對稱三輥卷板機上輥撓度補償計算與受力分析*
2015-11-23 03:04:24郭瑞峰郭永平
機械研究與應用 2015年1期
關鍵詞:變形
甄 誠,郭瑞峰,郭永平
(1.西安建筑科技大學機電工程學院,陜西西安 710055;2.首鋼長鋼(集團)鍛壓公司設計院設計科,山西長治 046011)
0 引言
卷板機按輥數可分為兩輥、三輥、四輥及多輥;按輥子布置方式可分為對稱式和非對稱式;按輥子軸線位置可分為臥式和立式;按輥子調整方式可分為上調式和下調式;按主驅動方式分為機械和液壓;按輥子的傳動方式分為上傳動(上輥主動、其余輥從動)下傳動(下輥主動、其余輥從動)、全傳動(工作輥全為主驅動);按上輥有無傾倒軸承體可分為開式和閉式(船用型);按功能可分為普通型和多用型;按卷制方法可分為冷卷、熱卷、溫卷;按控制方式可分為強電控制、NC 控制、CNC 控制[1]。
卷板機的上輥是整個卷板機的核心構件,上輥的受力變形會導致卷板壓力分布,影響成型筒型的圓度和母線的直線度。筆者以首鋼長治鋼鐵(集團)鍛壓機械制造有限公司的W11NC-6x1600對稱三輥卷板機為研究對象,通過建立數學模型,以及用Auto-CAD Mechanical分析仿真軟件構建模型,來計算補償上輥的撓曲變形,保證板材的直線性。
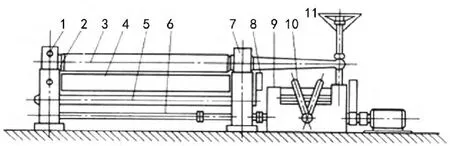
圖1 為對稱三輥卷板機簡圖
1 建立上輥數學模型
在現有的設備中,卷制板材時,上輥受力變形導致不能保證板材的直線性。在一臺卷板機卷制不同厚度板材時,為了改變板材出現“鼓肚”和“束腰”的現象,通過研究上輥的撓度,來達到生產要求,這正是筆者所要研究的[2]。通過AutoCAD Mechanical軟件受力分析,研究上輥的撓度補償,在不更換上輥的前提下,對上輥形狀做優化設計[3]。卷板機上輥的受力形式類似于簡支梁,一般通過簡支梁的近似計算,來計算卷板機上輥的撓度。上輥適用理論公式如表1所示,受力簡圖如圖2所示[4]。
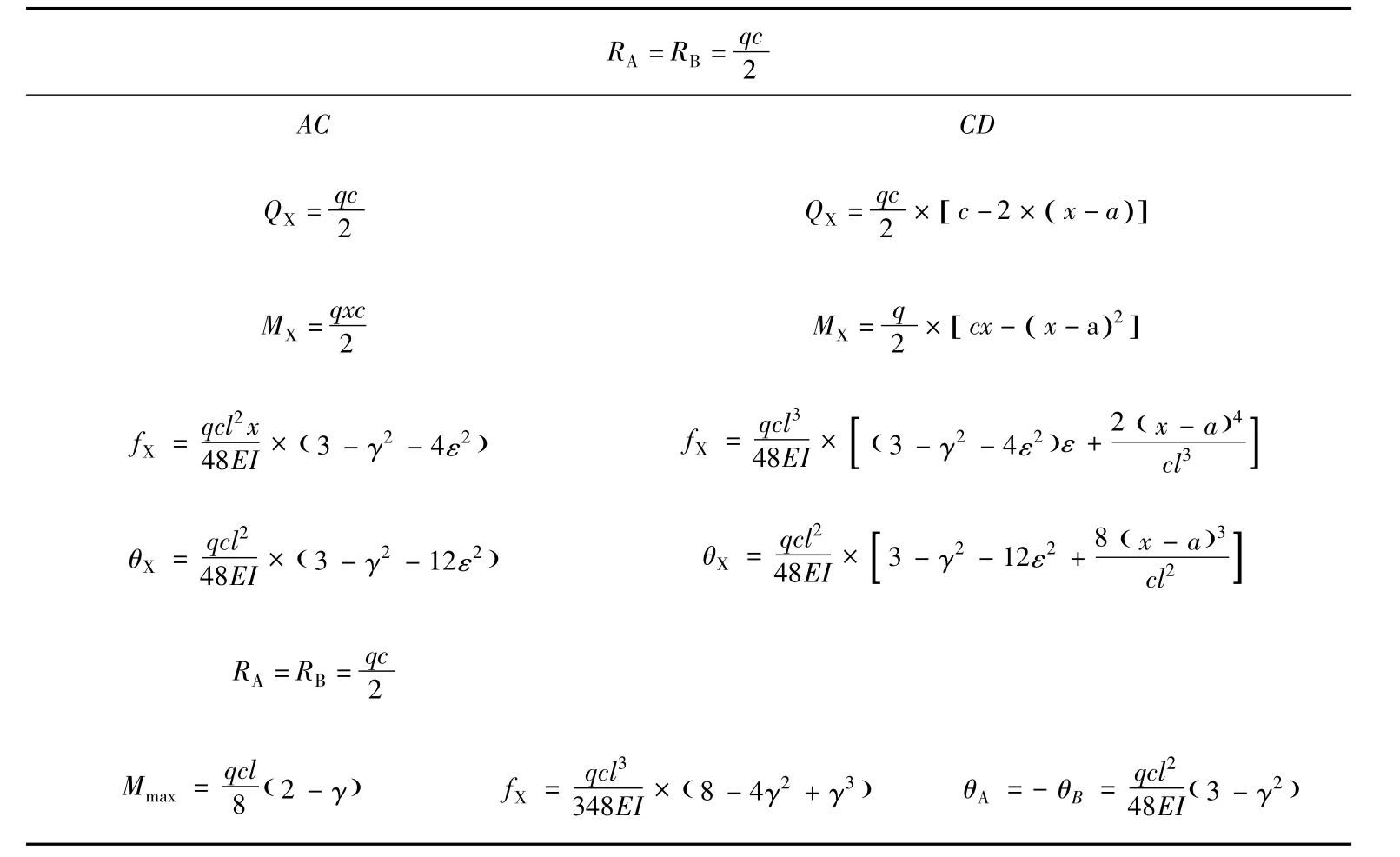
表1 簡支梁受力試用公式表
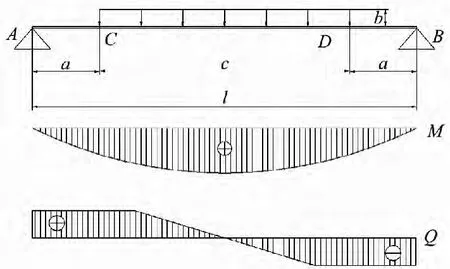
圖2 上輥受力簡圖及適用理論公式
2 上輥力學模型的建立
上工作輥受力簡化模型,總跨度為1 913.5 mm,其中輥身長度為1 650 mm,上輥支撐輥的位置分布如圖3所示。W11NC-6x1600對稱三輥卷板機基本參數如表2所列。
圖3 上工作輥受力簡化模型
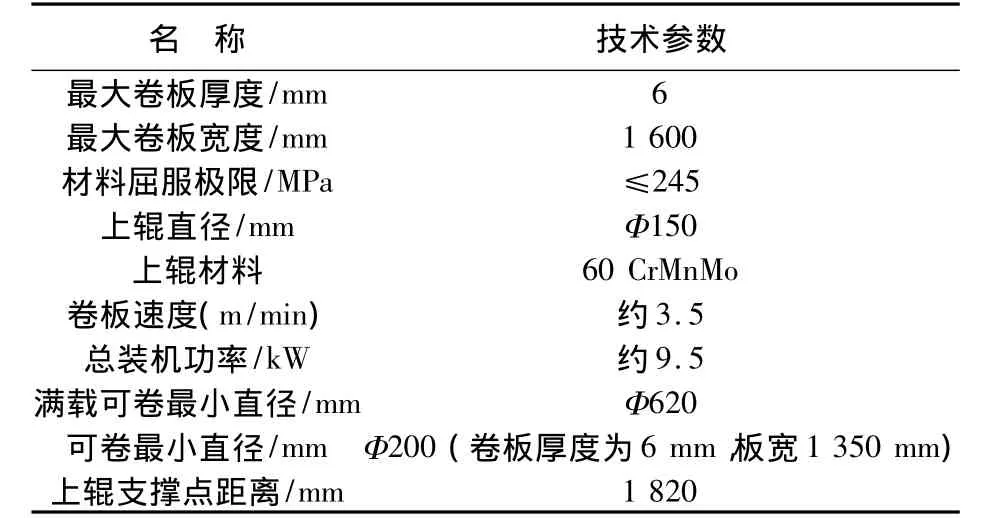
表2 W 11NC-6x1600對稱三輥卷板機基本參數
現需要計算在保證最大的撓度條件下,計算上輥支反力。通過卷制鋼板的板寬,板厚,最小彎曲直徑及鋼板的屈服極限這四個條件,可計算上輥受力為100 kN[5],分布到1.65 m 輥身上,上輥受到的均布載荷為60.6 kN/m。
3 上輥受力分析與計算
3.1 均布載荷
對上輥(上輥直徑Φ150 mm)在1 650 mm范圍內施加均布載荷60.6 N/m,用CAD Mechanical軟件分析在此載荷作用下,上輥的撓度分布[6],如圖4。
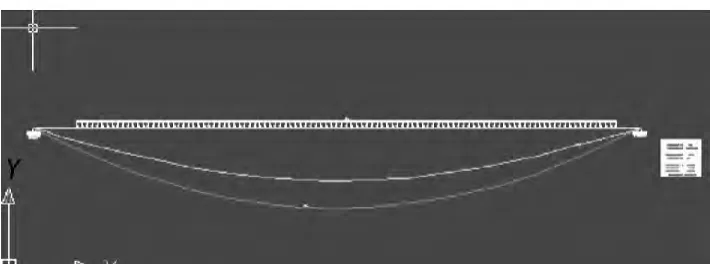
圖4 上輥受均布載荷60.6 kN/m,撓度為1.64 mm
為了突出撓度變形量,圖4為放大100倍比例的應力和應變,最大變形量S2為1.64 mm。這是卷制最大卷板厚度6 mm,最大卷板寬度1 600 mm時的撓度變形量。如果按此生產,卷制板材時,板材成型后會出現“束腰”的現象,也就是中間閉合,兩端開口,這是不允許的,不符合生產要求。因此需改進產品,優化設計。但又需節約成本,不更換已有零件。通過對上輥的受力分析研究得出,只需對上輥進行再加工,補償撓度,改變“束腰”現象,使產品達到生產要求。
4 上輥設計的分析與討論
三輥卷板機雖然有具體規格,設定了最大卷板厚度和寬度,但是廠家經常需要卷制不同規格的板材,卷制不同規格板材時,由于上輥受力變形而發生“鼓肚”和“束腰”的現象。通過研究上輥的撓度變形,來改變這一現象,達到生產要求,通過 AutoCAD Mechanical軟件進行分析,研究上輥的撓度變形,在不更換上輥的前提下,對上輥形狀做優化設計。W11NC-6x1600對稱三輥卷板機的上輥輥徑為Φ150 mm,根據AutoCADMechanical軟件的受力分析得出,上輥撓度為1.64 mm。通過測量比對變形量,得出如下的撓度補償措施:通過減小上輥兩端直徑,上輥兩端實際受力處0~300 m縮小直徑為Φ146.5 mm,300~600 mm年縮小直徑為Φ148.5mm(見圖5)來達到補償的目的,從而使成上輥受力變形時,加大了輥身兩端的撓度,保證了受力面的直線度,使卷制最大規格,以及其他規格板材時,成型板材筒徑的圓度、直線度符合生產要求。

圖5 改進上輥簡圖上
改進后,板材成形,筒形圓度符合廠家要求。
5 結論
為了達到生產要求,改進板材卷筒成品質量,對上輥撓度采用逆推法分析。假設在受到卷制鋼板均布載荷受力情況下,用AutoCAD Mechanical軟件模擬,來指導設計,補償撓度。可得如下結論。
(1)在卷板機卷制鋼板時,雖然有最大規格卷板要求,但產品往往需要生產不同規格的產品,這就需要設計人員全面考慮問題,提出合理設計方案。
(2)采用逆推法,得到上輥的支反力大小,通過數學計算得到理論撓度,然后通過AutoCAD Mechanical模擬,分析上輥撓度值,進行對比,驗證理論公式。
(3)通過AutoCAD Mechanical變形圖,可以直觀的看到上輥受到載荷之后的變形情況,對變形過大的地方,在不改變上輥基本情況的前提下,通過微調上輥形狀補償撓度,達到合格板材,節約生產成本,優化結構設計,達到生產要求。
[1] 邢偉榮.卷板機的現狀與發展[J].鍛壓裝備與制造技術,2010(2):10-16.
[2] Ming yang.Model-based Control for Three-roll Bending Processof Channel bar[J].Transactionsof the ASME,1990(112):346-351.
[3] Hanssen A G ,Hopperstad O S,Langset h M .Bending of Square Aluminium Extrusion with Aluminium Foam Filler[J].ACT A Mechanica,2000(112):13-31.
[4] 機械設計手冊第四版第1卷,ISBN 7-5025-3519-5/TH.95:1-141.
[5] 李 強,高耀東,尚 珂.對稱式三輥卷板機的受力及驅動功率計算分析[J].鍛壓技術,2007,32(4)67-60.
[6] 王建洲.基于AutoCAD Mechanical的軸類零件設計[J].新技術新工藝,2011.18/TH122:2-3.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
