冷輾擴工藝技術在軸承行業中的應用
2015-11-09 08:29:16孫亮
機械工程師 2015年2期
關鍵詞:工藝
孫亮
(浙江萬向精工有限公司,杭州 311202)
0 引言
冷輾擴加工是利用金屬材料的塑性變形來獲得所需零件形狀和尺寸的方法,軸承套圈毛坯在輾輪和芯輥之間經輾擴后截面縮小而工件直徑擴大,沒有材料的切除,因而具有切削加工所不可比擬的優點。
冷輾擴是20世紀80年代發展起來的一種工藝技術,在國外的應用已較為成熟,如瑞典SKF公司的軸承套圈很多采用冷搌擴工藝加工,尤其是中小型軸承及環形機械產品,該技術的應用仍處于行業內領先地位,這也是國外的一些產品質量可靠,且生產成本相對較低的原因之一。
在20世紀80年代末和20世紀90年代初開始,該技術受到國內軸承行業的重視,多家軸承企業先后派員出國考察和洽談引進冷輾擴設備,這些引進的設備有的在生產中發揮了重要作用,產生了顯著的經濟效益,有的因受制于原材料質量、毛坯重量與精度、冷輾工藝的不成熟,以及缺乏高性價比的設備等原因,并未能得到廣泛應用,因此了解冷輾擴工藝有助于企業對于冷輾擴的應用作出正確選擇。
1 技術原理
冷輾技術的實質是在常溫下將環形零件采用擠壓使金屬塑性變形而成形的一種冷加工方法,毛坯件套在芯輥上,芯輥與輾輪形成一個成型模腔,毛坯件與之接觸后在其帶動下旋轉,在連續小進給量的壓縮變形下,工件毛坯圓周切向產生延伸變形,而徑向壁厚不斷減小,同時使內、外徑尺寸擴大,最后得到符合設計要求的工件,這一工作過程是一種連續小變形量的成形過程。冷輾過程中工件的變化如圖1、圖2所示。
2 輾擴件金屬材料的性能
軸承套圈的疲勞損壞多發生在其工作表面金屬流線斷開的部位,而冷輾是利用金屬冷塑性成形原理,利用不同形狀模具,可將形狀簡單的毛坯一次成形加工,其流線按模具輪廓取向,無切斷,金屬組織內部流線延工件表面延伸,晶粒組織更加致密,不像常規車削工藝那樣將工作表面的金屬流線切斷,如圖3、圖4所示,這可大幅度提高軸承套圈的抗疲勞強度、提高軸承成品的使用壽命。
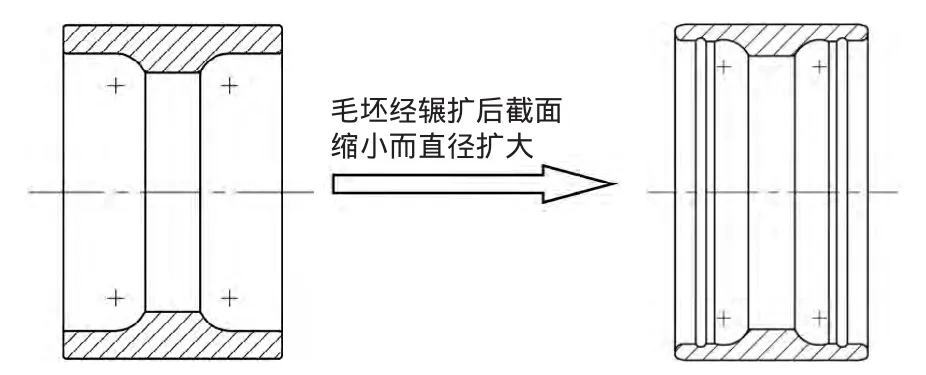
圖1 輾擴前的毛坯件圖2 輾擴后的工件
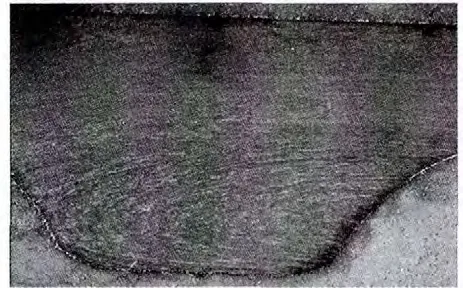
圖3 采用車削工藝的金屬流線

圖4 采用冷輾工藝的金屬流線
冷輾還可改善磨削性能,經過輾擴的套圈晶粒呈圓周方向分布,且晶粒細化,表面光潔,因此機械加工性能好[1]。
3 提高材料利用率的特點
采用冷輾擴工藝可以顯著降低原材料的消耗,與傳統的車削加工方式相比,工件原來要用車加工切除多余金屬來得到的輪廓,這里可利用材料的塑性變形來得到,因而減少了金屬材料的損耗,材料節省率可達10%~15%,以DAC407440軸承外圈為例,常規車削工藝的材料消耗定額為815g,而采用冷輾工藝的材料消耗定額為705g。
4 關鍵技術點
1)輾成品設計。輾成品設計要注意一些特殊的部位在加工時是否有困難,能否控制在公差要求范圍內,如套圈的密封槽,尺寸能否嚴格控制對于軸承的性能影響較大,要充分考慮冷輾加工的尺寸公差能否滿足控制要求,再據此決定此類部位是通過冷輾加工還是后續通過其它方式加工。
2)選擇合適的輾擴比。輾擴比的選擇要考慮最大限度地節省鋼材原材料以及套圈毛坯的內徑,輾擴比選擇過小,將導致不能最大限度地節省原材料、不能最大限度發揮冷輾擴設備節能降耗的功效,若選擇輾擴比過大,將導致毛坯內徑過小,致使芯輥直徑不得不相應減小,容易導致芯輥發生斷裂或壽命太短,使芯輥的制作成本上升。軸承套圈的常用輾擴比為k=1.45~1.65,其中k=d/d0,d0為冷輾毛坯內徑,d為冷輾套圈成品內徑。
3)設計出合理的毛坯外形尺寸。根據輾擴比可以計算確定毛坯內徑d0。毛坯寬度Bm=Bn-Δ,其中,Bn為輾成品寬度,Δ=1.2~1.8mm,Δ的取值與輾擴比、輾擴件寬度有關,輾擴比大或輾擴件較寬時取較大值,反之則取較小值[2]。確定好內徑與寬度后,再根據輾擴前后毛坯重量與輾成品重量相等的原則計算出毛坯的外徑尺寸。毛坯的重量應嚴格控制,目前很多冷輾擴設備都具有將毛坯重量不符合要求范圍的不合格件剔除,這樣有利于保障輾成品的各尺寸符合圖紙要求、有利于減少輾成品端面的毛刺。
4)模具外形尺寸。冷輾設備工作時,輾輪、芯輥、工件相對位置如圖5所示,輾輪按照輾成品的形狀和尺寸設計,為防止輾擴后應力回彈、套圈變形,輾輪應設計一個傾角c,以便給予補償,傾角c通常可取0.5°。芯輥按照毛坯內徑、輾成品的形狀和尺寸設計,芯輥輾壓面最小處直徑應設計一個恰當的尺寸,該尺寸若大,容易造成芯輥與毛坯發生碰撞,若小,容易造成芯輥使用壽命降低。為防止輾后工件端面毛刺過大,輾輪和芯輥均應設計一脫模角,如圖 5 中所示角 a 與角 b,脫模角可選 3°~15°[3]。
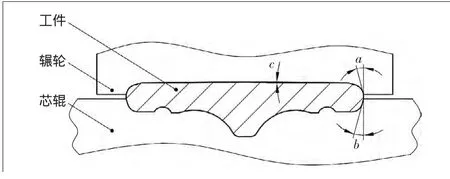
圖5 輾輪、芯輥、工件相對位置圖
5)模具材料選擇。模具材料的選擇至關重要,選擇一種合適的材料,可以提高模具的使用壽命,最大限度地發揮冷輾擴工藝降低生產成本的功效。輾輪的材料多以采用高速鋼和冷作模具鋼為主,如W6Mo5Cr4V2、Cr12MoV等,芯輥的材料多以高速鋼和基體鋼為主,如W6Mo5Cr4V2、65Nb等。
5 結語
由于冷輾工藝具有節省材料、提高產品使用壽命的特性,掌握并推廣它,能給我們這個人均資源相對匱乏的國家做出一定的貢獻,可使我們的企業在采用先進技術方面領先一步,獲得更好的經濟效益。
[1] 夏新濤,馬偉,頡譚成,等.滾動軸承制造工藝學[M].北京:機械工業出版社,2007.
[2] 劉梅華,廖春惠,利義旭.第1代輪轂軸承外圈冷輾擴工藝設計[J].軸承,2014(9):22-24.
[3] 劉國倉,王延召.軸承套圈冷輾件端面出現毛刺的原因分析及改進[J].軸承,2010(11):17,22.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52