基于激光干涉儀的FANUC系統VMC的定位精度檢測與誤差補償
2015-11-30 07:19:18周麗霞周樹強
機電工程技術 2015年10期
關鍵詞:測量
周麗霞,周樹強,覃 琴
(成都航空職業技術學院,四川成都 610100)
基于激光干涉儀的FANUC系統VMC的定位精度檢測與誤差補償
周麗霞,周樹強,覃 琴
(成都航空職業技術學院,四川成都 610100)
利用英國雷尼紹公司生產的MLIO激光干涉儀,對配有FANUC 0i數控系統的立式加工中心進行誤差數據采集,通過激光干涉儀配套軟件繪制定位誤差曲線,并生成誤差補償數據,將誤差補償數據輸入FANUC 0i系統,可以顯著提高機床的加工精度。
FANUC數控系統;激光干涉儀;誤差補償
0 引言
隨著數控加工中心的廣泛應用,對零件加工精度要求也越來越高,數控機床的精度也有了更高的要求。為了保證加工質量,對數控機床的定位精度進行檢測和補償是最根本的,由于本文中的半閉環系統機床的定位精度主要是受到滾珠絲杠精度的影響,滾珠絲杠的精度主要受到制造誤差和使用磨損的影響[1-2],所以通過對數控機床進行定期檢測,并對數控系統進行正確螺距誤差補償,來提高數控機床的加工定位精度。
利用Renishaw激光干涉檢測實際誤差,通過FANUC系統軟件的誤差補償界面對立式加工中心進行補償,從而提高數控機床的定位精度。文章以加工中心的X軸為例說明使用激光干涉儀測量和補償數控機床螺距誤差的方法。
1 激光干涉儀測量線性誤差的原理
雷尼紹公司的激光干涉儀ML10主要由激光頭、環境補償單元、玻璃鏡組件、機械結構件及配套軟件組成。其中激光頭發出波長約為0.633μm、且波長穩定的激光;玻璃組件有分光鏡和反射鏡;機械結構件用來支撐激光頭,可自由調整并確保光路進入測量路徑;環境補償單元可以采集現場環境的大氣壓力和濕度以及機床本體的溫度,將環境對測量的影響計入系統里[3-4]。
線性測量是測量機床精度中最常見的一種測量,其典型安裝布局示意圖如圖1所示。線性測量光學組件包括一只分光鏡和兩只反射鏡。把其中一只反射鏡用緊固螺釘固定在分光鏡上,構成干涉鏡,激光頭發出的光束會射入干涉鏡,再分為兩道光束。一道光束射向連接在分光鏡上的反射鏡(固定反射鏡),而第二道光束則通過分光鏡射入第二個反射鏡(移動反射鏡)。這兩道光束再反射回分光鏡,重新匯聚之后返回激光頭,當移動反射鏡在移動過程中,返回激光頭的干涉光束會呈現明暗變化,激光頭接收到返回的干涉光束,激光頭內部傳感器檢測出條紋明暗的變化,并通過信號處理電路處理并計算出移動反射鏡所移動的距離[5-6]。
假設出現明暗條紋的次數為N,反射鏡移動的距離為N倍的二分之一波長(0.633μm)。所以移動反射鏡隨著工作臺在移動過程中,通過檢測到明暗條紋變化的次數,就可得到工作臺移動的距離。
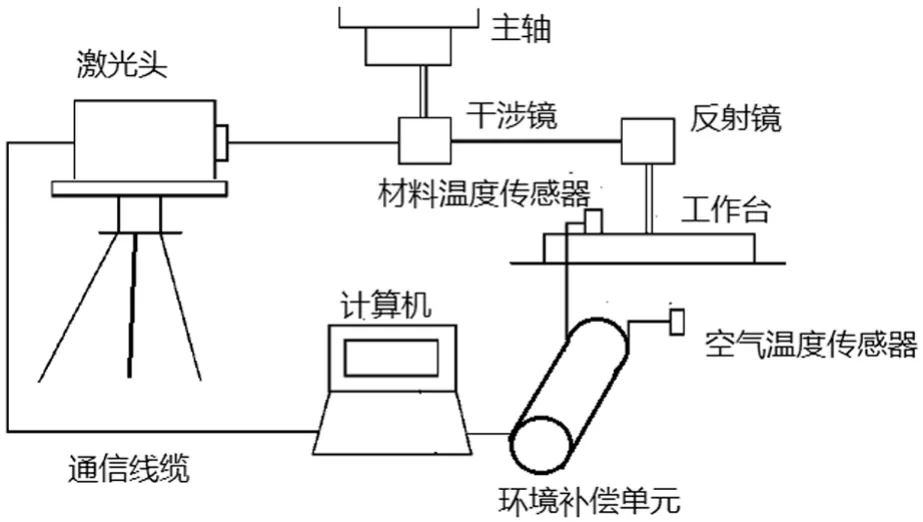
圖1 線性測量典型安裝布局示意圖
2 定位精度檢測和螺距誤差補償的步驟
文章以半閉環立式加工中心的X方向的定位精度檢測和誤差補償為例來說明操作步驟。
X軸補償起點0 mm,補償終點840 mm,補償間隔60 mm。
具體步驟說明如下。
第一步:連接激光干涉儀;放置好激光頭,將干涉鏡固定在主軸上,移動的反射鏡固定在工作臺上,然后對光,對光的目的是為了讓檢測的光線能準確返回激光頭上,讓激光頭得到最強的反饋信息,以便計算實際的行程數值[6-7]。
第二步:設置參數。
(1)參數3620設置為30,由于誤差補償間隔是60 mm,全長一共補償15個數據,其中有一個是補償參考點,這里選螺距誤差補償數據表中的第30號為X軸補償參考點。
(2)參數3621設置為30,表示從螺距誤差補償數據表的第30號開始填入X軸的補償值,一共要填15個。
(3)參數3622設置為44,由于誤差補償間隔是60 mm,全長一共補償15個數據,并且從螺距誤差補償數據表中的第30號開始,一共要填15個。所以最后一個就是數據表中第44號,所以3622設置為44。
(4)參數3623設置為1,表示補償倍率為1倍,實際補償值=補償值×補償倍率。
(5)參數3624設置為60,補償間隔60 mm,每隔60 mm,激光干涉儀采集一次數據。
(6)進入螺距誤差設定畫面(進入界面方法:按下“system”鍵→按下擴展軟鍵→按下“螺補”軟鍵),將表格中所有值都清零[9-10]。
第三步:打開激光干涉儀配套線性測量軟件,進行測量前設置,然后運行工作臺移動程序并通過激光干涉儀采集數據,通過線性測量軟件實時觀看測量數據。
工作臺移動程序程序如下:
00001
G90 G00 X0;
G04 X4;
M98 P00002 L5;
M30;
00002
G90 G01 F2000 X-1;
G04 X2;
G01 X0;
G04 X4;
M98 P0003 L14;
G90 G01 X841;
G04 X2;
G01 X840;
G04 X4;
M98 P00004 L14;
M99;
00003
G91 G01 X60;
G04 X4;
M99;
00004
G91 G01 X-60;
G04 X4;
M99;
程序00001為主程序,00002、00003、00004為子程序,00001主程序先快速定位X0,調用00002子程序5次,00002子程序先越程到-1 mm,再走到0 mm,暫停4s,再沿X軸正方向移動,每移動60 mm暫停4s(調用00003子程序14次),到840 mm后越程到841 mm,再走到840 mm,暫停4s,再沿X軸負方向移動(調用00004子程序14次),每移動-60 mm暫停4s,到X0。在運行以上程序過程中,每暫停4s處,激光干涉儀采集數據。
第四步:通過激光干涉儀配套的線性測量軟件對激光干涉儀采集的數據進行誤差分析得出補償數據,并將補償數據輸入數控系統。
數據采集結束后,需按國家標準GB/T17421.2-2000機床檢驗通則第2部分來進行數控軸線的定位精度和重復定位精度的確定[8-10]。
在激光干涉儀的線性測量軟件中通過選擇統計數表可查看出按照國標GB/T17421.2-2000所統計出的所有誤差值,若選擇GB/T17421.2-2000分析曲線,可查看誤差分析曲線,見圖2所示。補償前該機床X向定位誤差A:0.077 078 mm(雙向定位)。
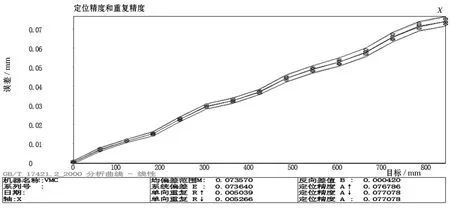
圖2 補償前的誤差分析曲線圖
通過線性測量軟件生成補償數值,設置窗口如圖3所示,補償類型選擇增量型,補償起點0 mm,補償終點840 mm,補償間隔60 mm。
自動生成的補償數值表見圖4。進入FANUC系統的螺距誤差設定畫面,從補償點號第30號開始輸入圖4中的補償數值,一共輸入15個補償數據,到第44號補償點號結束。
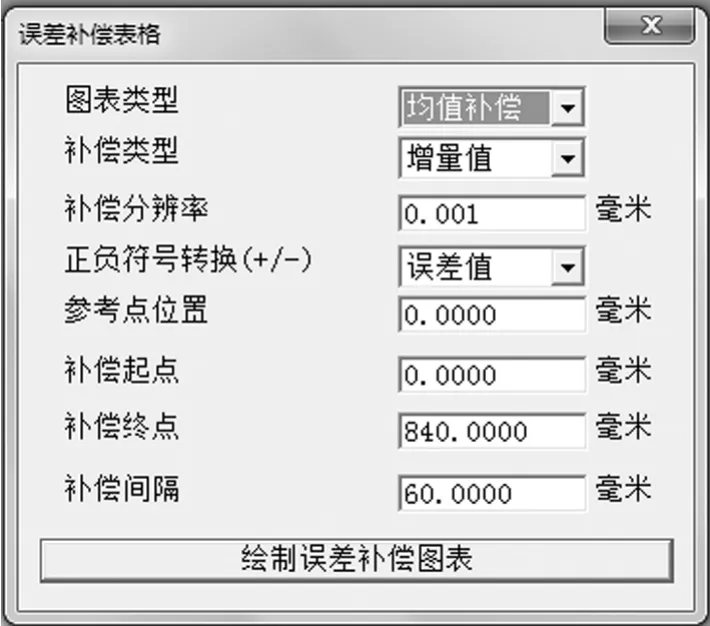
圖3 誤差補償設置窗口
第五步:再次進行補償后的數據采集驗證補償結果是否合乎要求,得到補償后的誤差分析曲線見圖5所示。
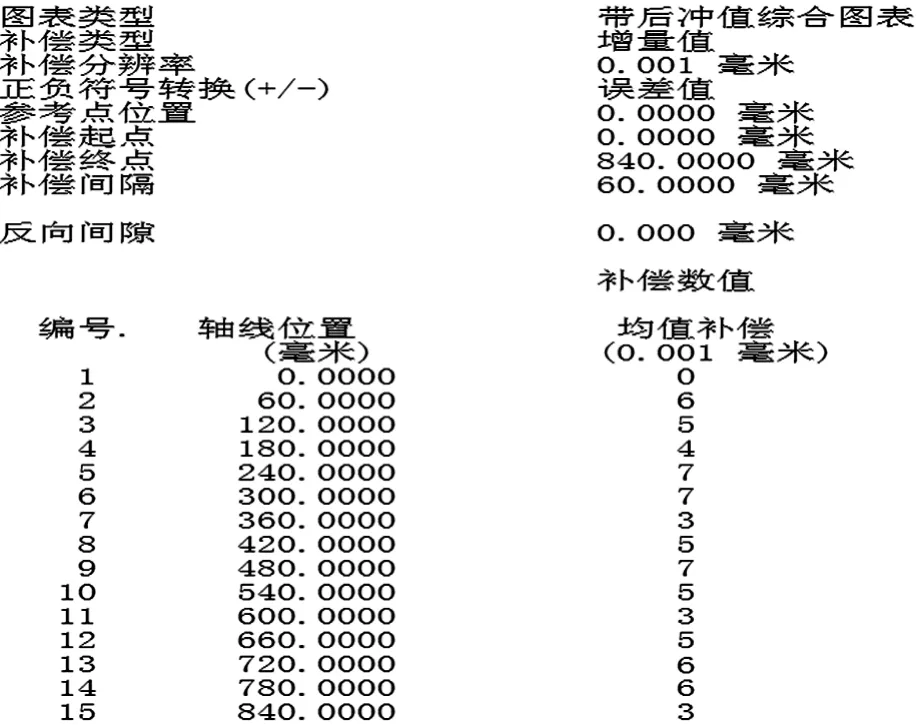
圖4 軟件自動生成的補償值
根據補償后的誤差分析曲線(見圖5),補償后該機床X向定位誤差A:0.004 878 mm(雙向定位);與誤差補償前比較,數控機床精度得到了較大的改善。
3 總結
對于半閉環系統機床,提高定位精度,可以采用螺距誤差補償的方法,其實質就是將數控機床某軸上的指令要求位置與激光干涉儀所測得的實際位置相比較,通過激光干涉儀配套軟件計算出全行程上的誤差分布曲線,并計算出每個測量點處的誤差補償時,再將誤差補償值輸入FANUC數控系統的螺距誤差補償界面表格中。FANUC數控系統控制該軸的運動時,就會自動考慮到輸入的誤差補償值,并給予補償。
Using Laser Interferometer to Measure and Compensate Positioning Accuracy in FANUC System VMC Machine
ZHOU Li-xia,ZHOU Shu-qiang,QIN Qin
(Chengdu Aeronautic Vocational and Technical College,Chengdu610100,China)
Using Renishaw ML10 laser interferometer can measure the practice error data in FANUC 0i system VMC machine,draw the positioning accuracy error curve,and create dates of error compensation,which are interred into FANUC 0i system for improving the processing precision of CNC machine.
FANUC CNC system;laser interferometer;error compensation
TH17
A
1009-9492(2015)10-0094-03
10.3969/j.issn.1009-9492.2015.10.023
2015-04-07
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
