自動茶葉揉捻機的PLC改造
2015-11-16 08:18:49方翔
中國科技信息 2015年2期
方 翔
自動茶葉揉捻機的PLC改造
方 翔


方 翔
金華市高級技工學校講師。
引言
眾所周知,茶葉是中國自古以來最重要的飲料,而它也走出中國,走向世界,成為世界三大飲料之一。改革開放以來,我國在茶業(yè)上的飛速發(fā)展,無論產(chǎn)量和種植面積都是全球之首。最近幾年來,我國的茶葉出口量均逐年上升,出口金額再次創(chuàng)下新高。
根據(jù)茶葉及其生產(chǎn)工藝不同,可分為綠茶、黃茶、白茶、紅茶、烏龍茶,等等,其中在中國最受歡迎的一種是綠茶,無論花色還是品種之多均是無可爭議的世界第一。綠茶中富含茶多酚、蛋白質(zhì)、維生素、氨基酸等大量有機化學成分,并含有多種無機礦物元素,具有延緩衰老、強身健體的多重功效。
綠茶的生產(chǎn)過程中,大多需要對新鮮采來的茶葉進行殺青、揉捻、干燥幾個過程。過去這幾個過程都是由人們手工生產(chǎn)完成的,勞動強度大,而整體的生產(chǎn)品質(zhì)又不夠穩(wěn)定,因此,目前我國大量的綠茶生產(chǎn)企業(yè)都已經(jīng)開始采用茶葉自動揉捻機來代替人工揉捻。
揉茶機是一種能保證茶葉質(zhì)量、盡量少破壞其纖維組織,同時又能完成對其進行揉捻工藝的生產(chǎn)輔助機械。它操作簡單、方便,應用場所廣。對于不同品種的茶葉,所需的揉捻程序不盡相同,因此,我們就需要能有一種可以通過設定一些參數(shù)后,全自動對茶葉進行揉捻的機器。

圖1 原6CR-55型茶葉揉捻機外形
自動茶葉揉捻機工作原理
自動茶葉揉捻機的工作原理是利用PLC作為核心控制設備,對原CR-55型茶葉揉捻機進行自動化改造。
控制過程如下:PLC控制曲柄連桿機構(gòu)帶動揉桶在揉盤上作平面圓周運動,而上述機構(gòu)工作過程中揉捻的動作使葉片細胞損傷,從而完成揉捻過程。
主要技術(shù)參數(shù)見表1。

表1 CR-55型揉捻機的主要技術(shù)參數(shù)
本設計用變頻器和FX0N- 3A數(shù)模轉(zhuǎn)換模塊實現(xiàn)對揉盤的轉(zhuǎn)速控制,用FX2N-1PG控制步進電機帶動揉蓋上下移動,從而實現(xiàn)對壓力的控制。PLC與操作人員之間信息交互通過步科觸摸屏實現(xiàn),可以通過觸摸屏啟停茶葉揉捻機,輸入揉盤轉(zhuǎn)速,揉蓋壓力控制和揉捻機工作狀態(tài)顯示。
設備主要由控制面板、控制箱、揉茶機構(gòu)三大部分組成。其中,控制面板主要由文本顯示器、按鍵、指示燈、蜂鳴器、面板電源開關(guān)等構(gòu)成。
控制箱主要由三菱FX2N型PLC,變頻器,空氣開關(guān),接觸器,繼電器, A/D轉(zhuǎn)換模塊,24V開關(guān)電源,步進電機驅(qū)動機構(gòu)等構(gòu)成。
揉茶機構(gòu)主要由接近開關(guān)、限位開關(guān)、交流異步電機、絲桿步進電機、壓力變送器等構(gòu)成。控制系統(tǒng)見框圖2。
系統(tǒng)硬件設計
設備選型
變頻器選擇
本課題選用的三相異步電動機功率為2.2KW,根據(jù)電流計算公式計算得出電流I=2200w/1.73/0.75/380=4.46A。根據(jù)三相異步電動機的額定電圖壓,額定電流,額定功率選擇FR-E540-3.7K-CHT通用型變頻器。

圖2 茶葉揉捻機控制系統(tǒng)框圖
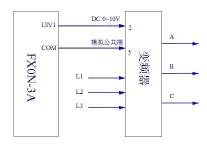
圖3 變頻器和3A模塊連接圖
步進驅(qū)動器的選型
步進電機與驅(qū)動器與1PG連接見圖4。

圖4 步進電機與驅(qū)動器與1PG連接框圖
電機控制系統(tǒng)如圖4所示:由三菱FX型PLC、FX2N-1PG定位模塊、步進電機驅(qū)動程序等組成。PLC在控制系統(tǒng)中的作用主要是生成控制脈沖,控制過程是首先由PLC編程輸出一定數(shù)量的脈沖,用來控制步進電機的轉(zhuǎn)動角度,并實現(xiàn)對的伺服裝置的控制;并通過對脈沖頻率的控制,繼而完成對伺服裝置的控制。
結(jié)合本課題我們將M542 V2.0型設備作為步進驅(qū)動設備。
元器件明細表
元器件清單明細見表2。

表2 元器件清單明細
PLC外部接線圖
茶葉揉捻機電氣控制系統(tǒng)PLC外部接線見圖5。

圖5 PLC外部接線圖
控制程序設計
文本顯示器程序
本設計采用OP320-A型設備,具體屏幕設置描述如下。
1.第一幅畫面設置
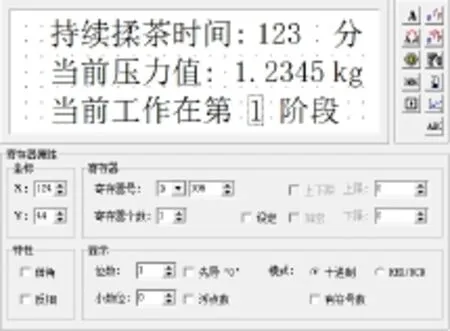
2.第二幅畫面設置
3.揉茶時間設置寄存器為D104
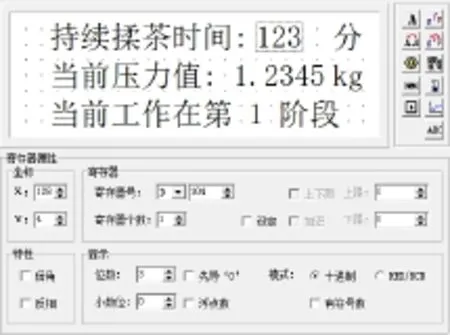
4.當前壓力設置寄存器為D101
5.當前工作階段設置寄存器為D106
PLC程序流程圖
PLC程序總流程
設備啟動時,系統(tǒng)自動進入加料等待過程,如果需要加料,則進行加料操作,如已經(jīng)有料,則進行下一步工序。加料完成后,按下啟動按鍵,進入揉茶子程序,如果操作時到了,則進入下一步程序,詢問是否停止設備,如果按下停止,則使全部電機停止,如果沒有按下停止按鍵,則進入下一步程序,檢查急停按鍵是否被按下,如果急停按鍵被按下,則進入輸出全部停止的急停狀態(tài),如果沒有急停,則回到加料等待狀態(tài)。
揉茶子程序流程
開始揉茶子程序后,詢問是否進入第一階段,如果是,則設定壓力值為0,調(diào)用壓力控制子程序;如果不是,詢問是否進入第二階段,如果是,則設定壓力值為略壓力,調(diào)用壓力控制子程序;如果不是,詢問是否進入第三階段,如果是,則設定壓力值為輕壓力,調(diào)用壓力控制子程序;如果不是,詢問是否進入第四階段,如果是,則設定壓力值為重壓力,調(diào)用壓力控制子程序;如果不是,回到第一階段。
壓力控制子程序流程
開始壓力控制子程序后,先檢測壓力是否達到壓力設定值,如果已經(jīng)達到,則改變步進電機轉(zhuǎn)動方向向上,如果沒有達到,則檢測是否達到中位,如果已經(jīng)達到,則改變步進電機轉(zhuǎn)動方向向下,如果沒有達到,重新回到程序開始階段。
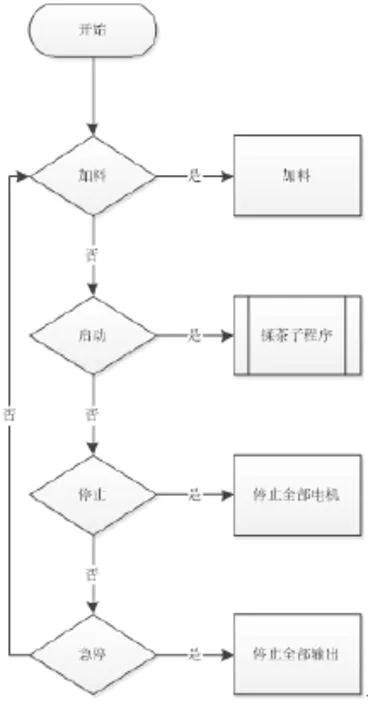
圖6 PLC程序總流程圖

圖7 揉茶子程序流程圖
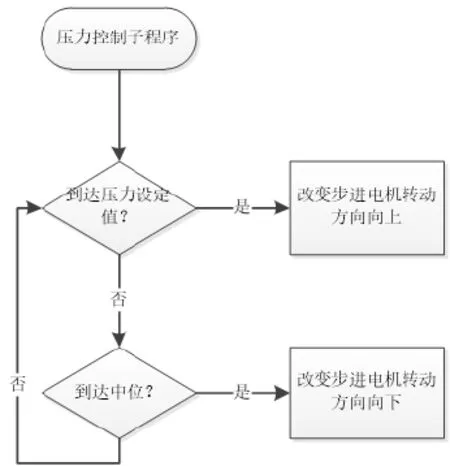
圖8 壓力控制子程序流程圖
結(jié)束語
該設計基本實現(xiàn)了茶葉揉捻機的自動化改造,可以滿足生產(chǎn)需求,但是在設計過程中還是暴露了我本身對生產(chǎn)工藝的不熟悉等缺點,這也需要我們以后在進行設備改造或設計之前,進行足夠的企業(yè)調(diào)研。
10.3969/j.issn.1001-8972.2015.02.079
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
防爆電機(2020年3期)2020-11-06 09:07:42
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(shù)(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年7期)2017-06-05 09:36:13
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
工業(yè)設計(2016年12期)2016-04-16 02:52:00
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32