結(jié)構(gòu)鋼薄壁筒形旋壓件的熱處理
2015-11-16 06:04:24姚春臣王海云尤興軍羅青云劉贊輝王金玲
金屬加工(熱加工) 2015年11期
關(guān)鍵詞:變形
■姚春臣,王海云,尤興軍,羅青云,劉贊輝,王金玲
旋壓是一種塑性成形工藝方法。對于薄壁筒形件來說,采用強(qiáng)力旋壓成形可以顯著提高材料利用率,降低原材料的消耗,降低生產(chǎn)成本。很多旋壓成形件離不開熱處理。如,旋壓前需要熱處理改善其坯料的塑性成形工藝性,使其能夠順利進(jìn)行旋壓;旋壓成形后需要消除殘余應(yīng)力;旋壓后需要對其進(jìn)行淬火和回火,使其力學(xué)性能滿足產(chǎn)品質(zhì)量要求等。因此,若要采用旋壓技術(shù)節(jié)約原材料、降低生產(chǎn)成本,則往往離不開旋壓件的熱處理技術(shù)。
一、旋壓成形技術(shù)
旋壓是用于成形薄壁空心回轉(zhuǎn)體零件的一種壓力加工方法。旋壓技術(shù)起源于我國,早在3500~4000年前的殷商時(shí)代就已經(jīng)會(huì)使用陶輪(或陶車)制作陶坯,后來又在10世紀(jì)初發(fā)明了金屬旋壓工藝,并將金屬薄板制成了空心件。這種技術(shù)于13世紀(jì)才傳到英國,再過了將近500年才傳到美國。
現(xiàn)代金屬旋壓(見圖1)一般是將坯料裝夾于芯模(芯棒)并隨其旋轉(zhuǎn),旋壓工具(旋輪或翻板)與芯模相對進(jìn)給,使坯料受壓并產(chǎn)生連續(xù)地局部塑性變形,加工成所需要的空心回轉(zhuǎn)體工件。但也有旋壓工具繞坯料旋轉(zhuǎn)的旋壓,也有不用芯模的旋壓。
在旋壓中,以改變坯料形狀為主,而壁厚尺寸基本不變或改變較少的旋壓成形過程稱為普通旋壓;坯料形狀與壁厚同時(shí)改變的旋壓成形過程稱為變薄旋壓,也稱為強(qiáng)力旋壓。
筒形件的強(qiáng)力旋壓如圖2所示。其中,正向旋壓時(shí),變形坯料的流向與旋輪進(jìn)給方向相同;反向旋壓時(shí),變形坯料的流向與旋輪進(jìn)給方向相反。
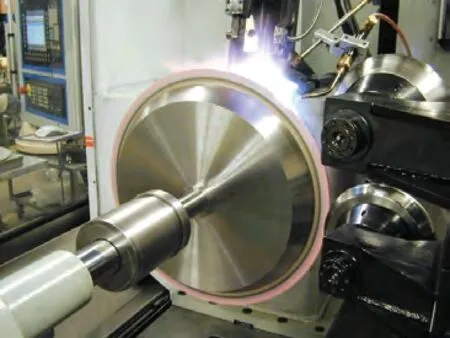
圖 1
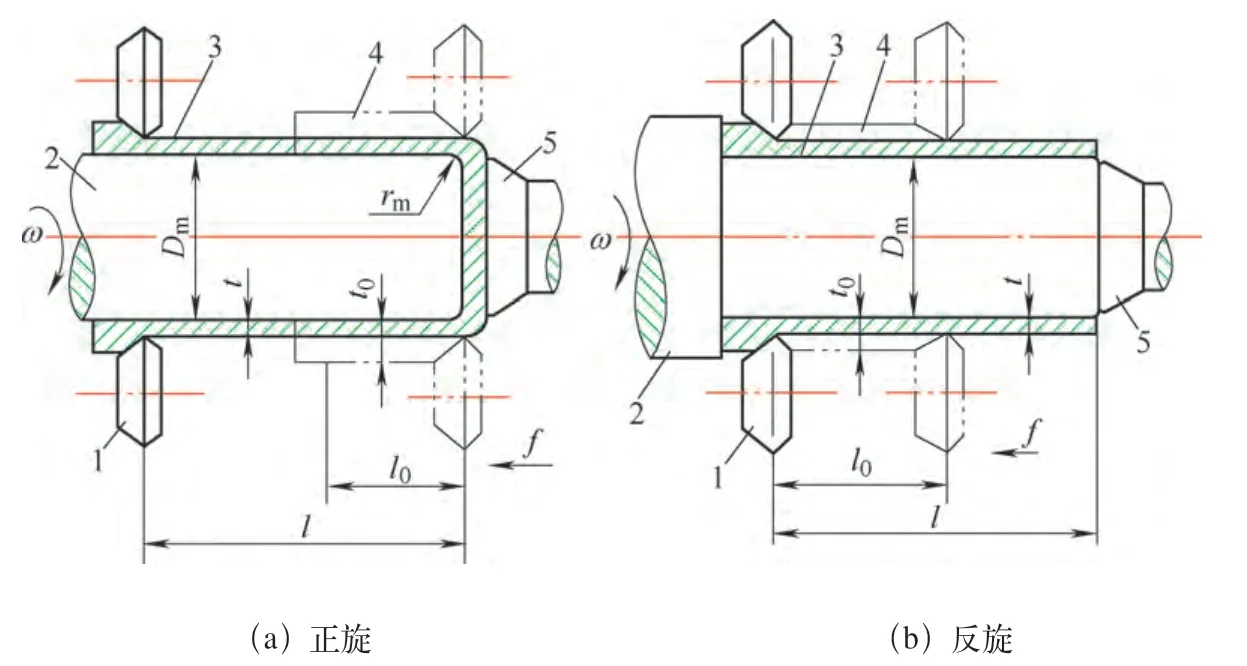
圖2 筒形件強(qiáng)力旋壓示意
筒形件變薄旋壓的工件材料變形程度一般用減薄率來表示。其減薄率與旋壓前后的壁厚差有關(guān)。工件被旋壓機(jī)旋輪旋壓了一次所產(chǎn)生的減薄率為這一旋壓道次的道次減薄率Ψtn。工件經(jīng)過若干次旋壓所產(chǎn)生的總的減薄率為該工件旋壓的總減薄率Ψt。
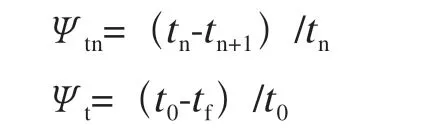
式中 tn——坯料壁厚;
tf——工件旋壓后的壁厚;
tn——工件第n道次旋壓前的 壁厚;
tn+1——工件第n道次旋壓后 的壁厚。
根據(jù)在塑性成形中體積不變原理,筒形件的減薄率越大,工件旋壓之后的長度也就越長。表1是幾種馬氏體時(shí)效鋼筒形工件旋壓前后的壁厚及總長的對比。
從表1可見,T250馬氏體時(shí)效鋼旋壓后,其總長可以達(dá)到旋壓前長度的3倍以上。由此可見,該材料可以采用旋壓技術(shù),使原本只能加工1件產(chǎn)品的材料可以加工出3 件產(chǎn)品。此例說明,通過旋壓,提高原材料的利用率,減少原材料的消耗,降低生產(chǎn)成本是非常顯著的。

二、結(jié)構(gòu)鋼筒形強(qiáng)力旋壓件的熱處理需求
根據(jù)原材料的不同和工件技術(shù)要求、強(qiáng)化方式的不同,結(jié)構(gòu)鋼筒形強(qiáng)力旋壓件對熱處理的需求也不同。一般的情況如表2所示。
原材料的旋壓工藝性可分為兩類。其中一類為旋壓工藝性較好,可以直接旋壓,這類材料有退火或正火狀態(tài)的低碳鋼,退火良好的中碳鋼和低中碳合金鋼,固溶狀態(tài)的馬氏體時(shí)效鋼等;另一類是直接旋壓容易開裂,或旋壓力較大對設(shè)備不利,需要對旋壓坯料預(yù)先進(jìn)行熱處理,如中碳合金結(jié)構(gòu)鋼、低合金超高強(qiáng)度鋼等。

表1 T250馬氏體時(shí)效鋼筒形件旋壓前后的壁厚及總長對比
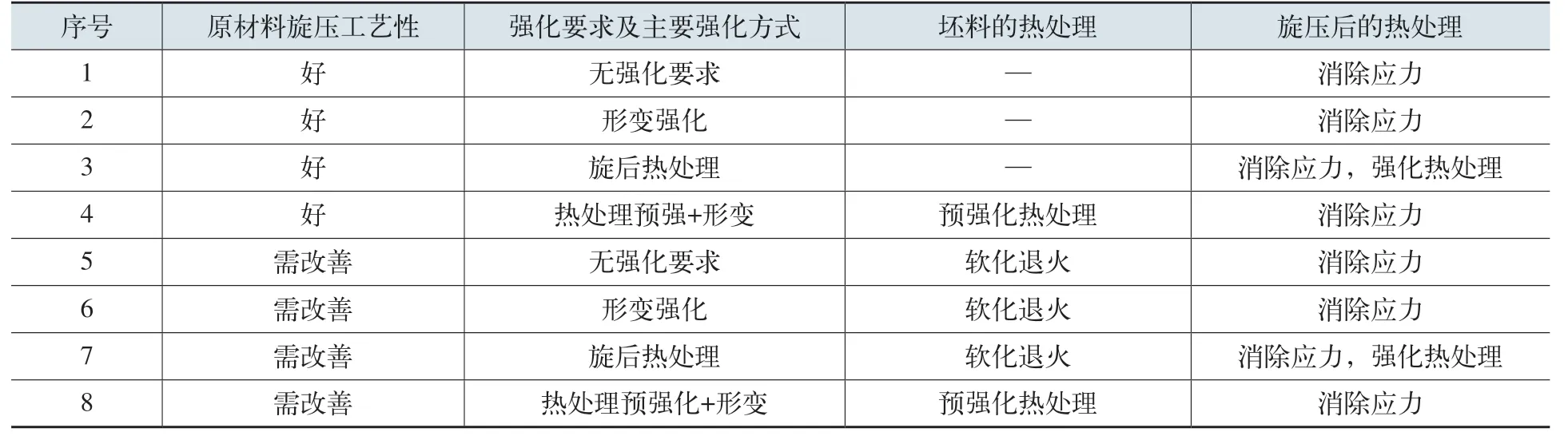
表2 結(jié)構(gòu)鋼筒形旋壓件的熱處理需求分類
旋壓件的強(qiáng)化要求和主要強(qiáng)化方式主要有:無強(qiáng)化要求,形變強(qiáng)化,旋壓后熱處理強(qiáng)化,旋壓前熱處理預(yù)強(qiáng)化+旋壓形變強(qiáng)化4類。而筒形旋壓件的熱處理分旋壓前坯料的熱處理和旋壓后的旋壓件的熱處理兩大部分。
三、旋壓前坯料的熱處理
根據(jù)原材料的旋壓工藝性和工件技術(shù)要求、強(qiáng)化方式,坯料的熱處理主要有不熱處理(直接旋壓)、軟化熱處理、預(yù)強(qiáng)化熱處理三類。
1. 坯料的軟化熱處理
碳鋼和低中碳合金結(jié)構(gòu)鋼的軟化熱處理一般采用退火或高溫回火。如30CrMnSi A、40Cr鋼。
有些低合金超高強(qiáng)度鋼完全退火效果不好,則需采用等溫球化退火。如45Cr Ni Mo1VA(D6AC)鋼,馬氏體時(shí)效鋼的軟化熱處理是固溶處理。
對于熱處理后還需全面切削加工的坯料,軟化熱處理可在普通熱處理爐中進(jìn)行。對于熱處理后不再切削加工的坯料,以真空熱處理為好。
2. 坯料的預(yù)強(qiáng)化熱處理
有些旋壓件,由于淬火變形問題難以解決,或受設(shè)備條件的限制,不方便進(jìn)行旋壓后的熱處理強(qiáng)化,就采取對坯料進(jìn)行預(yù)強(qiáng)化熱處理,再通過旋壓產(chǎn)生的加工硬化,使旋壓件的強(qiáng)度達(dá)到產(chǎn)品質(zhì)量要求。
對坯料進(jìn)行預(yù)強(qiáng)化,是在保證材料的旋壓成形性能的前提下,適當(dāng)提高坯料的強(qiáng)度。一般采用調(diào)質(zhì)或正火。
但是,這種方法的應(yīng)用范圍有限。因?yàn)橛行┊a(chǎn)品或材料難以做到提高坯料強(qiáng)度后既不影響旋壓性能,又能使旋壓之后的強(qiáng)度達(dá)到產(chǎn)品要求。
四、旋壓后成形件的熱處理
根據(jù)工件的技術(shù)要求,旋壓后成形件的熱處理有消除應(yīng)力熱處理和強(qiáng)化熱處理兩類。需要進(jìn)行強(qiáng)化熱處理的工件,大多也要先進(jìn)行消除應(yīng)力熱處理。
1. 消除應(yīng)力熱處理
一般鋼件旋壓后消除應(yīng)力采用350~650℃的去應(yīng)力退火。
對于沒有強(qiáng)度要求和還要進(jìn)行強(qiáng)化熱處理的工件,當(dāng)工件剛度較好不易變形時(shí),可取其溫度的上限,使旋壓產(chǎn)生的殘余應(yīng)力消除得充分一些。但對于壁薄易變形的工件,去應(yīng)力退火的溫度不宜過高。
對于旋壓前熱處理預(yù)強(qiáng)化+旋壓形變強(qiáng)化的旋壓件,一般采用較低溫度的溫度消除應(yīng)力,以防止強(qiáng)度降低而導(dǎo)致力學(xué)性能不合格。
對力學(xué)性能沒有要求且有加工余量的工件,去應(yīng)力退火可用普通的熱處理爐。對力學(xué)性能要求較高且沒有加工余量的旋壓件,用真空回火爐消除應(yīng)力為好。
2. 強(qiáng)化熱處理
一般的結(jié)構(gòu)鋼旋壓件的強(qiáng)化熱處理是淬火+回火。馬氏體時(shí)效鋼的強(qiáng)化熱處理是人工時(shí)效。
(1)應(yīng)注意盡可能避開薄壁旋壓筒形件的淬火變形問題 筒形旋壓件一般壁厚較薄,防止或減少淬火變形,是旋壓件熱處理中的技術(shù)難點(diǎn)。旋壓件的直徑越大,壁厚越薄,淬火變形的問題就越突出。因此,對于存在變形問題的直徑較大的薄壁旋壓件,如果采取坯料預(yù)強(qiáng)化加旋壓形變強(qiáng)化的方法能夠滿足產(chǎn)品的力學(xué)性能要求,就應(yīng)當(dāng)優(yōu)先考慮采用坯料預(yù)強(qiáng)化加旋壓形變強(qiáng)化的制造工藝,盡可能避免薄壁件的淬火。
對于需要淬火強(qiáng)化,而淬火變形問題不太突出的小直徑旋壓件,以及不能采用預(yù)強(qiáng)化加形變強(qiáng)化方法的旋壓件,就選用適當(dāng)?shù)墓に嚭驮O(shè)備進(jìn)行強(qiáng)化熱處理。
(2)薄壁旋壓件不同熱處理工藝的變形量對比 不同的工藝和設(shè)備,產(chǎn)生的淬火變形不一樣。表3是對一種最小壁厚僅1mm的30Cr Mn Si A鋼筒形件,分別采用四種不同的工藝和設(shè)備進(jìn)行熱處理變形量對比試驗(yàn)的情況。

表3 30CrMnSiA鋼薄壁筒形件不同熱處理方式的變形量對比
從表3可見,在上述四種熱處理方式中,鹽浴爐加熱硝鹽槽貝氏體等溫淬火的熱處理變形量最小,真空爐油淬次之,流動(dòng)粒子爐油淬第三,保護(hù)氣氛爐油淬的變形量最大。
因此,對于直徑較小,或淬火后基本上不再切削加工的30Cr Mn Si A鋼薄壁旋壓件,過去常采用鹽爐加熱硝鹽槽貝氏體等溫淬火,而現(xiàn)在宜采用清潔的真空熱處理。
另外一種直徑較大的旋壓成形件真空熱處理與普通井式爐熱處理的變形量對比的情況是:真空熱處理變形最大值為0.47mm;而普通井式爐熱處理的變形量最大值在1.5~1.8mm。兩者的差別很大。真空熱處理明顯優(yōu)于普通井式爐熱處理。
(3)30Cr Mn Si A鋼旋壓件貝氏體等溫淬火的切削加工變形問題 對于熱處理后內(nèi)外圓都要進(jìn)行切削加工的直徑較大的30Cr Mn Si A鋼旋壓件,不宜采用貝氏體等溫淬火。因?yàn)樨愂象w等溫淬火的旋壓件淬火變形雖小,但在后續(xù)的切削加工中,容易產(chǎn)生切削加工變形。旋壓件的直徑越大,其切削加工變形的問題就越突出。淬火變形小,并不能保證切削加工的變形小。淬火變形與切削加工變形是兩回事。
(4)30Cr Mn Si A鋼薄壁旋壓筒形件復(fù)合熱處理工藝 為了解決30Cr Mn Si A鋼旋壓件的淬火變形和切削加工變形問題,我們又開發(fā)了一種復(fù)合熱處理方法。這就是旋壓后,先對工件進(jìn)行適當(dāng)?shù)娜?yīng)力退火,然后進(jìn)行鹽浴馬氏體等溫淬火,最后再進(jìn)行回火。這種復(fù)合熱處理方法可以經(jīng)濟(jì)地解決直徑較大的薄壁筒形旋壓件的淬火變形和切削加工變形問題。
(5)真空熱處理 在真空淬火中,高壓氣淬的變形量比真空油淬的小。對于淬透性較好的低合金超高強(qiáng)度鋼旋壓件,以高壓氣淬為好。
旋壓件真空淬火的淬火變形量和后續(xù)切削加工的變形量都較小,是薄壁旋壓件較好的熱處理方法。
五、結(jié)語
(1)強(qiáng)力旋壓成形,可以在批量生產(chǎn)中提高原材料利用率,降低生產(chǎn)成本,提高經(jīng)濟(jì)效益。強(qiáng)力旋壓往往離不開材料熱處理。
(2)旋壓件的熱處理分為旋壓前坯料的熱處理和旋壓成形后的熱處理兩大部分。
(3)對尺寸較大、有強(qiáng)度要求的薄壁旋壓筒形件宜優(yōu)先考慮采用坯料預(yù)強(qiáng)化加旋壓形變強(qiáng)化的旋壓及熱處理工藝方案,以避開薄壁旋壓件的淬火變形問題。
(4)對于淬火后基本上不再切削加工的30CrMnSiA之類的結(jié)構(gòu)鋼旋壓成形件,采用貝氏體等溫淬火,淬火的變形量最小。淬火后內(nèi)外圓還需全面切削加工的30Cr Mn Si A之類的結(jié)構(gòu)鋼,不宜采用貝氏體等溫淬火,以免出現(xiàn)后續(xù)切削加工變形。馬氏體等溫淬火復(fù)合熱處理工藝可以同時(shí)解決其淬火變形和切削加工變形問題。
(5)真空熱處理不僅無氧化脫碳,無化學(xué)物質(zhì)污染,而且淬火變形也比鹽浴爐油淬、保護(hù)氣氛爐油淬、井式爐淬火的小,是薄壁筒形旋壓件宜選用的熱處理工藝。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36