大功率柴油機球鐵機體鑄造工藝探討
2015-11-04 05:45:04王潘興于建忠畢海香濰柴重機股份有限公司山東濰坊261108
中國鑄造裝備與技術 2015年2期
關鍵詞:工藝
王潘興,于建忠,畢海香,陳 鵬,王 佳(濰柴重機股份有限公司,山東濰坊 261108)
大功率柴油機球鐵機體鑄造工藝探討
王潘興,于建忠,畢海香,陳鵬,王佳
(濰柴重機股份有限公司,山東濰坊 261108)
對新引進MAN公司大功率柴油機球鐵機體鑄件鑄造工藝進行了探討,包括工藝分析論證、工藝設計、工裝制作等工藝方案的確定,及各項工藝參數的選擇,結合目前的生產實踐,給出了合理的工藝參數。同時對出現的鑄造缺陷特征及采取的相應措施進行了描述和分析,可為類似鑄件的鑄造工藝開發提供一定的指導。
大功率柴油機;球墨鑄鐵;縮松;工藝分析
濰柴新引進MAN公司32-40系列大功率柴油機,含直列6、7、8、9缸機型,缸徑320 mm,缸心距530 mm,單缸功率為500 kW。其9缸機體產品幾何尺寸為5 730×1 590×1 760(mm),鑄件幾何尺寸為5 760×1 620×1 790(mm)(鑄件結構見圖1示),鑄件材質為QT400-15,鑄件質量20 t、澆注鐵液質量25 t。如此結構、噸位、材質的鑄件在濰柴鑄造生產史上前所未有。截至目前,已采用堿性酚醛樹脂自硬砂造型/制芯、鐵木結合的工藝裝備、20 t中頻無芯感應爐熔煉及計算機自動加配料系統處理鐵液工藝生產該9缸機體鑄件多臺,在完成加工并經一系列檢測合格后裝機。本文沿著整個鑄造工藝開發過程這條主線,從最初的工藝分析論證、工藝設計、工裝制作到目前的生產實踐,論述成功的經驗和教訓,為類似鑄件的鑄造工藝開發提供一定的理論支撐和技術指導。
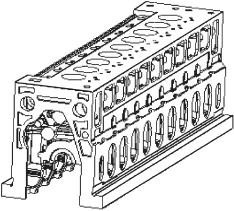
圖1 9L32-40機體鑄件結構
1 工藝方案的確定
1.1砂型種類的選擇
目前生產大噸位鑄件常用的自硬樹脂砂種類有兩種:堿性酚醛與酸性呋喃樹脂自硬砂。以堿性酚醛自硬樹脂砂造型、制芯為主的鑄造工藝,在濰柴已應用多年,經驗豐富、工藝成熟,再結合砂處理再生、鑄造成本等其它各方面因素,經分析論證,確定以堿性酚醛樹脂自硬砂工藝生產該機體鑄件。
1.2分型面的選擇
分型面的選擇將決定鑄件毛坯在鑄型中的位置,鑄造該機體鑄件有兩種工藝供選擇,即通常所說的臥澆和立澆。
1.2.1臥澆機體工藝的優缺點
(1)上、下兩半鑄型既可滿足工藝要求,見圖2所示。對模板與砂箱的定位尺寸要求嚴格,鑄件幾何形狀容易保障;
(2)砂芯數量少,組芯、研箱的工作量低,鑄型尺寸精度高;
(3)砂芯制芯相對繁瑣,特別是大缸芯(見圖4所示)需要從缸孔中心分型,對半制作(見圖5所示),然后將兩半砂芯通過預留的螺栓孔用雙頭螺栓扒合。
(4)鐵液靜壓力頭小,就要求非常嚴格的缸孔、曲軸主軸孔、凸輪軸孔、觀察窗孔等部位(Man質量標準要求對這些部位必須進行仔細的超聲波檢測,速率不低于5 600 m/s)而言,即使采取激冷措施、冒口補縮措施等,致命的縮松缺陷仍將難以避免。
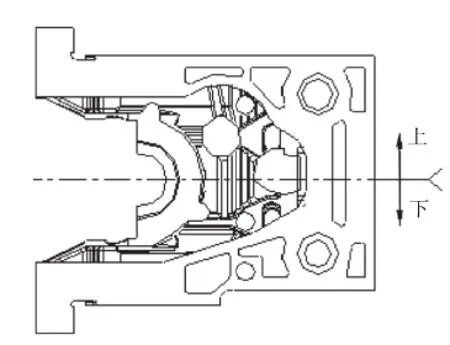
圖2 臥澆工藝示意圖

圖3 立澆工藝示意圖

圖4 機體大缸芯示意圖

圖5 機體大缸芯臥澆工藝制芯示意圖
1.2.2立澆機體工藝的優缺點
(1)將機體缸孔朝下進行鑄件的澆注。由于高度近2 m,只有上、下兩半鑄型的工藝難以實現,通過上下鑄型加多層中間套箱的工藝才能滿足要求,見圖3所示。對模板與砂箱的定位尺寸要求相對寬松。
(2)砂芯數量多,制芯、組芯、研箱的工作量大,鑄型尺寸精度、鑄件幾何形狀需采取更多的樣板等控制手段才能保障。
(3)大缸芯需要從缸筒部位分型,分上、下兩部分制作(見圖6所示)。

圖6 機體大缸芯立澆工藝制芯示意圖
(4)鐵液靜壓力頭大,可使要求嚴格的缸孔、曲軸主軸孔、凸輪軸孔、觀察窗孔等部位在澆注過程和凝固初期處于較高的鐵液靜壓力作用下,以利用鐵液的后補量和相鄰區域的石墨化膨脹進行自補縮,同時輔之以激冷措施、冒口補縮措施等,縮松缺陷能得到較好的控制。
1.2.3方案確定
通過以上分析,最終選擇鑄件立澆工藝,把所有造型、組芯研箱、合箱澆注等操作放在深地坑內,以解決因高度而帶來的操作不便問題。
1.3澆冒系統的設計
由于酚醛樹脂砂發氣量大,故設計澆冒系統時,要求該系統須具備:
(1)快速充型,不僅可以抑制侵人性氣孔,而且減輕型腔的造渣反應,縮短型腔頂部和上部受高溫輻射時間;
(2)低溫澆注,縮短鐵液在型腔內的凝固時間,減輕鐵液在凝固過程中的縮松傾向。結合球鐵材質、主要壁厚等特點,確定該機體鑄件初澆溫度1 355~1 365 ℃;
(3)鐵液填充過程中避免飛濺、碰撞與紊流,以防止卷入氣體,對于該機體鑄件,側底注可以保證液流平穩,排氣順暢;
(4)利于鐵液夾雜物上浮,由于澆注初期導入型腔的鐵液難免會包含著一次渣,以及鐵液流經澆道、填充型腔時,與砂型在有氧狀態下會生成二次氧化渣和氣。這部分夾雜物須能順利上浮,導人集渣包或通過冒口溢流出去。
該機體鑄件的澆冒工藝見圖7所示。鐵液包內的鐵液首先導入砂箱頂面的澆口箱,液面上升到一定高度后,四孔同時拔塞,鐵液通過澆注系統進入型腔。澆注系統由耐高溫陶瓷管打入砂芯形成,內澆道位于鑄件的側底部,滿足鐵液平穩填充;橫澆道端頭設置集渣包,主軸孔上平面、鑄件頂面設置發熱保溫溢流冒口,再輔助以關鍵部位的激冷措施,滿足擋渣、補縮等工藝要求。
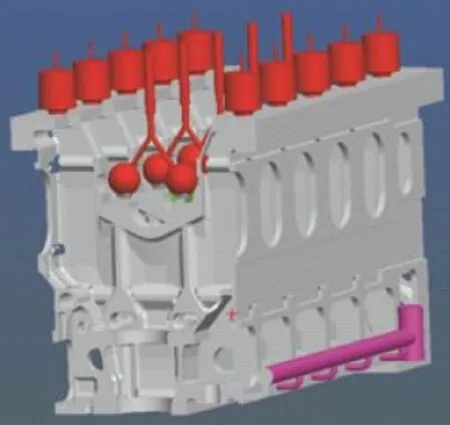
圖7 機體鑄件澆冒工藝示意圖
1.4收縮率的選取
由于該機體鑄件的幾何尺寸大,鑄造收縮率是一個非常重要的參數,0.1%的區別就會帶來近6 mm的差值。經過分析及后續調整,該機體鑄件長、寬、高度方向收縮率分別取值為0.9、0.8、0.6,實踐證明是合適的。
1.5工藝裝備
1.5.1模板
模板采用鐵木結合結構。模底板采用槽鋼焊接,頂面鋪60 mm多層木板;模樣采用木質結構,分三部分制作。機前端與第1、2、3缸為第一部分,第4、5、6缸為第二部分,第7、8、9缸與機后端為第三部分,其中第二部分又分兩段制作。模樣均與模底板設置精確的定位銷定位機構及雙頭螺栓扒合,方便拆卸與組裝,以生產其它缸數的鑄件。
1.5.2芯盒
芯盒均采用鐵木結合結構,結構復雜、薄弱且起模困難的部位采用鋁合金鑲塊或活塊。
1.5.2.1大缸芯盒
形成砂芯的芯盒內腔以木質結構為主,外圍鑲箍金屬框架(見圖8所示),以增加芯盒的強度和剛度,方便合模和開模。由于在填砂之前需要在芯盒內腔不同部位放置大量激冷冷鐵,為方便操作,在設計左右兩半開模工藝的基礎上,其中一半芯盒又分為上下兩層結構。
由于單顆大缸砂芯的重量達1.5 t,在填砂之前需要在芯盒內放置螺紋鋼焊接專用芯骨,以增強砂芯的強度,方便吊運和下芯操作(見圖9所示)。
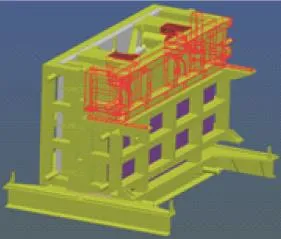
圖8 大缸芯盒示意圖
圖9 大缸芯芯骨
1.5.2.2主油道芯盒
該機體鑄件有一?100×5 760 mm的貫通主油道孔需要鑄出,鑄造工藝將其分解為由三部分砂芯組合形成,每一部分的定位是通過油道孔后面的芯座芯,見圖10所示。完成該主油道砂芯的制作有兩種工藝方案,既整體制作與分體制作。

圖10 主油道砂芯
(1)分體制作:主油道孔芯與芯座芯分開制作,然后通過預先放入主油道內的芯骨(見圖11所示),將主油道孔芯與芯座芯組裝扒合。該工藝的優缺點是砂芯制芯方便簡單,但組裝扒合后尺寸精度差。
(2)整體制作:主油道孔芯與芯座芯整體制作,也需要放入螺紋鋼芯骨。該工藝的優缺點是芯盒結構復雜,制芯操作相對繁瑣,但是砂芯尺寸精度有保障。整體制作的主油道芯盒工裝見圖12所示。

圖11 主油道芯骨
1.5.3砂箱
砂箱的幾何尺寸為7 500×2 800×650(mm),主要壁厚40 mm。材質有兩種供選擇,即材質為QT450的鑄造砂箱和材質為Q235的焊接砂箱。鑄造砂箱一般采用消失模鑄造工藝,成本稍低,但一旦損壞難以修復;焊接砂箱成本稍高,一旦損壞還有可能通過焊接修復。
1.6鑄件開箱落砂
Man質量標準要求鑄件經型內冷卻,開箱時溫度不超過200 ℃才能打箱落砂。通過型內冷卻用熱電偶和自動溫度記錄儀測溫,確定型內冷卻時間為不低于168 h。

圖12 主油道芯盒
2 鑄造缺陷的特征與措施
2.1縮松缺陷
由于該機體的材質為球墨鑄鐵,盡管工藝開發時對關鍵部位已采取了冷鐵激冷和保溫冒口補縮等一系列措施,但仍不時有縮松缺陷發生,對此再次采取以下措施:
(1)針對缺陷特征優化激冷工藝。縮松部位增加冷鐵,或將冷鐵加大加厚;
(2)適當降低澆注溫度,讓鐵液在型腔內盡快進入凝固狀態;
(3)按上限控制碳當量,以減小縮松傾向。
2.2幾何尺寸超差
由于該機體鑄件體積太大,幾何尺寸精度是一個關鍵問題。
2.2.1鑄件變形
框架結構的機體鑄件,不管體積大小,總存在一定的變形量,體積越大,變形傾向、變形量越大。
(1)通過調整變形部位的加工余量,補貼或抵消變形量;
(2)保證鑄件在鑄型中的冷卻時間,避免過早開箱激冷。
2.2.2鑄件尺寸偏離
(1)由于生產操作以手工為主,單顆砂芯體積大、質量大,尤其需要操作者按工藝要求精心操作、不急不燥;
(2)盡可能增加樣板控制、刻線控制等工藝手段,保證尺寸精度;
(3)工藝開發設計時,鑄件的收縮率能夠在長、寬、高三個方向上選取不同的值,然而實踐發現即使在同一個方向上不同的部位,收縮率也存在較大差別,比如在長度方向上,曲軸主軸孔部位、缸孔部位、凸輪軸孔部位的收縮率差異較大,嚴重的會導致不能滿足尺寸要求,所以這些部位需要單獨重點處理:①適當調整砂芯之間的間隙;②增加不能滿足尺寸精度要求部位的補貼量。
3 結語
(1)將缸孔朝下,采用立澆側底注工藝,鐵液平穩而又快速地進入型腔,再輔之以關鍵部位的激冷和保溫冒口補縮措施,有助于防止縮松缺陷和提高機體鑄件的質量。
(2)關鍵部位采用鋁合金鑲塊,以鐵木結合為主的工藝裝備,適合也方便類似大噸位鑄件的生產,滿足尺寸精度要求。
(3)當機體鑄件無法進行人工時效去應力處理時,可通過型內冷卻、自然時效的方法滿足對殘余應力的要求,必須嚴格控制型內冷卻時間,避免過早開箱。
[1] 邢新田,王建榮,胡華林,等.6L280柴油機球墨鑄鐵曲軸的鑄造技術[J].中國鑄造裝備與技術,2013(6).
[2] 劉佑平.柴油機球墨鑄鐵曲軸化學成分的選擇[J].中國鑄造裝備與技術,2001(2).
Study on Casting Process for High Power Diesel Engine Ductile Iron Cylinder Block
WANG PanXing, YU JianZhong, BI HaiXiang, CHEN Peng, WANG Jia
(Weichai Heavy Machinery Co.,Ltd., Weifang 261108, Shandong, China)
The casting process of nodular cast iron cylinder block for large engine introduced from MAN Company is discussed. The study includes the identification process plan for process analysis, demonstration,process design, equipment making and selection of process parameters. Combined with current production practices, it gives the reasonable process parameters. At the same time the characteristics of casting defects appeared and the corresponding measures are described and analyzed. So it can provide some guidance for the foundry process development of the similar castings.
Large engine; Nodular cast iron; Shrinkage; Casting process analysis
TG242.7;
A;
1006-9658(2015)02-0022-05
10.3969/j.issn.1006—9658.2015.02.007
2014-12-08
稿件編號:1412-726
王潘興(1965—),男,工程師,長期從事鑄造工藝的開發工作.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52