超薄光學元件精密加工關鍵技術
2015-11-26 07:57:12彭利榮馬占龍王高文王東方
中國光學 2015年6期
彭利榮,馬占龍,王高文,王 飛,王東方
(中國科學院長春光學精密機械與物理研究所應用光學國家重點實驗室,吉林長春130033)
1 引言
光學元件的輕質化是光學系統輕質化的重要保證。隨著現代光學工程技術的發展,光學系統正朝著口徑更大、質量更輕、分辨率更高的方向發展。特別是在現代精密光學檢測、光刻物鏡和航空航天等精密光學系統中,光學元件的面形精度直接決定著光學儀器的精度,它的重量直接決定著光學系統的重量以及該系統的造價[1-2]。在保證面形精度的情況下,進一步降低光學元件的質量在航天航空系統的有效載荷控制領域具有重要的現實意義。
光學元件的超薄設計是輕質化的重要途徑之一。平板型超薄光學元件的應用日趨廣泛,各種精密光學系統的窗口以及計算全息技術的基底都離不開超薄元件的高精度加工。國內外很多科研機構對大徑厚比的超薄光學元件加工開展了一系列研究,并且取得了一定的研究成果。美國亞利桑那光學中心采用基底支撐的方式,在同種材質的基底和鏡坯材料銑磨出相同曲率半徑的球面,通過對研使兩個面完全貼合后用瀝青進行粘接。然后進行銑磨與拋光加工,直至面形達到要求后再下盤,最終的面形精度可以達到RMS 53 nm。蘇州大學采用類似的方法將面形精度做到RMS 20 nm左右[3]。南京天文光學技術研究所采用主動支撐技術,利用有限元分析計算確定55個支撐點的具體位置和支撐力的大小,通過主動變形補償加工過程中由外力引起的形變,最終將面形RMS 做到30 nm 左右[4]。
本文綜合運用了精密銑磨、精密拋光、離子束修形等先進技術,對徑厚比為34(邊長:152 mm,厚度:6.35 mm)的方形光學元件進行加工。銑磨階段主要采用受力分析和誤差補償的方法補償光學元件的形變,從而實現面形的控制。拋光階段采用氣囊拋光與瀝青拋光相結合的方式,在快速去除亞表面損傷和抑制中頻誤差的同時有效控制了元件面形。離子束修形發揮了非接觸加工方式的優點,實現了元件面形的快速收斂。結果表明該方法加工的超薄光學元件達到超精密光學元件水平。
2 基于形變誤差補償的精密銑磨技術
2.1 基于真空吸附的基底支撐法
超薄鏡的銑磨加工關鍵在于有效控制加工過程中的各種形變,這就需要為工件提供足夠剛度的支撐。基底支撐法作為比較常見的支撐方式,具有良好的剛度,但元件上下盤時會引入變形,一般下盤前的面形優于下盤后的面形[5-6]。針對該現象,實驗在銑磨階段引入了形變補償機制,使元件下盤后的面形優于下盤前的面形。本文采用的真空吸附基底支撐法,其結構如圖1所示。首先,加工一個口徑為240 mm的平面鋁盤,中間開孔作為抽真空的氣體通道,在鋁盤上加工一個口徑為140 mm的放置橡膠密封圈的凹槽;其次,將厚度為0.8 mm的聚氨酯粘貼在鋁盤上,固化24 h;最后,用銑磨機進行修整,工裝表面平面度達到μm量級,有效保證了光學元件的楔角。
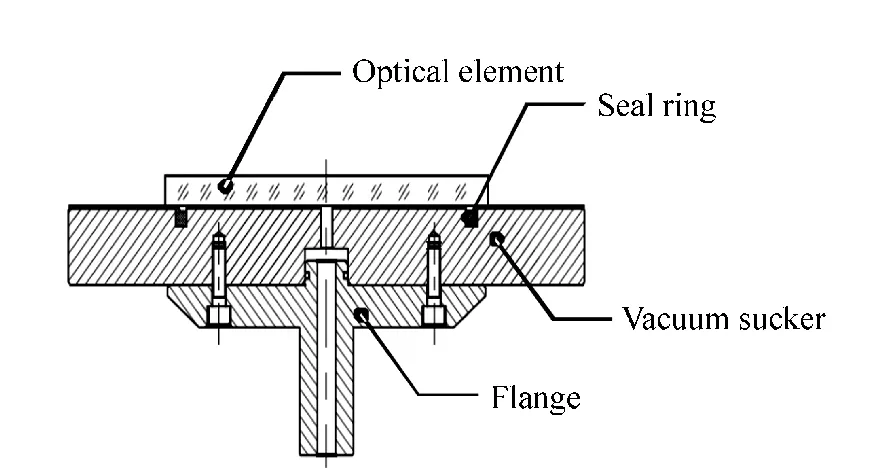
圖1 真空吸附基底支撐法結構圖Fig.1 Structure diagram of the base supporting and vacuum adsorption method
2.2 形變誤差補償法
超薄光學元件抗形變能力較差,裝卡和磨輪磨削產生的壓力都會使元件發生變形。傳統銑磨方式很難得到理想的表面面形。實驗用ANSYS軟件對裝卡之后的光學元件受力和形變情況進行仿真,結果如圖2所示。由圖2(a)可知元件在不同環帶上受力大小逐漸變化,從中心到邊緣受力逐漸減小。圖2(b)的形變圖也反應了元件的受力情況。
根據圖2的仿真結果可以預測到光學元件的變形趨勢。選用兩種銑磨方法進行對比實驗,首先采用普通的銑磨方法進行加工并用輪廓儀進行檢測,檢測結果為一個矢高為18 μm的近似球冠形狀。對比圖2(a)與圖3(a)可知,仿真結果與實際加工結果在方向上相反,這是由于元件下盤之后應力釋放回彈的結果。結合前面的仿真結果和實際加工的面形結果,實驗針對形變對加工參數進行補償,補償之后得到的銑磨面形結果如圖3(b)所示,面形結果約為1 μm。
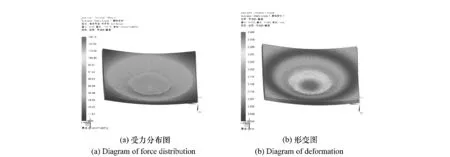
圖2 基底支撐法的受力分布和形變圖Fig.2 Force distribution and deformation diagrams of the base supporting and vacuum adsorption method
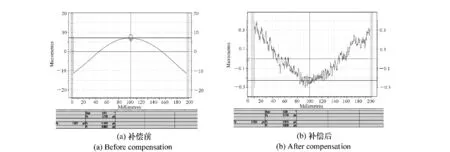
圖3 銑磨面形補償前后的面形結果Fig.3 Surface error curves before and after milling grinding surface compensation
3 基于多工藝迭代的精密拋光技術
3.1 基于氣囊磨頭的精密拋光技術
拋光是光學加工的重要環節,本文所涉及的超薄鏡拋光需要同時修正面形和楔角等誤差。基于CCOS原理的數控氣囊拋光技術通過對材料去除量、去除函數、駐留時間和路徑規劃等關鍵要素的精確控制,使該加工方式可控性更強,修正精度更高[7-8]。加工原理圖如圖4所示。
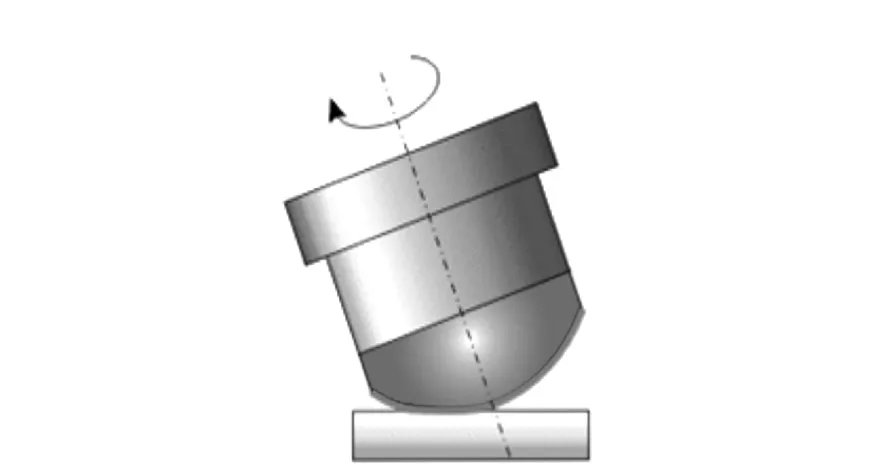
圖4 氣囊小磨頭拋光Fig.4 Principle scheme of bonnet small tool
根據前期的工藝試驗經驗,銑磨亞表面損傷層厚度為十幾微米。因此,需要采用聚氨酯氣囊拋光快速去除亞表面損傷,并且根據測量結果反饋,同時修正薄板兩個光學表面的面形誤差和楔角誤差,其中楔角誤差是以任意一個光學表面為基準,測得另一個光學表面相對此基準面的傾斜角度。實驗中使用的數控拋光設備是英國Zeeko公司生產的IRP600型氣囊拋光機。采用柵格路徑加工,具體加工參數為:氣囊半徑為41 mm、氣囊壓力為105Pa、壓深為0.3 mm、拋光頭轉速為1 000 r/min、柵格間距為 0.5 mm、拋光角度為20°。加工結果如圖5所示。
3.2 基于瀝青磨頭的光學平滑技術
由圖5可看出,氣囊拋光方式會產生一定的邊緣效應和中頻,影響面形的高精度快速收斂。基于研磨拋光機的傳統拋光方式可以有效抑制數控氣囊拋光產生的邊緣效應和中頻誤差,在實現光學表面平滑方面具有突出的優點。
用該方法進行加工實驗,結果如圖6所示。由圖可知,銑磨與氣囊拋光殘余的切削、拋光紋理全部被去除,同時粗糙度也有顯著的改善。
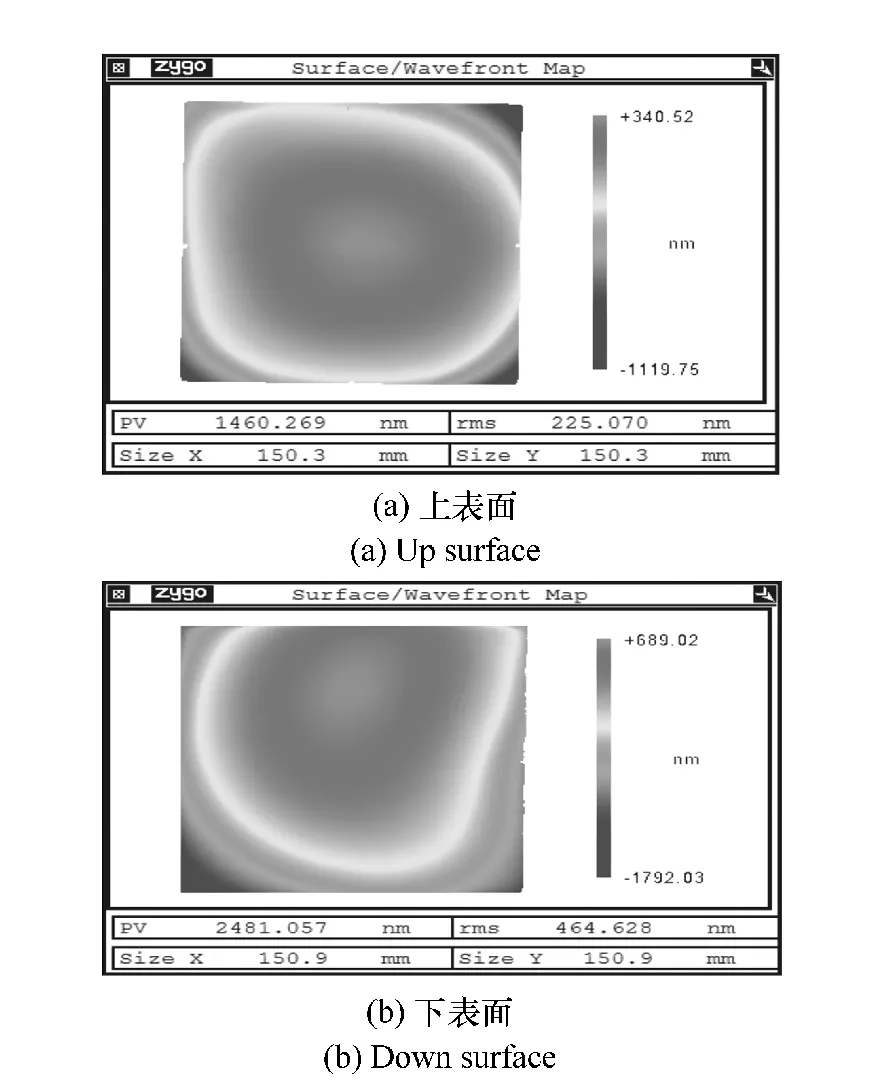
圖6 瀝青磨頭平滑結果Fig.6 Pitch polishing results
4 高精度離子束修形
離子束修形技術(Ion Beam Figuring,IBF)是利用離子源發射出的離子束在真空中轟擊光學元件,當元件表面原子獲得足夠的能量可以擺脫表面束縛能時,就會脫離元件表面形成濺射原子,從而達到去除元件表面材料的目的,其加工原理如圖 7 所示[11-12]。

圖7 離子束加工原理圖Fig.7 Principle scheme of IBF
離子束修形作為一種非接觸式光學加工方法,克服了其它接觸式CCOS方法加工超薄光學元件面形收斂速度慢及光學元件容易變形等問題。雖然在加工過程中存在溫度升高引起的熱變形,但是隨著加工完成后溫度的恢復,面形也隨之恢復[13-15]。
由于前道工序加工完成的面形較差,為了兼顧加工效率和精度,將離子束修形分兩部分進行,離子源配置分別為30 mm柵網、無光闌和135 mm靶距以及30 mm柵網、10 mm光闌和25 mm靶距。選取的主要工藝參數均為:屏柵電壓800 V,屏柵電流25 mA,加速柵電壓100 V,中和電流80 mA;獲得的去除函數如圖8所示,均為較理想的高斯型分布,其中去除函數1的半高寬(FWHM)為 15mm、峰值去除率為0.273 μm/min、體 積 去 除 率 為 70.1 ×10-3mm3/min;去除函數2的半高寬(FWHM)為7.58 mm、峰值去除率為0.318 μm/min、體積去除率為19.5×10-3mm3/min。經5輪離子束修形后(去除函數1加工4輪,去除函數2加工1輪),元件面形如圖9所示,最終收斂為上表面PV=25.029 nm、RMS=1.572 nm,下表面 PV=23.658 nm、RMS=2.227 nm(有效口徑140 mm)。
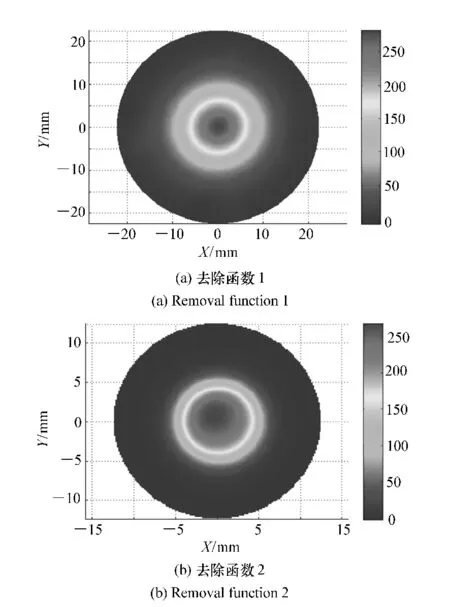
圖8 離子束去除函數Fig.8 Removal function of IBF
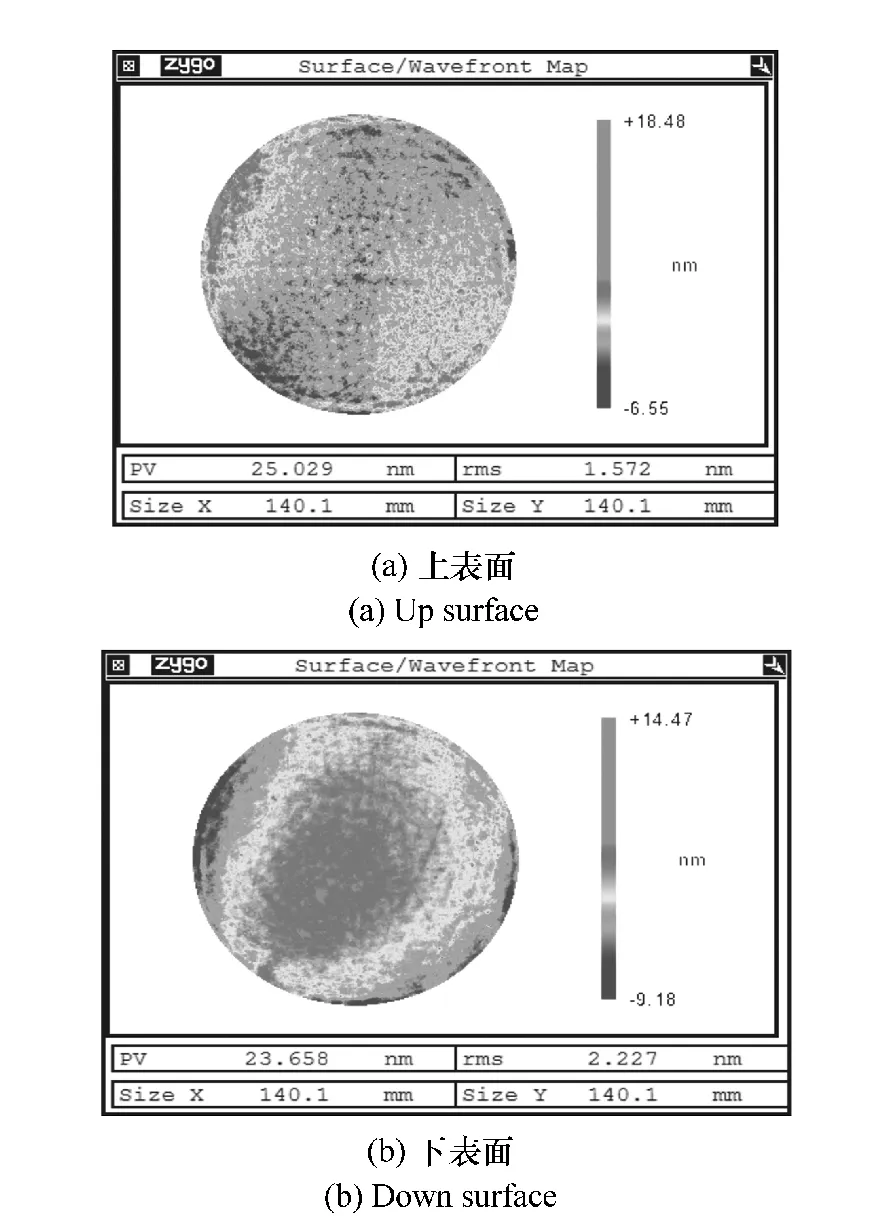
圖9 離子束精修結果Fig.9 Refinement results by IBF
5 結論
超薄型光學元件在現代超精密光學系統和高精度光學檢測中的應用日趨廣泛,針對超薄光學元件徑厚比大、自身剛度小、易變形的特點,本文提出了一種基于精密銑磨、精密拋光、離子束修形等先進技術的綜合加工方法。精密銑磨主要采用誤差補償的方法對形變量進行補償,從而實現對面形的控制。精密拋光采用氣囊拋光與瀝青拋光相結合的方式,充分發揮兩種拋光方式的技術優勢,在快速去除亞表面損傷和抑制中頻誤差的同時有效控制了元件面形。離子束修形發揮了非接觸加工方式的優點,實現了元件面形的高精度快速收斂。
選擇徑厚比為 34(邊長 152 mm,厚度6.35 mm)的方形光學元件進行加工實驗。結果顯示在銑磨、拋光、離子束修形階段的各項指標都達到了精密光學元件的水平,最終的面形精度為PV=25 nm,RMS=1.5 nm。該加工方法可以廣泛應用于高精度光學系統窗口、超薄元件、光學檢 測基板等超薄型光學元件的高精度加工。
[1] 楊力.現代光學制造工程[M].北京:科學出版社,2008.YANG L.Modern Optical Manufacturing Engineering[M].Beijing:Science Press,2008.(in Chinese)
[2] 劉振宇,羅霄,鄧偉杰.大口徑非球面的組合加工[J].光學 精密工程,2013,21(11):2791-2797.LIU ZH Y,LUO X D,DENG W J.Multi-mode optimization for large optical aspheric mirror[J].Opt.Precision Eng.,2013,21(11):2791-2797.(in Chinese)
[3] 黃啟泰,郭培基,倪穎,等.超輕超薄反射鏡加工工藝研究[J].光學技術,2007,33(5):741-744.HUANG Q T,GUO P J,NI Y,et al..Research on ultra-thin mirror fabrication techniques[J].Optical Technique,2007,33(5):741-744.(in Chinese)
[4] 黃啟泰,郭培基,余景池.超輕超薄反射鏡制造過程中的變形控制研究[J].光電工程,2008,35(8):128-133.HUANG Q T,GUO P J,YU J CH.Controlling distortion in the process of ultra-thin mirror manufacture[J].Opto-Electronic Engineering,2008,35(8):128-133.(in Chinese)
[5] 康健,宣斌,謝京江.表面改性碳化硅基底反射鏡加工技術現狀[J].中國光學,2013,6(6):824-833.KANG J,XUAN B,XIE J J.Manufacture technology status of surface modified silicon carbide mirrors[J].Chinese Optics,2013,6(6):824-833.(in Chinese)
[6] 黃啟泰,郭培基,余景池.超輕超薄反射鏡制造過程中的變形控制研究[J].光電工程,2008,35(8):128-133.HUANG Q T,GUO P J,YU J CH.Controlling distortion in the process of ultra-thin mirror manufacture[J].Opto-Electronic Engineering,2008,35(8):128-133.(in Chinese)
[7] 王汝冬,王平,田偉,等.大口徑光學元件重力變形補償的設計分析[J].中國光學,2011,4(3):259-263.WANG R D,WANG P,TIAN W,et al..Design and analysis of compensation of large aperture optical element for gravity deformation[J].Chinese Optics,2011,4(3):259-263.(in Chinese)
[8] APOLLONOV V V.Optics for high power lasers[J].Chinese Optics,2013,6(1):1-6.
[9] 張健,代雷,王飛,等.小磨頭自適應拋光抑制高精度非球面中頻誤差[J].光學學報,2013,33(8):0822002.ZHANG J,DAI L,WANG F,WANG L P,et al..Restraint of mid-spatial-frequency error aspheric surface by small-tool adaptive polishing[J].Acta Optica Sinica,2013,33(8):0822002.(in Chinese)
[10] 周旭升,李圣怡,戴一帆,等.光學表面中頻誤差的控制方法—確定區域修正法[J].光學 精密工程,2007,15(11):1668-1673.ZHOU X SH,LI SH Y,DAI Y F,et al..Correcting errors indefinite area:a new mechod for controlling mid-spatial-frequency errors in optical surface[J].Opt.Precision Eng.,2007,15(11):1668-1673.(in Chinese).
[11] 施春燕,袁家虎,伍凡,等.運動軌跡對拋光誤差的影響分析和軌跡優化研究[J].光學學報,2011,31(8):0822003.SHI CH Y,YUAN J H,WU F,et al..Analysis of polishing errors by tool paths and optimization of tool paths[J].Acta Optica Sinica,2011,31(8):0822003.(in Chinese)
[12] 周林,解旭輝,戴一帆,等.光學平面鏡離子束修形中速度模式的實現[J].機械工程學報,2009,45(7):152-156.ZHOU L,XIE X H,DAI Y F,et al.Realization of velocity mode in flat optics machining using ion beam[J].J.Mechanical Engineering,2009,45(7):152-156.(in Chinese)
[13] 戴一帆,周林,解旭輝,等.離子束修形技術[J].應用光學,2011,32(4):753-760.DAI Y F,ZHOU L,XIE X H,et al.Ion beam machining error control and correction for small scale optics[J].Applied Optics,2011,50(27):5221-5227.(in Chinese)
[14] LIAO W L,DAI Y F,XIE X H,et al..Corrective capability analysis and machining error control in ion beam figuring of high-precision optical mirrors[J].Optical Engineering,2012,51(3):033402.(in Chinese)
[15] 戴一帆,周林,解旭輝,等.應用離子束進行光學鏡面確定性修形的實現[J].光學學報,2008,28(6):1131-1135.DAI Y F,ZHOU L,XIE X H,et al..Deterministic figuring in optical machining by ion beam[J].Acta Optica Sinica,2008,28(6):1131-1135.(in Chinese)