基于DEFORM—3D的轉(zhuǎn)盤鏜孔正交實驗優(yōu)化
2015-11-20 23:23:27趙帥李震畢雅萱
智能制造 2015年7期
趙帥++李震++畢雅萱
本文利用DEFORM-3D軟件模擬了轉(zhuǎn)盤零件在不同切削參數(shù)條件下切削力、形變量的變化值,并利用這些數(shù)值通過正交實驗得到最優(yōu)化的切削工藝參數(shù),然后經(jīng)切削試驗零件各孔誤差均在合理范圍內(nèi),該方法為以后零件切削工藝參數(shù)選擇提供了一定的參考。
一、引言
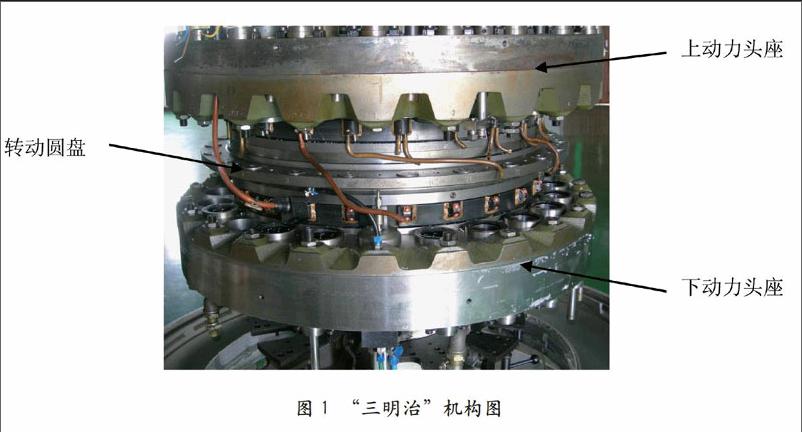
高精度多工位機(jī)床的關(guān)鍵核心部件包括轉(zhuǎn)動圓盤、上下動力頭座,俗稱“三明治”機(jī)構(gòu)。如圖1所示,轉(zhuǎn)動圓盤是機(jī)床的分度回轉(zhuǎn)工作臺,臺面上安裝有夾具和工件;上下動力頭座分別位于轉(zhuǎn)動圓盤的上下兩側(cè),起到支撐動力頭的作用。
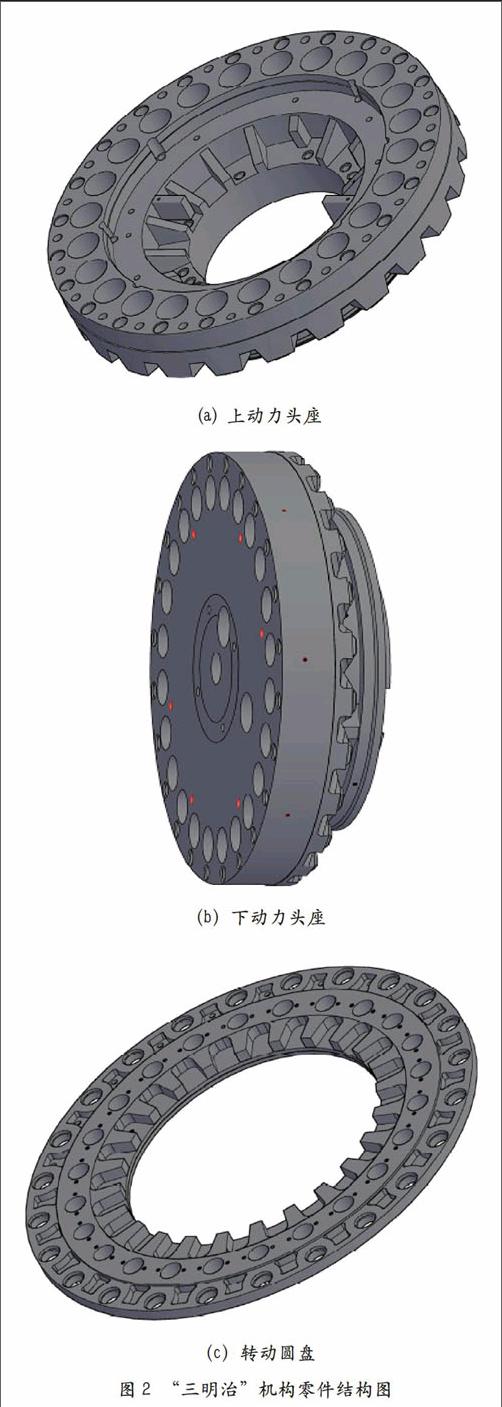
如圖2所示,“三明治”機(jī)構(gòu)零件屬于精密多孔盤類結(jié)構(gòu)件,外沿孔徑的尺寸精度要求在±5μm,圓度精度要求在8μm。因此,零件孔的制造精度要求格外嚴(yán)格,臺面上孔的加工量占整個零件加工量的一半以上。現(xiàn)以轉(zhuǎn)動圓盤孔的加工為例,對其工藝參數(shù)的選擇進(jìn)行分析研究。
DEFORM3D是一套基于工藝模擬系統(tǒng)的有限元仿真軟件,其強(qiáng)大的模擬引擎,能夠分析金屬成形過程中多個關(guān)聯(lián)對象耦合作用的大變形和熱特性。與傳統(tǒng)的直接實驗法相比,使用軟件仿真費(fèi)用低、耗時短,在考慮多因素時其優(yōu)勢尤為明顯。因此,本文以DEFORM3D軟件為平臺,針對轉(zhuǎn)盤鏜孔過程進(jìn)行模擬仿真,并通過正交實驗得出最優(yōu)化切削參數(shù)組合。
二、DEFORM-3D有限元仿真平臺
1 建立有限元模型
由于DEFORM3D分析軟件不具備三維造型功能,所以本文選擇在SolidWorks軟件中建立模型。在SolidWorks中建立的鏜刀裝配模型,如圖3所示,其中鏜刀前角γ0=8°,后角α0=10°,刀尖圓弧半徑r2=0.2mm。模型文檔另存為STL文件格式,并在選項中選擇“在單一文件”保存裝配體的所有零件。進(jìn)入DEFORM3D軟件中的MACHINING模塊后,導(dǎo)入預(yù)先構(gòu)造的刀具模型,刀具材料選擇硬質(zhì)合金WC。設(shè)定工件尺寸,材料選用QT700-2。
2 模型的網(wǎng)格劃分
劃分網(wǎng)格時首先要考慮網(wǎng)格數(shù)量,數(shù)量越多劃分的越細(xì)密,分析精度越高,但計算規(guī)模也將成倍增加。在結(jié)構(gòu)中應(yīng)力應(yīng)變集中和變化比較劇烈的部位,網(wǎng)格宜劃分得密一些,其它部位可稀疏一些。具體到鏜孔加工過程中,刀具切削部分應(yīng)該實現(xiàn)網(wǎng)格細(xì)分,其他部分網(wǎng)格應(yīng)該加粗,這樣既保證了局部變形的求解精度,又節(jié)省了求解時間和內(nèi)存消耗。在本實驗中,刀具網(wǎng)格類型為相對網(wǎng)格類型,其單元總數(shù)為15,000個,Size Radio為4,工件網(wǎng)格類型為絕對網(wǎng)格類型,網(wǎng)格最小尺寸為0.Olmm,其單元總數(shù)為26,357個。
3 模擬參數(shù)設(shè)置
模擬過程中,模擬計算步長的確定是十分重要的。對于幾何形狀簡單,邊角無流變或其它局部嚴(yán)重變形的問題,步長可選用模型中較小單元邊長的三分之一。本實驗設(shè)置仿真總步數(shù)為5,000,步數(shù)增量設(shè)為25,切削終止角度65°。刀具磨損模型選用適合于金屬切削的Usui's模型,系數(shù)a為0.000,000,1,b為855。最后檢查仿真的各項參數(shù)設(shè)置是否正確,生成數(shù)據(jù)庫,開始運(yùn)行仿真。
三、鏜孔切削的正交實驗仿真
正交實驗是研究多因素、多水平實驗的主要方法,它是根據(jù)正交性原則從所有實驗點(diǎn)中挑選部分有代表性的點(diǎn)進(jìn)行實驗,從中尋找出一組最佳的水平組合。
1 實驗方案設(shè)計
首先確定影響鏜刀切削性能的主要因素有:A——切削速度(m/min);B——進(jìn)給量(mm/r);C——切削深度(mm)。
通過理論參考資料和生產(chǎn)實踐確定3個因素的變化范圍:A(V)為80-120m/min;B(vf)為0.02-0.06mm/r;C(vp)為0.03-0.08mm。設(shè)計每個因素取3個水平,得到正交試驗的3個因素(A、B、C)與3個水平(1、2、3)表,如表l所示。
2 實驗結(jié)果與分析
切削參數(shù)因素水平表設(shè)計完成之后,基于已有刀具和工件有限元模型進(jìn)行表2中的切削正交試驗,實驗評價指標(biāo)為切削力和轉(zhuǎn)盤形變量,并按照各組實驗順序記錄實驗結(jié)果,對結(jié)果進(jìn)行整理計算。
在正交實驗表2中,各個參數(shù)下評價指標(biāo)的均值如表3、表4所示。其中,K1代表“水平l”的指標(biāo)均值;K2代表“水平2”的指標(biāo)均值;K3代表“水平3”的指標(biāo)均值;極差R代表不同水平時各因素評價指標(biāo)均值的極差,其大小代表了該因素的水平變化時評價指標(biāo)的變化幅度。極差越大說明該因素的水平變化對評價指標(biāo)的影響越大,因素則據(jù)主要地位;反之則說明因素居次要地位。
由表3中各因素的極差可以看到,基于主切削力Fz的極差由大到小的排列為:C、A、B;即,對評價指標(biāo)影響程度由大到小的因素分別為:切削深度、切削速度、進(jìn)給量。隨著切削深度增加,主切削力Fz具有明顯上升趨勢;而隨著切削速度增加,主切削力Fz則具有下降趨勢;在整個切削實驗中,進(jìn)給量對主切削力Fz影響不大。因此,基于主切削力Fz最小作為優(yōu)化目的,從上述各因素的變化趨勢看,正交試驗方案的較優(yōu)組合為A3B2C1,即切削速度v=120mm/min,進(jìn)給量vf=0.04mm/r,切削深度vp=0.03mm。
由表4中各因素的極差可以看到,基于轉(zhuǎn)盤形變量的極差由大到小的排列為:A、B、C;即,對評價指標(biāo)影響程度由大到小的因素分別為:切削速度、進(jìn)給量和切削深度。轉(zhuǎn)盤變形量隨著主軸切削速度的增加而減小,主要是因為在一定的切削條件下,增加主軸切削速度,可以減小鏜刀的每轉(zhuǎn)進(jìn)給量,減小了切削力的大小,從而減小了轉(zhuǎn)盤的變形量;轉(zhuǎn)盤變形量隨著進(jìn)給速度增加而增大,主要是因為在一定的切削條件下,增加進(jìn)給速度,提高了鏜刀的每轉(zhuǎn)進(jìn)給量,增大了切削力的大小,從而增大了轉(zhuǎn)盤的變形量;轉(zhuǎn)盤變形量隨著切削深度的增加而增大,因為切削深度增加,鏜刀的切削面積增加,增加了切削力的大小,從而增大了轉(zhuǎn)盤的變形量。因此,基于轉(zhuǎn)盤形變量最小作為優(yōu)化目的,從上述各因素的變化趨勢看,正交試驗方案的較優(yōu)組合為A3B1C1,即v=120mm/min,進(jìn)給量vf=0.04mm/r,切削深度vp=0.03mm。
在精密鏜孔切削時,切削力也是工件受力變形的另一個重要依據(jù),這主要是因為鏜刀在切削工件時,工件受切削力影響會產(chǎn)生很強(qiáng)的塑性變形應(yīng)力場和溫度場,從而導(dǎo)致工件發(fā)生形變。因此,以切削力和形變量作為評價指標(biāo)來衡量切削參數(shù)優(yōu)劣時,切削力比形變量更具有參考價值。因此,綜合分析為了既提高加工質(zhì)量,從切削力和形變量兩方面綜合考慮,正交試驗的最優(yōu)組合為A3B1C1,即切削速度v=120m/min,進(jìn)給量vf=0.02mm/r,切削深度Vp=0.03mm。
四、試驗驗證
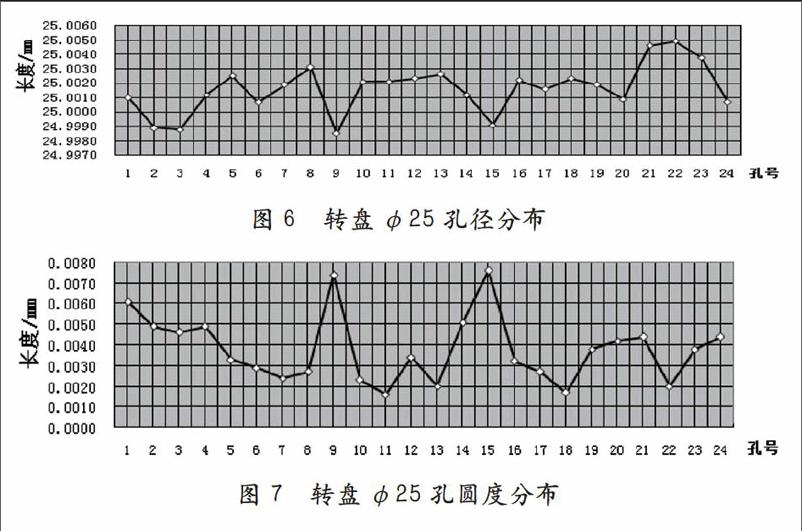
該轉(zhuǎn)盤零件的鏜孔工藝主要在雙坐標(biāo)鏜床上完成,加工后的零件如圖5所示。經(jīng)三坐標(biāo)測量機(jī)檢測,轉(zhuǎn)動圓盤的關(guān)鍵孔位Ф25尺寸、形狀精度測量結(jié)果如圖6、圖7所示。
在圖6中,孑L徑的誤差主要集中在后半程的第22、23孔加工,未滿足孔徑Ф25+0.003-0.003mm的要求。這有可能是因為隨著加工的進(jìn)行,刀具受熱磨損所引起的誤差。在圖7中,孔的圓度精度要求小于0.005mm,有3個孔沒有達(dá)到精度要求,其中第9和l5孔的誤差比較異常。這很可能是因為零件在加工后進(jìn)行測量時,由于操作人員、測量機(jī)和主客觀(溫度、接觸力)等偶然因素直接影響了測量結(jié)果,因此應(yīng)排除這兩個孔的誤差。
五、結(jié)語
本文基于DEFORM-3D建立了鏜孔過程中的三維有限元模型,根據(jù)不同切削參數(shù)模擬獲得了一系列的切削力、應(yīng)變數(shù)值,并利用正交實驗得出了最優(yōu)切削參數(shù)組合,最后對轉(zhuǎn)盤零件進(jìn)行實際加工,結(jié)果也進(jìn)一步驗證了切削參數(shù)的合理性。與傳統(tǒng)加工方法相比,這種方法節(jié)省了工藝試驗材料和費(fèi)用,縮短了產(chǎn)品開發(fā)周期,為今后類似精密零件的切削加工提供了參考。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中老年保健(2022年5期)2022-08-24 02:36:04
當(dāng)代陜西(2021年12期)2021-08-05 07:45:46
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
