樹脂砂反重力鑄造航空件生產線的設計和應用
2015-11-16 06:05:30劉世開肖王振張建平
金屬加工(熱加工) 2015年19期
關鍵詞:振動
■劉世開,肖王振,張建平
隨著航空制造業的發展,要求鑄件通過提高鑄件的尺寸精度來減輕鑄件的重量,近年來,砂型結構件已經開始要求達到HB6103規定的9級,而國際航空產品的要求比此更高,鑄件表面粗糙度值要求達到12.5μm,而普通的粘土砂工藝是無法達到的。同時,重力澆注時熔融金屬與空氣接觸時間長,澆注過程的穩定性受人為影響較大,凝固結晶過程又是在常壓下進行,不可避免地會增加吸氣和氧化,使鑄件中產生氣孔、夾渣的可能性增加。
為了提高鋁合金鑄件的尺寸、表面精度及冶金質量,滿足國產新型航空產品的研制和生產需要,進入21世紀以來,鋁合金粘土砂重力鑄造工藝已經不能適應航空鑄件的質量要求,迫切需要采用樹脂砂反重力鑄造工藝代替粘土砂重力鑄造工藝。我公司即在此情況下建設了樹脂砂反重力鑄造生產線。
一、樹脂砂反重力鑄造生產線
1. 工藝流程
樹脂砂鑄造生產線包括造型和澆注兩大部分。樹脂砂造型工藝由于其能源消耗少、勞動強度低、生產效率高、環境污染輕、鑄件尺寸精度高、表面質量好等在鑄造生產中得到廣泛應用。典型工藝流程如圖1所示。
生產線造型、制芯采用酚脲脘樹脂工藝,其固化是液體酚醛樹脂中的羥基和液體聚異氰酸酯中的異氰根交鏈作用形成固態的聚氨酯。在型砂的可使用時間內,黏度幾乎不發生明顯的變化,型砂的可使用時間可根據季節環境變化進行調整。型砂在可使用時間以外,在很短的時間內固化完成,迅速建立初強度,隨著時間延長,在24h后強度達到最大。
在完成樹脂砂造型后,鑄造生產線通過配備的鋁合金熔煉爐快速熔化鋁合金,在差壓/調壓鑄造設備中精煉處理合金。隨后根據工藝的要求,選擇反重力澆注或重力澆注方式,后續對鑄型進行冷卻、清理、打磨及理化檢測和熱處理等,實現了一個完整的鑄造生產循環,具體澆注工藝流程如圖2所示。

圖1 典型工藝流程

圖2 澆注工藝流程
2. 生產線布置
按照設備尺寸和生產需求,對樹脂砂鑄造生產線的面積進行劃分,可分為造型區、制芯區、熔煉區、鑄型冷卻區、工裝存放區、落砂區、砂庫、輔助材料存放區、金屬材料庫、鑄件清理區及安全通道,總計需要1312.81m2。
生產線建設目標為滿足航空產品多品種小批量的生產方式。廠房的布局及設備的排列比較靈活。最大砂箱外框尺寸:3000mm×1200mm×450mm,最小砂箱外框尺寸4 0 0mm× 400mm×120mm,鑄造型板尺寸3000mm×1300mm ×100mm,造型用新砂的含泥量≤0.3%,造型用新砂的水分含量≤0.2%。生產區溫度在15~29℃,濕度能夠保證在20%~60%。
二、樹脂砂生產線設計
樹脂砂生產線主要由差壓鑄造機、調壓鑄造機、快速熔煉爐、關節臂測量機、振動落砂機、鏈式提升機、中速固定式連續混砂機、慣性震實臺、翻轉起模機、合箱液壓機械手、造型機、手動轉運小車和輥道、除塵系統及雙梁橋式起重機組成。
1. 差壓鑄造機
差壓鑄造機是樹脂砂生產線的關鍵設備,由上下罐、工作臺和鎖緊環等組成,鎖緊環將上下罐和工作臺封閉為僅由升液管連接的上下罐兩個腔,對上下罐內施加同步的氣體壓力,通過增壓法或減壓法,使下罐的壓力大于上罐的壓力,使坩堝內的金屬液在壓力差的作用下經升液管充填鑄型,并在壓力下凝固。升液壓差速率為0~5k Pa/s,充型壓差速率為0~5kPa/s,充型壓差誤差在±1%,工作罐最高工作壓力為0.6 MPa,保壓增壓(壓差)為0~0.16MPa,保壓延時0~30min連續可調;差壓鑄造及低壓鑄造時保壓壓力波動≤0.001MPa,保溫爐爐膛溫度最高900℃,在600~900℃范圍內控溫精度±5℃,能夠測量爐內合金液溫度。差壓鑄造機的工作原理見圖3。
差壓鑄造機的優點在于金屬液從每秒十至幾百毫米鋁液柱充型速率可調, 在一定壓力下充型,鋁液流動性增加,有利于獲得輪廓清晰的鑄件。在壓力作用下凝固,有利于補縮。工藝出品率高,可減少或省去冒口。力學性能有非常大的提高,抗拉強度可提高10% ~ 50%,伸長率可提高20%~50%,可獲得無針孔或少針孔的鑄件。
2. 調壓鑄造機
調壓鑄造機同樣是樹脂砂生產線的重要設備。該設備由上下罐、工作臺和鎖緊環等組成,鎖緊環將上下罐和工作臺封閉為僅由升液管連接的上下罐兩個腔,對上下罐同步抽真空達到工藝要求值,再通過下罐破真空增壓法,使下罐的壓力大于上罐的壓力,坩堝內的金屬液在壓力差的作用下經升液管充滿鑄型,并在穩定的壓差下,快速向上下罐充壓到工藝要求值凝固。升液壓差速率在0~5k Pa/s,充型壓差速率在0~5k Pa/s,充型壓差誤差在±1%,工作罐最高工作壓力0.6MPa,保壓增壓(壓差)在0~0.16 MPa,保壓延時0~30mi n連續可調,保壓壓力波動≤0.001MPa。調壓鑄造機的工作原理見圖4。
調壓鑄造機除了具有差壓鑄造的優點之外,還有利于簿壁件的成形,氣體稀薄氧氣含量少,鎂合金的阻燃效果好,有很好的真空除氣效果。

3. 快速熔煉爐
快速熔煉爐采用中頻感應加熱原理,可以在短時間內,將固態鋁熔化成液態鋁。該設備由爐體、線圈、傾爐機構、補償電容器組、磁軛、坩堝模、爐蓋、 漏爐報警裝置及液壓泵站組成,同時配置中頻電源。中頻電源具有很強的負載適應性和功率調整范圍,控制線路采用單板全集成化,功率可在1 0%~10 0%調節,在控制電路中設有各種操作保護電路,具體的保護功能有:缺相(快熔斷)、過電流、過電壓、水壓低、水溫高、控制電源欠電壓,所有的保護具有聲光報警功能。快速熔煉爐的額定容量為500kg液態鋁,工作溫度780~900℃,傾爐最大角度可以達到95°,熔化率為0.45t/h,額定頻率為1000Hz,功率因數≥90%。
4. 關節臂測量機
用于檢測完成鑄造后的鋁合金零件。該設備具有7個關節,可以在5 個自由度方向進行測量。配置一體化平衡桿系統、美國國家標準局認證的長度標準尺、不銹鋼球測頭、紅寶石測頭。在該設備的計算機內應用了PC-DMIS CAD測量軟件、Scan Works三維激光掃描軟件、逆向工程軟件、計算機輔助測量軟件。
5. 振動落砂機
振動落砂機最大負荷5t,工作臺面尺寸為3500mm ×2000mm,振動電動機激振力2×100k N。整個設備可改變振動電動機兩端偏心塊夾角,調節激振力。振動電動機采用變頻控制,過載保護,短路缺相保護。柵格平面三面設有防止砂塊振動外溢的邊框。在振動電動機接線盒里裝有特制絕緣端子,具有耐振動、防松動等適用于振動電動機工作要求的特性。
6. 鏈式提升機
鏈式提升機的輸送量需要與落砂機匹配。牽引機構為環形鏈條,用20 MnV材質,滿足熱砂在溫度為250 ℃的輸送要求。采用組裝式鏈輪,輪體、輪緣用高強度螺栓聯接,上下鏈輪與鏈條接觸部分的耐磨環由40Cr材料加工而成,磨損后可方便更換。卸料口上端有槽形調節板,減少砂子的回落,與進料口均設有柵格,防止磨損。料斗采用5mm厚的Q235-A鋼板。上下帶座軸承與斗提裝置殼體之間有間隙和通道,可防止砂子進入軸承。斗提裝置下部設有檢修門,便于維修。
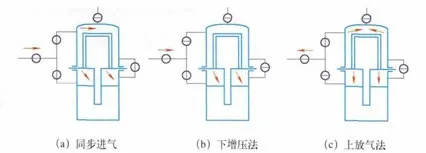
圖3 差壓鑄造機的工作原理
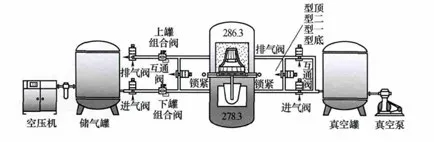
圖4 調壓鑄造機的工作原理
7. 中速固定式連續混砂機
中速固定式連續混砂機共兩臺。其中一臺生產率為10t/h,另一臺生產率為5t/h。
歐陽橘紅得知雷志雄要帶著兒女回濟南時,雷志雄的工作關系和戶口遷移都辦好了,車票也買好了。歐陽橘紅一路大跑,氣喘吁吁地闖進她以前的家,雷鋼和雷紅在清點行李。雷鋼和雷紅背對她。她一連兩聲,小鋼,小紅,他們都沒回頭,仿佛她不是他們的媽媽,一個陌生人。
混砂機整個設備操作方便可靠,采用耐蝕性好的進口齒輪泵進行液料輸送,液料泵的定量精度誤差在±2.5%。采用聚四氟乙烯膜氣控液料閥,無跑、冒、滴、漏現象,液料均由壓縮空氣霧化噴嘴細化成霧狀噴入攪籠的砂料中。混砂臂頭部的按鈕站可以上下升降,便于工人操作。混砂機的液料泵和控制閥的安裝位置便于檢修和維護。混砂攪籠頭部設有反向螺旋葉片,能夠保證砂和液料加入時間的匹配。樹脂桶、固化劑桶采用不銹鋼焊接而成,設置兩道不銹鋼過濾網,樹脂、固化劑桶內設有高低液位顯示裝置,當液位過高或過低時,自動聲光報警。桶外設置溢流保護套桶,在溢流保護套桶內通過水浴對樹脂、固化劑進行加熱,具有恒溫自動控制功能,溫度控制和顯示設置在主面板上。PLC和變頻器控制整個設備的運行和轉速,能實現砂和液料的加入同步,控制加砂、加液、混制、除味裝置,具有完善可靠的聯鎖保護、安全限位和故障報警功能。樹脂、固化劑加入量可無級連續可調,全自動進行工作。
8. 慣性震實臺
有效負荷為3t,工作臺尺寸為3000mm×1200mm。振動電動機激振力為2×32kN。
慣性震實臺的工作順序見圖5。
9. 翻轉起模機
型板(托板)尺寸為3000mm×1300mm×100mm,開口尺寸為1240mm,最大載荷3t,最大起模高度500mm。采用四導柱結構,工作穩定,結構剛度好,起模精度高。全部由液壓操作,鑄型隨型板由手動輥道送入機器。卡具夾持托板,起模部分的軌道可以提升,在脫型時帶有振動,砂型隨托板輸出和型板輸出都可以編程自動完成。配置起模自動檢測裝置,自動識別模樣是否順利起出,否則自動重復工作,最終完成起模。
10. 合箱液壓機械手
最大砂箱外框為3000mm ×1200mm×450mm,最小砂箱外框為400mm×400mm×120mm,可翻轉物體重量3000kg。翻箱合箱機械手集翻箱、合箱動作于一體,由橫梁軌架、可移動夾持臂組成,夾持臂距離可調,可對大小不一的砂型進行夾持合型。夾緊、松開的位置對中,砂型不對稱出現的重量不平穩可自動調整,可進行180°范圍內雙向旋轉,準確完成翻型動作。
11. 造型機
生產線需要造型機2 臺。造型機砂箱內尺寸為500mm× 400mm×200mm,起模行程為200mm,有效負荷500k g。采用四桿起模,起模平穩。空氣分配閥控制起模速度,轉架控制砂箱的移動。
12. 除塵系統
生產線工作場所鑄造粉塵濃度符合GBZ 2.1—2007國家職業衛生標準,排放濃度和速率均達到GB16297—1996國家大氣污染物綜合排放標準。除塵系統由旁插扁袋脈沖除塵器、除塵除臭用活性炭過濾裝置組成。
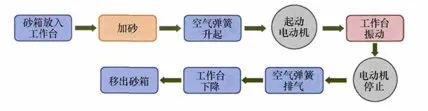
圖5 慣性震實臺的工作順序
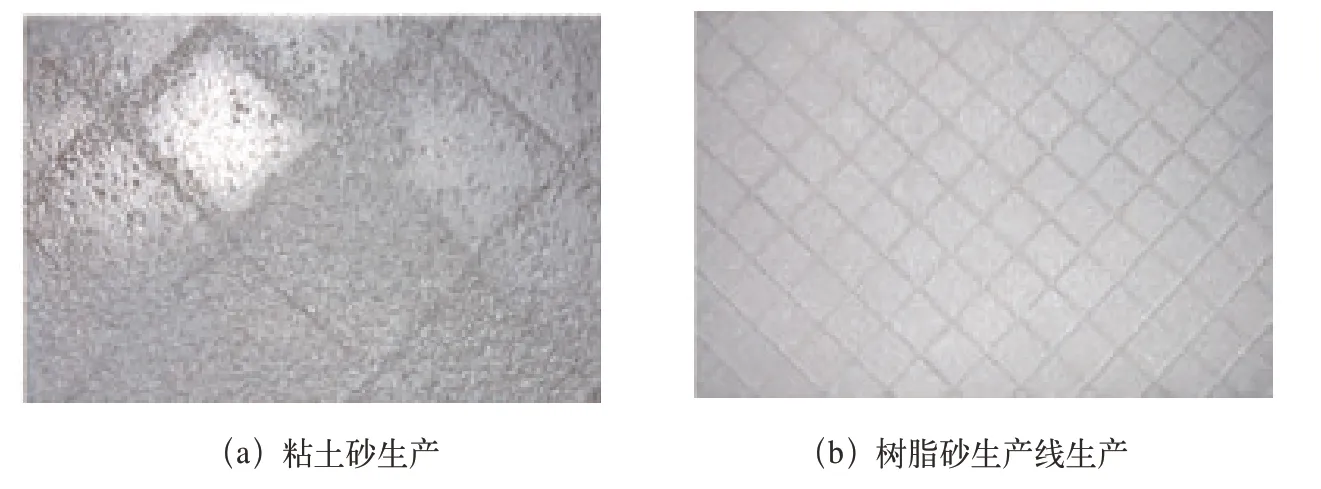
圖6 骨架結構件鑄造表面質量對比
三、效果
1. 提高了生產效率
2. 表面質量和尺寸精度提高
采用樹脂砂生產線鑄造的鋁合金零件,表面質量明顯得到改善。以3號骨架結構件(零件號:F-000-03)為例,圖6顯示了該零件在粘土砂生產線和樹脂砂生產線鑄造后的表面質量對比情況。鑄件尺寸普遍達到了CT9級,個別簡單鑄件甚至更高,鑄件尺寸精度得到大幅提高。
3. 內在質量
樹脂砂生產線鑄造的零件組織致密,內部質量明顯優于粘土砂重力澆注。無論是鑄態還是熱處理態,在熒光檢查工序中從未出現過不合格現象。X射線檢查,零件的氣孔、縮松現象明顯少于粘土砂生產線鑄造的零件。
四、結語
(1)樹脂砂反重力澆注工藝能夠完全替代粘土砂重力澆注工藝,生產的鑄件表面質量和尺寸公差完全高于粘土砂鑄件,生產效率提高了數倍,鑄件質量提高了兩個等級。
(2)整個生產線布局緊湊,生產條件得到了改善。
(3)主要設備采用變頻調整技術、PLC控制技術,不僅提高了生產效率和鑄件質量,而且使樹脂砂生產線的自動化水平得到提高。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
