成窄面縱向凹陷的趨勢。結晶器內傳熱-凝固示意圖見圖4所示。1#、2#連鑄機與3#連鑄機結晶器錐度比較見表3所示。
錐度的計算方法為(上口寬度-下口寬度)/下口寬度。1#、2#連鑄機結晶器高度為1.0 m,3#連鑄機結晶器為0.9 m。如果按斜率進行比較,在相同錐度條件下,3#連鑄機斜率更大,更易產生窄面凹陷,因此,適當降低錐度,鑄坯窄面凹陷能得到改善。圖5為錐度下調0.2%(由1.1%降至0.9%)后的坯型(鋼種L450M)。
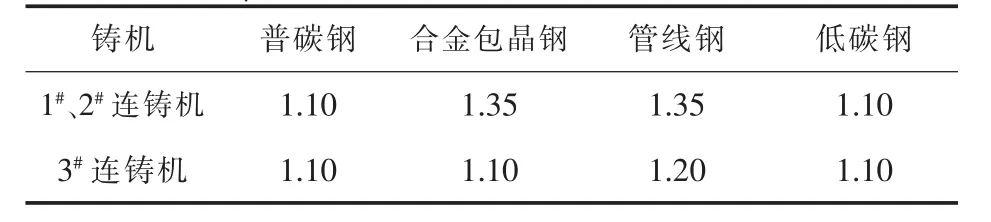
表3 1#、2#連鑄機與3#連鑄機結晶器錐度比較
2.3結晶器窄邊足輥布置
圖6為結晶器足輥調整前后的對比情況。3#連鑄機窄邊足輥與1#、2#的相同,窄邊足輥1對,足輥中心外圈與結晶器窄邊延伸方向間隙為0~0.2 mm,間隙過小對鑄坯擠壓過大,易產生凹陷。
通過試驗確定增加足輥間隙至1.7 mm,足輥調整后鑄坯窄面情況見圖7所示。由圖7可以看出,足輥調整后,鑄坯窄面凹陷情況得到一定程度的改善,窄面足輥印消失。
2.4鑄機拉速
由于包晶鋼凝固時處于包晶反應區,結晶器彎月面剛凝固的坯殼隨溫度下降發生包晶轉變,在固相線溫度以下20~50℃時,鋼的線收縮最大,坯殼與結晶器銅壁脫離形成氣隙,導出的熱流最小,坯殼最薄,易于在表面形成凹陷。通常凹陷和裂紋相伴而生,它們是多種因素綜合作用的結果,其形成的基本條件是:①初生坯殼厚度不均勻,在坯殼薄弱處產生局部應力集中;②鑄坯在快速凝固時的選分結晶和C、Mn、S、P等元素沿樹枝晶的偏析,致使晶粒間的結合力不均,在外部應力超過其強度極限時,易于發生凹陷等質量缺陷[5]。
現場統計也表明,在增大拉速的情況下,結晶器內的坯殼厚度不均勻,結晶器導出的熱量不隨拉速增大而上升,使得出結晶器時坯殼強度降低,如二冷強度大,鑄坯缺陷的嚴重程度會加重,嚴重時會在凹陷的薄弱處造成應力集中而產生裂紋。坯殼的不均勻性也是鑄坯表面凹陷及裂紋形成的原因。因此適當的降低拉速,可防止鑄坯窄面凹陷的產生。拉速由1.6 m/min調整為1.4 m/min后的鑄坯窄面坯型見圖8所示。由圖8可以看出,拉速調整后的鑄坯窄面坯型有一定程度的改善。
3 應用效果
優化了結晶器足輥冷卻水流量、結晶器錐度、結晶器窄邊足輥布置以及鑄機拉速等參數后,又對結晶器窄面水流量進行了優化,由23.1 m3/h降至22.4 m3/h。上述各項工藝參數優化后,有效的減少了鑄坯窄邊凹陷缺陷。鑄坯單側窄邊凹陷由3~5 mm降至-1~1 mm,凹陷基本消失。參數優化后的鑄坯照片見圖9。
4 結語
通過優化鞍鋼股份有限公司煉鋼總廠四分廠3#連鑄機的結晶器足輥冷卻水流量、結晶器錐度、結晶器窄邊足輥布置以及鑄機拉速后,有效地降低了鑄坯窄面凹陷缺陷的產生,凹陷由原先的單側3~5 mm降低至-1~1 mm,凹陷缺陷基本消失。
[1]余志祥.連鑄坯熱送熱裝技術[M].北京:冶金工業出版社,2005.
[2]干勇.現代連續鑄鋼手冊[M].北京:冶金工業出版社,2010.
[3]蔡開科,潘毓淳,趙家貴.連續鑄鋼500問[M].北京:冶金工業出版社,2002.
[4]張家泉,崔立新,陳志平,等.板坯連鑄結晶器內溫度/應力場耦合模型[J].北京科技大學學報,2004(4):373-376.
[5]石顏杰,戚翠芬,李文興,等.防止CSP鑄坯凹陷的工藝探討和實踐[J].河北冶金,2004(4):14-20.
(編輯許營)
Practice of Controlling Pit Defects Formed on Surface of Narrow Sides of Thin Alloyed Steel Slabs
Chen Zhiwei,Li Yude,Xu Bo,Mao Zhiyong,Wu Shilong
(General Steelmaking Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
Longitudinal pit defects often occur on the surface of narrow sides of alloyed steel strands cast by No.3 slab continuous caster in No.4 Branch of General Steelmaking Plant of Angang Steel Co.,Ltd.,which influences the surface quality of continuous casting slabs and then brings about the defects of rolled steel products.The causes leading to the longitudinal pit defects on the surface of narrow sides of continuous casting slabs were analyzed.Based on the pilot production,the surface quality of continuous casting slabs were improved and the longitudinal pit defects were controlled effectively by optimizing the flow of cooling water for the mould footroller,the mold taper,the installation of the foot roller at the narrow side of the mold and the casting speed.
thin slab;alloyed steel;pit defects formed on the surface of narrow sides
TF703
A
1006-4613(2015)06-0044-04
2015-08-08
陳志威,碩士,工程師,2006年畢業于遼寧科技大學鋼鐵冶金專業。E-mail:chenzhiweiaaa@163.com