低強度松散回潮系統的設計及應用
2015-11-27 06:47:40張玉和范曉寶尹春暉楊玉波張小東李靜義
煙草科技 2015年10期
關鍵詞:煙草
張玉和,易 斌,范曉寶,尹春暉,楊玉波,孫 豪,張小東,李靜義
1.秦皇島煙草機械有限責任公司,河北省秦皇島經濟技術開發區龍海道67號 066318
2.云南中煙工業有限責任公司技術中心,昆明市五華區紅錦路367號 650231
3.紅塔煙草(集團)有限責任公司昭通卷煙廠,云南省昭通市昭陽區南郊鳳凰山 657000
4.中煙機械技術中心有限責任公司,上海市浦東新區金海路1000號 201206
低強度松散回潮系統的設計及應用
張玉和1,易 斌*2,范曉寶1,尹春暉3,楊玉波1,孫 豪4,張小東1,李靜義1
1.秦皇島煙草機械有限責任公司,河北省秦皇島經濟技術開發區龍海道67號 066318
2.云南中煙工業有限責任公司技術中心,昆明市五華區紅錦路367號 650231
3.紅塔煙草(集團)有限責任公司昭通卷煙廠,云南省昭通市昭陽區南郊鳳凰山 657000
4.中煙機械技術中心有限責任公司,上海市浦東新區金海路1000號 201206
為解決滾筒式松散回潮機由于機械作用和筒內溫度過高而引起的片煙造碎大、影響片煙內在品質等問題,根據復烤后片煙在預壓打包時自然形成的分層特點研制了預松散裝置,對垂直分切后的煙塊進行彎曲處理而實現柔性預松散;優化了松散回潮機滾筒內部結構,將長耙釘改為八邊形結構的短耙釘,并將筒內按功能劃分為松散、展開、回潮和加料4個區,提高物料在加工過程中的針對性.結果表明:低強度松散回潮系統在出料溫度較低(≤53℃)情況下,松散率可達到99.5%以上;平均碎片量由86.5 kg/批次降低到79.6 kg/批次,平均碎末量由6.1 kg/批次降低到3.2 kg/批次.新系統有效降低了滾筒內處理強度,減少了片煙造碎,提高了物料受熱和回潮的均勻性,較好地保持了煙葉的自然本香,改善了片煙加工品質.
滾筒式松散回潮機;低強度;煙塊;片煙;預松散
切片松散回潮是卷煙制絲生產線的關鍵工藝環節之一[1],主要作用是將復烤打包后的片煙進行松散回潮處理.在生產過程中,由于滾筒式松散回潮機處理強度過高會對片煙產生兩方面的影響:一是滾筒內撥釘的機械作用使片煙出現造碎;二是滾筒內處理溫度較高,尤其是施加較多的噴射蒸汽,直接影響片煙的內在品質.針對上述問題,已有學者進行了研究與改進,其中較典型的有quot;真空回潮+滾筒松散回潮quot;[2-3]和quot;微波加熱+滾筒松散回潮quot;[4-5]方式.兩種處理方式都具有提高片煙松散率和降低造碎的作用,但也具有一定的局限性,只適用于低檔卷煙,對于高檔卷煙則不完全適用[5-6],并且生產能耗和設備成本相對較高[7].為此,根據復烤后片煙在預壓打包時自然形成的分層特點,研制了預松散裝置[8],利用該裝置對垂直分切后的煙塊進行彎曲處理而實現柔性預松散,同時對松散回潮機滾筒內部結構進行優化,以期降低滾筒內物料造碎,減少蒸汽的施加量,實現低強度松散回潮處理.
1 系統組成
1.1 系統結構
低強度松散回潮系統主要由垂直分切機、動態皮帶秤、預松散裝置、出料皮帶、振動滑槽和滾筒式松散回潮機組成,見圖1.其中,垂直分切機可將拆箱后的煙包在垂直方向上按quot;三刀四塊quot;方式均勻分切為煙塊.動態皮帶秤實際上是一臺帶稱重功能的皮帶機,用于切后煙塊的輸送和流量控制.預松散裝置是利用上下凹凸相對的兩條圓弧形皮帶形成的彎曲通道,迫使堅硬的煙塊在通過通道時產生彎曲變形而實現初步松散.滾筒式松散回潮機是利用滾筒內的耙釘結構在蒸汽、霧化水和熱風的共同作用下,將分切并預松散后的煙塊進行回潮和松散處理.出料皮帶和振動滑槽則是預松散裝置和滾筒式松散回潮機之間的輸送設備.在系統設計中,預松散裝置和滾筒式松散回潮機是研究重點.

圖1 低強度松散回潮系統示意圖
1.2 預松散裝置的設計
預松散裝置主要由上輸送皮帶和下輸送皮帶兩大部件組成,見圖2.上下輸送皮帶凹凸相對,構成S形彎曲通道.其中,上皮帶通過4個獨立的彈性懸掛裝置和自動升降機構懸吊在下皮帶的上方,可以自動適應來料煙塊的厚度,并對煙塊保持一定的壓緊度.分切后的煙塊按其內部層理的分層面方向垂直排列在皮帶上并進入上下皮帶之間,在上下皮帶的壓緊夾持作用下,煙塊通過S形彎曲通道時,迫使煙塊產生彎曲變形,使煙塊內部沿層理方向產生微小裂縫,從而使分切后的煙塊變軟或開裂,分解成若干個片狀小煙塊,以實現低強度的預松散處理.

圖2 預松散裝置結構及工作原理示意圖
1.2.1 上下皮帶最佳彎曲半徑及幾何關系
如圖3所示,上下皮帶構成同心圓弧的彎曲通道,當煙塊通過上下皮帶時產生彎曲變形,使得靠近上皮帶的外圓弧一側得到足夠的拉伸而產生裂縫或開口.其中,圓弧通道的區間夾角α、下皮帶彎曲半徑r、上皮帶彎曲半徑R 3個變量的大小均會影響松散效果.α和r的大小會影響弧長,而弧長應接近一個煙塊的長度.可見,r越小,彎曲作用越明顯,松散效果越好.為充分考慮相關設計結構的合理性和可行性,需通過試驗在兩者之間尋找一個結合點.
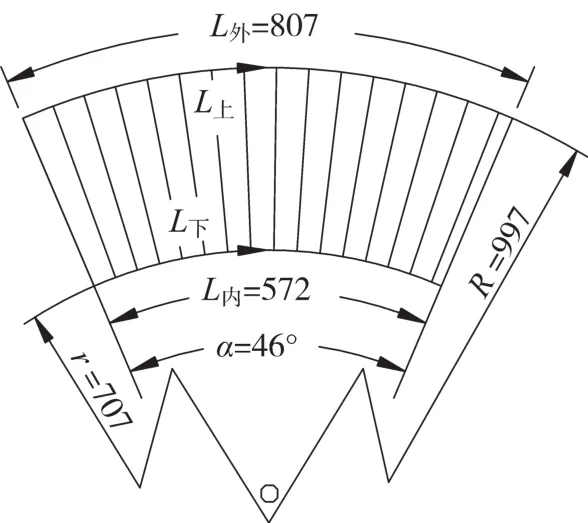
圖3 煙塊彎曲變形及幾何關系示意圖
采用C3F等級200 kg紙箱煙包,利用垂直分切機按quot;三刀四塊quot;方式,將6個煙包均勻切成24個煙塊.每個試驗樣本分別用2個分切后的煙塊,先后通過預松散裝置和松散回潮機,試驗中預松散裝置的彎曲半徑r和R均為可調,取不同的值,重復試驗3次.在回潮滾筒生產工藝條件不變的情況下,在其出料口撿出未松散煙塊,并按式(1)計算出片煙松散率,取3次平均值,試驗結果見表1.
片煙松散率=(出料口物料總量-出料口撿出未松散煙塊)/出料口物料總量X100% (1)
由表1可見,隨著彎曲半徑r和R的增大,片煙松散率逐漸降低,其中1#~3#樣本松散率均超過99%,松散效果較好.經過綜合考慮,以3#樣本的彎曲半徑為設計依據,取r=707 mm,R=997 mm,并將圓弧彎曲的區間夾角α確定為46°.在此條件下,進料端接口及整機結構相對較合理.

表1 預松散裝置不同彎曲半徑下松散效果對比
1.2.2 上下皮帶線速度
以4 000 kg/h制絲生產線為例,設煙包質量200 kg/包,煙包尺寸1 160 mmX690 mmX725 mm,按quot;三刀四塊quot;方式進行垂直分切,分切后每個煙塊尺寸725 mmX690 mmX290 mm,煙塊質量50 kg.煙塊平鋪在皮帶上按間隔100 mm計算,則每個煙塊在皮帶上所占長度為725+100=825 mm,由此可得下皮帶線速度V下=(4 000/50)X0.825=0.018 m/s.由圖3幾何關系可知,由于上皮帶與下皮帶為同心圓弧,并且角速度相等,可得R/r=V上/V下關系成立,因此上皮帶線速度V上=(R/r)V下=(997/707)X 0.018=0.025 m/s.
1.3 滾筒式松散回潮機的優化
由于煙塊在進入松散回潮機前增加了預松散處理,因此有效降低了滾筒內的工作負荷,也為回潮滾筒的改進優化提供了條件,改進后滾筒內結構見圖4.其中,將滾筒進料端由原來的長耙釘改為八邊形結構,配以較短的耙釘,避免將還處于干燥狀態的煙塊過度翻滾,減小高強度的機械作用對片煙產生造碎.同時,對滾筒內結構進行了合理分區,從進料到出料方向按功能劃分為松散、展開、回潮和加料4個區,并在各個階段都配有相應的耙釘和抄板結構.另外,對加水和蒸汽噴嘴的位置以及控制方式進行優化配置,以使物料在整個加工過程中都得到針對性處理.經過改進優化的松散回潮機也稱為柔性松散回潮機,可以有效減少物料造碎,提高物料加工的均質化水平.

圖4 改進后滾筒式松散回潮機筒內結構示意圖
2 應用效果
2.1 物理指標檢測
材料:quot;紅塔山quot;品牌配方煙葉[由紅塔煙草(集團)有限責任公司昭通卷煙廠提供],投料量為7 400 kg/批次(按12%計).儀器:LA34001S電子臺秤(感量0.1 g,德國賽多利斯公司);HY303手持式測溫儀(精度2%,上海華陽檢測儀器有限公司);FD240烘箱(溫度設定精度1℃,德國賓得公司).方法:參照YC/T 147-2001[9]規定的葉片結構和碎葉片結構的檢驗方法,分別對采用預松散裝置前后每批次的回潮機出口松散率、預配柜出口碎片量和碎末量進行測試,溫度和含水率分別為回潮機出口35個離線測量值的平均值,測試結果見表2.
由表2可見,采用預松散裝置前后平均松散率分別為99.8%和99.7%,表明柔性松散回潮機具有較強的松散能力;在較低的出料溫度和較高的松散率下,采用預松散裝置比未采用該裝置產生的碎片量和碎末量分別減少8%和47.5%,說明預松散裝置對于減少造碎,降低處理溫度具有顯著效果.
2.2 感官質量評吸
將單批次quot;紅塔山quot;品牌配方煙葉,分別通過在較優工藝參數條件下的柔性松散回潮機與傳統松散回潮機,經過不同的預配柜混合后在其出口取樣,按照YC/T 415-2011[10]規定的感官評價方法對兩種處理樣品的感官質量進行評吸對比,結果見表3.可見,與傳統松散回潮機相比,采用柔性松散回潮機后,樣品的香氣質、香氣量、豐滿度及濃度等指標均有明顯提升,說明經過柔性松散回潮處理后能夠較好地保持煙葉的自然本香及其香味物質.

表2 不同工藝條件下采用預松散裝置前后檢測數據對比
3 結語
低強度松散回潮系統通過對切后煙塊進行預松散處理,以及優化滾筒內部結構,取得了較好的松散回潮效果.在出料溫度較低(≤53℃)情況下,松散率可達99.5%以上;平均碎片量由86.5 kg/批次降低到79.6 kg/批次,平均碎末量由6.1 kg/批次降低到3.2 kg/批次.系統結構簡單,有效降低了滾筒內處理強度,減少了片煙造碎,提高了物料受熱和回潮的均勻性.經過柔性松散回潮處理后,較好地保持了煙葉的自然本香,改善了煙葉加工品質.
[1] 黃嘉礽.煙草工業手冊[M].北京:中國輕工業出版社,1999.
[2] 梁強,王加深,勞艷卿,等.全片煙工藝條件下增設真空回潮工序初探[J].鄭州輕工業學院學報:自然科學版,2002,17(1):10-14.
[3] 陳彩霞,盧彥華,于錄,等.真空回潮工序對片煙加工質量的影響[J].安徽農學通報,2009,15(12):214-216.
[4] 林玉紅,羅登山,閆亞明.微波技術在煙草工業中的應用研究進展[J].煙草科技,2004(2):9-13.
[5] 曹潔穹,王健強,樊亞玲,等.微波加熱松散在片煙制絲工藝中的應用[J].煙草科技,2006(3):5-8.
[6] 許淑紅,熊安言,趙偉民,等.真空回潮對煙葉質量的影響[J].煙草科技,2007(5):12-14.
[7] 馬鐵兵,王永金.煙包微波松散與真空回潮工藝的比較[J].輕工機械,2008(10):105-108.
[8] 張玉和,陶軼靜,裴志明,等.低強度松散回潮裝置:中國,201110128067.X[P].2013-08-28.
[9]YC/T 147-2001打葉煙葉 質量檢驗[S].
[10]YC/T 415-2011煙草在制品 感官評價方法[S].
責任編輯 曹 娟
Design and Application of Low Processing Intensity Looseningamp;Conditioning System
ZHANG Yuhe1,YI Bin*2,FAN Xiaobao1,YIN Chunhui3,YANG Yubo1,SUN Hao4,ZHANG Xiaodong1,and LI Jingyi1
1.Qinhuangdao Tobacco Machinery Co.,Ltd.,Qinhuangdao 066318,Hebei,China
2.Technology Center,China Tobacco Yunnan Industrial Co.,Ltd.,Kunming 650231,China
3.Zhaotong Cigarette Factory,Hongta Tobacco(Group)Co.,Ltd.,Zhaotong 657000,Yunnan,China
4.China Tobacco Machinery Technology Center Co.,Ltd.,Shanghai 201206,China
As a solution to the higher breakage rate of strips caused by mechanical action and the intrinsic quality of strips affected by higher temperature in cylinder loosening and conditioning,a pre-loosening device was developed,wherein the vertically sliced tobacco block was subjected to bending and pre-loosened along the layers formed natureally during baling.The conditioning cylinder was modified by replacing the long spikers with octagonal short ones and divided into four functional sections responsible separately for loosening,spreading,conditioning and casing to facilitate following processing.The results showed that the outlet tobacco temperature was lower(≤53℃ ),the loosening rate of strips was over 99.5%,the average amount of tobacco scraps reduced from 86.5 to 79.6 kg/batch,and the average amount of tobacco dust decreased from 6.1 to 3.2 kg/batch.The new system effectively reduced the processing intensity,decreased the breakage of strips,promoted the uniformity of heating and conditioning,kept natural tobacco aroma,and improved the processing quality of strips.
Cylinder loosening and conditioning system;Low intensity;Tobacco block;Strip;Pre-loosening
TS431
B
1002-0861(2015)10-0089-04
10.16135/j.issn1002-0861.20151016
2015-02-12
2015-07-08
張玉和(1960-),本科,高級工程師,主要從事煙草機械的設計與研發工作.E-mail:zhangyuhe6688@163.com;*
易斌,E-mail:yxyibin@126.com
張玉和,易斌,范曉寶,等.低強度松散回潮系統的設計及應用[J].煙草科技,2015,48(10):89-92.ZHANG Yuhe,YI Bin,FAN Xiaobao,et al.Design and application of low processing intensity looseningamp;conditioning system[J].Tobacco Scienceamp;Technology,2015,48(10):89-92.
猜你喜歡
奧秘(創新大賽)(2023年3期)2023-05-06 01:48:20
中國煙草學報(2019年5期)2019-11-14 07:54:12
首都公共衛生(2019年5期)2019-05-21 01:08:34
浙江中西醫結合雜志(2017年2期)2017-01-12 18:23:59
新聞傳播(2016年3期)2016-07-12 12:55:34
當代化工研究(2016年9期)2016-03-20 16:22:08
自動化博覽(2014年6期)2014-02-28 22:32:15
聲屏世界(2014年6期)2014-02-28 15:18:09
西南學林(2013年2期)2013-11-12 12:58:54
中國煙草學報(2012年5期)2012-04-12 06:21:18