CW250機體臥澆氣孔缺陷解決措施探討
2015-11-04 05:45:05張玉娟臧加倫濰柴重機濱海鑄造廠山東濰坊608濰柴動力股份有限公司山東濰坊606
中國鑄造裝備與技術 2015年2期
關鍵詞:工藝
張玉娟,邢 偉,臧加倫(. 濰柴重機濱海鑄造廠,山東濰坊 608;. 濰柴動力股份有限公司,山東濰坊 606)
CW250機體臥澆氣孔缺陷解決措施探討
張玉娟1,邢偉1,臧加倫2
(1. 濰柴重機濱海鑄造廠,山東濰坊 261108;2. 濰柴動力股份有限公司,山東濰坊 261061)
分析了CW250機體鑄件在濰柴重機濱海鑄造廠大批量生產過程中,機體上平面產生氣孔缺陷的原因,總結了在生產實踐中解決氣孔缺陷所采取的工藝措施和取得的效果。
機體;鑄造缺陷;氣孔;砂芯排氣
1 CW250機體工藝簡述
大型柴油機主要用來提供船機引擎的動力,近年來,隨著海上競爭趨向激烈,國內外大型柴油機的發展較為迅速,對產品質量的要求也越來越高。大型鑄件的生產相對于中小型鑄件面臨更多復雜的技術難題,工藝必須更加符合本單位的生產條件和原輔材料要求。
機體是柴油機的關鍵零部件,結構復雜、重量大,質量的好壞直接影響到柴油機的使用性能和生產成本。濰柴重機濱海鑄造廠生產的CW250機體鑄件包括6缸和8缸兩種機型,材質為HT250,是濱海鑄造廠最大噸位的灰鐵件,6缸機體毛坯質量4.5 t,8缸機體毛坯質量5.7 t,最大外形尺寸為3 510 mm×1 421 mm×1 060 mm。毛坯生產采用堿性酚醛樹脂自硬砂工藝,1~2箱/天,共有21種65顆砂芯,均為手工制芯,其中大缸芯由兩半分別制芯,然后組合成一顆整體大缸芯。自硬砂造型,醇基涂料刷涂,天然氣表干,人工研箱,鑄型傾斜5°,澆口箱拔塞澆注,澆注溫度控制在1 375~1 385 ℃,澆注6缸機體和8缸機體分別用時70 s和90 s左右,澆注6缸和8缸機體分別96 h和120 h后開箱落砂,進行粗清。
其工藝簡圖如圖1所示。

圖1 CW250機體臥澆工藝簡圖
2 氣孔缺陷特征及原因分析
氣孔是氣體聚集在鑄件表面和內部而形成的孔洞,其形狀、大小、位置不一,孔壁光滑,帶氧化色彩。氣孔是機體臥澆工藝生產中最常見,同時也是很難徹底消除的一種缺陷。
氣孔有各種類型,產生的原因各不相同,按氣體的來源不同大致可分為侵入性氣孔、反應性氣孔和析出性氣孔。侵入性氣孔是由于澆注過程中金屬液對鑄型激烈的熱作用,使型砂和型芯中的發氣物(水分、樹脂、粘結劑等)氣化、分解和燃燒,生成大量氣體,浸入金屬液內部所產生的孔洞。
2.1機體氣孔缺陷特征
CW250機體自2013年12月在濱海鑄造廠大批量生產以來,氣孔成為機體生產中最主要的缺陷,占缺陷的85%以上。氣孔往往在粗清拋丸時不易發現,在精拋時才出現,造成較大的經濟損失,對鑄件的質量也有很大的危害。根據CW250機體的氣孔缺陷特征(見圖2所示),可以判斷屬于典型的侵入性氣孔。

圖2 機體上平面氣孔缺陷特征
2.2氣孔產生原因分析
氣孔缺陷的產生是多種原因相互作用的結果,通過對產品結構和鑄造工藝及工序過程的分析,總結了CW250機體產生氣孔缺陷的原因,主要有以下幾方面:
(1)機體自身結構和工藝特點
CW250機體采用臥澆,排氣側在上型,缸筒端墊高5°,鐵液從油底殼端引入(見圖3)。由于排氣側水腔和氣腔處是壁厚(12 mm)相對較薄的非加工大平面,且處在充型的最末端,充型到此處時鐵液溫度已較低,靠近型芯表面的鐵液會較快凝固,使侵入的氣體沒有充分的時間從金屬液中上浮和排出,從而形成氣孔。
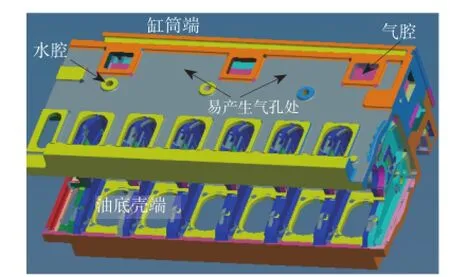
圖3 機體結構示意圖
(2)樹脂加入量對氣孔缺陷的影響
樹脂和固化劑加入量的多少對氣孔缺陷的產生也有較大影響。樹脂和固化劑在澆注過程中會分解燃燒產生大量氣體,加入量過高會引起型、芯的發氣量增加,若不能及時排出型外,就會增大產生氣孔的傾向。
(3)砂芯排氣的影響
由于鑄件的生產使用了大量的芯子,其中生產8缸機體每臺需要砂芯材料約達6.97 t,芯子的排氣問題成為影響機體質量的一個重要因素。在澆注過程中,芯子的絕大部分均被鐵液包圍,特別是氣腔芯和水腔芯,只有幾處小的芯頭排氣,大量的砂芯氣體不能夠順利排出。
(4)澆注溫度等其它因素
(a)控制最佳的澆注溫度范圍,保證在不粘砂的前提下,適當提高澆注溫度;
(b)合理的砂型、砂芯的表干次數與時間;
(c)保證砂型氣眼位置的合理及暢通。
3 解決氣孔缺陷的措施
只有滿足P氣(金屬液和砂芯砂型界面的氣體壓力)>P液(金屬液靜壓力)+P阻(金屬液表面張力引起的阻力)+P腔(型腔中金屬液面上升的氣體壓力)的條件下,才會產生侵入性氣孔。由于CW250機體鑄件質量大、澆注時間長,澆注時型(芯)砂在金屬液的熱作用下產生了大量氣體,使金屬液和砂型界面上的氣體壓力驟然增加,氣體可能浸入金屬液,也可能從砂隙或氣眼中排除型外。因此減少氣孔缺陷的最有效方法,即采取一切措施降低金屬液和砂型(芯)界面的氣體壓力P氣。針對影響P氣的因素,我們從生產全過程進行了工藝優化及改進,主要采取的工藝措施有以下幾個方面。
3.1鑄造工藝的優化改進
根據鑄件自身的結構、原工藝的特點以及對產生氣孔缺陷位置的跟蹤分析,我們在產生氣孔缺陷較為集中的部位,增加出氣扁冒口(見圖4)。當鐵液未充型到此部位時起排氣作用,可加快型內氣體的排除;當鐵液充型到此部位時起溢流冒口的作用,將較早進入型腔的低溫鐵液和氣體溢出,減少氣孔缺陷的發生。我們對此工藝先進行了模擬驗證,從模擬結果可以看出增設扁冒口后裹氣現象明顯減輕(見圖5),將此工藝措施應用于生產實踐后,取得了明顯的效果。

圖4 增加扁冒口前后工藝對比示意圖

圖5 模擬結果對比示意圖
為了更有利于氣體的排出,我們實驗改進了澆注的傾斜角度,制作了專用墊鐵,由原來的傾斜5°增加到6°,同時假箱高度由130 mm改為180 mm,增加了壓頭高度。
3.2合理控制樹脂加入量
樹脂砂的強度隨樹脂的加入量增加而提高,但樹脂加入量超過一定限度后,強度進一步提高不明顯,反而會造成發氣量增大、潰散性差、成本增加等危害,因此合理控制樹脂加入量非常重要。
根據CW250臥澆機體的結構特點,其中凸輪軸腔芯、氣腔芯、水腔芯、主油道芯是整體的長砂芯,最長砂芯>3 000 mm,要求強度較高,而其它砂芯強度可低一些。對于此類長的大型砂芯,我廠堿性酚醛樹脂砂工藝從未生產過,沒有經驗數據可參考,樹脂砂最佳性能的樹脂加入量十分關鍵,需要一定時間實踐的跟蹤檢驗。經過一段時間的摸索,我們制定了比較合理的型芯砂性能要求(見表1)。

表1 型芯砂性能要求
3.1加強砂芯排氣
機體生產使用了大量砂芯,砂芯的排氣是否暢通是氣孔缺陷產生的關鍵因素,我們對各種砂芯的排氣系統進行了分析和改進。
(1)大缸芯的排氣系統改進
大缸芯的排氣原先是通過內部加入的¢40 mm芯骨及兩半砂芯中間的一道排氣槽實現的。為防止澆注鐵液鉆入芯骨,造成芯骨報廢,研箱時將芯骨兩端用砂子堵住,這阻礙了砂芯氣體的排出。經過跟蹤,缸筒端芯骨鉆鐵液的幾率非常小,因此我們對缸芯的排氣系統進行了改進(見圖6、7),加強了缸芯的排氣,取得了較理想的效果。

圖6 排氣道改進前后對比示意圖

圖7 芯骨改進前后排氣對比
(2)加強氣腔芯排氣
通過對缺陷位置的統計,氣孔基本都出現在機體上平面的氣腔芯上部中間窗口的兩側。原先氣腔芯的排氣是通過砂芯中間¢80 mm的芯骨上鉆出氣孔,氣體通過3個窗口處排氣孔和相通的上型氣眼排出型外。
經過跟蹤研箱和打箱情況,我們發現氣腔芯由于較長,中間易向下彎曲,給封箱造成一定困難,砂箱封不好就易鉆氣眼,芯骨進鐵液,而芯骨進鐵液的鑄件,往往氣孔缺陷較嚴重。我們對氣腔芯排氣進行了改進,將芯骨端面通開,增加氣眼將氣腔內氣體引出,同時加強封箱控制,避免封不住鐵液鉆氣眼和芯骨(見圖8所示)。
3.2適當提高澆注溫度
澆注溫度也是影響氣孔缺陷的一個重要因素。鐵液澆注溫度低,凝固時間就縮短,型芯和鐵液中氣體就沒有充足時間排出型外。經過實踐操作:將澆注溫度由原工藝的1 365~1 375 ℃,提高為1 375~1 385 ℃,并固化到作業指導書中。
經過統計實際澆注溫度,發現其一般控制在1 379~1 382 ℃之間,既沒有產生粘砂,且有利于減少氣孔缺陷,效果較好。
3.3加強過程控制
CW250機體的生產均為手工操作,鑄件質量受人為因素影響較大,因此加強過程控制對防止缺陷是十分重要的,特別是對以下關鍵工序加強控制:
(1)所有氣眼鉆通培好,必須保證排氣通道暢通;
(2)砂芯每遍刷涂完必須烘干,再進行下一遍刷涂;
(3)因研箱時間較長,合箱前必需對研好的下砂型進行多次天然氣表干(每次不超過2 min),同時上砂型也要烘干,以保證既不能烤糊砂芯,又使型芯的殘留水分較低。

圖8 氣腔芯排氣改進前后對比示意圖
4 結論
影響鑄件產生氣孔缺陷的因素很多,通常是多種因素相互疊加作用的結果,防止和解決缺陷的發生是一個復雜的工藝過程,必須做系統的調查研究。
在生產實踐中發現問題并查找到影響因素,然后根據實際情況,以理論為依據,分析采取適當的工藝措施,才能取得理想的效果。
通過上述一系列的工藝改進和過程控制措施的實施,CW250機體氣孔缺陷率由原工藝的35%下降到9%,未再出現因大的氣孔缺陷而導致機體毛坯報廢的現象,大大減少了廢品損失,取得了明顯的經濟效益。
[1] 李晨希.鑄造工藝設計及鑄件缺陷控制[M].北京:化學工業出版社,2009:275-296.
[2] 李昂,吳密.鑄造工藝設計技術與生產質量控制實用手冊[M].北京:金版電子出版公司,2003:2668-2673.
[3] 齊亞平,于化順,臧加倫.灰鑄鐵缸蓋氣孔缺陷的防止措施[J].中國鑄造裝備與技術,2009(3).
Discussion of the solutions of hole defect of the CW250 cylinder body by horizontal pouring
ZHANG Yu Juan1,XING Wei1,ZANG Jia Lun2
(1.Weichai Heavy Machinery Binhai Casting Factory,Weifang 261108,Shandong, China;2.Weichai Power Co.Ltd,Weifang 261061,Shandong, China)
The reasons which cause the hole defect on the plane of the CW250 cylinder body casting during mass production process in Weichai heavy machinery Binhai casting factory has been analyszed.Summarizes the technological measures on soluting the hole defect and the results achieved in the production practice.
Cylinder body;Casting defects;Hole defect;Sand core exhausting
TG245;
A;
1006-9658(2015)02-0030-04
10.3969/j.issn.1006—9658.2015.02.009
2014-11-08
稿件編號:1411-706
張玉娟(1965—),女,高工,從事柴油機機體缸蓋的鑄造工藝開發工作.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52