基于PLC的自動生產線跟隨控制改造
2015-11-30 07:19:19江文藝
機電工程技術 2015年10期
關鍵詞:產品
江文藝
(陽江喜之郎果凍制造有限公司,廣東陽江 529900)
基于PLC的自動生產線跟隨控制改造
江文藝
(陽江喜之郎果凍制造有限公司,廣東陽江 529900)
針對自動生產線存在的控制問題,在不增加電氣硬件的前提下創新設計了具有自動跟隨計時功能的程序,在生產過程中實時進行浸泡時間的比較控制,很好地滿足了生產工藝的要求,保證了產品質量的穩定性。
PLC;自動跟隨;實時比較
0 引言
某自動生產線由進料吊車、浸泡池、輸送線、出料吊車組成,生產時操作工人將半產品裝入框架吊籃并推到進料吊車下方后,由進料吊車將裝有半產品的吊籃放進浸泡池內,運轉中的鏈條式輸送線將浸泡池中的吊籃沿池內一邊浸泡連續向前前進,當吊籃到達浸泡池后端被出料傳感器檢測到時,出料吊車將吊籃從池體內吊出,此時整個生產工序完成。產品的浸泡時間是根據電機額定轉速、減速機減速比、鏈條節距這幾個參數,由PLC進行換算后作為模擬量模塊的輸出電流參數來控制變頻器的頻率;當改變觸摸屏上的設定浸泡時間時,因鏈條式輸送線的驅動電動機變頻器運行頻率發生了變化,也相應地改變了鏈條式輸送線的線速度,實現了產品在浸泡池中定時浸泡的目的。但如果PLC模擬量模塊、變頻器、減速機等出現問題,就會發生產品的實際浸泡時間超出生產工藝要求,而系統無法提醒操作人員處理,影響產品的品質,增加企業的生產成本投入。
1 方案提出與確定
該生產線使用以CJ1M-CPU12為CPU的歐姆龍PLC系統,已使安裝了5個普通DC輸入模塊、4個繼電器輸出和1個模擬量輸入輸出模塊;CJ1M-CPU12是一個尺寸緊湊、程序容量10 k步、主機架可安裝10個模塊而無法擴展的CPU。如果在鏈條式輸送線的主鏈輪安裝增量式編碼器作速度檢測,就需在PLC上增加1個高速輸入模塊;受CJ1M-CPU12已安裝10個模塊無法擴展局限,就必須還要另購CJ1M-CPU13以上的CPU、擴展輸入和擴展輸出接口單元、擴展電源;此方案雖然可以用來實現速度的閉環控制,但對于吊籃的浸泡時間實際是多少仍無法了解和異常報警,而且投入費用大、改造時不能生產、改造周期長。因此,能否在不增加硬件的前提下,利用原系統硬件進行軟件改造,實現在線分別計時,是方案研究和探索的一個重要方向。圍繞自動生產線的進料、出料、入池、出池傳感器的PLC輸入點信號(見表1)反復思考,并通過在自動線現場測得整個池體內的有效長度最多可容納14個吊籃在線浸泡;進料吊車只有輸入點3.04無信號時,才會運載裝有產品的吊籃進入池體內,也就是說在滿負荷14個吊籃在線浸泡時,由于輸入點3.04一直有信號,吊車將因進料條件不滿足而暫停進料;這些信息成了方案可行性的一個敲門磚,確定了使用軟件編程改造實現自動計時的方案[1-4]。
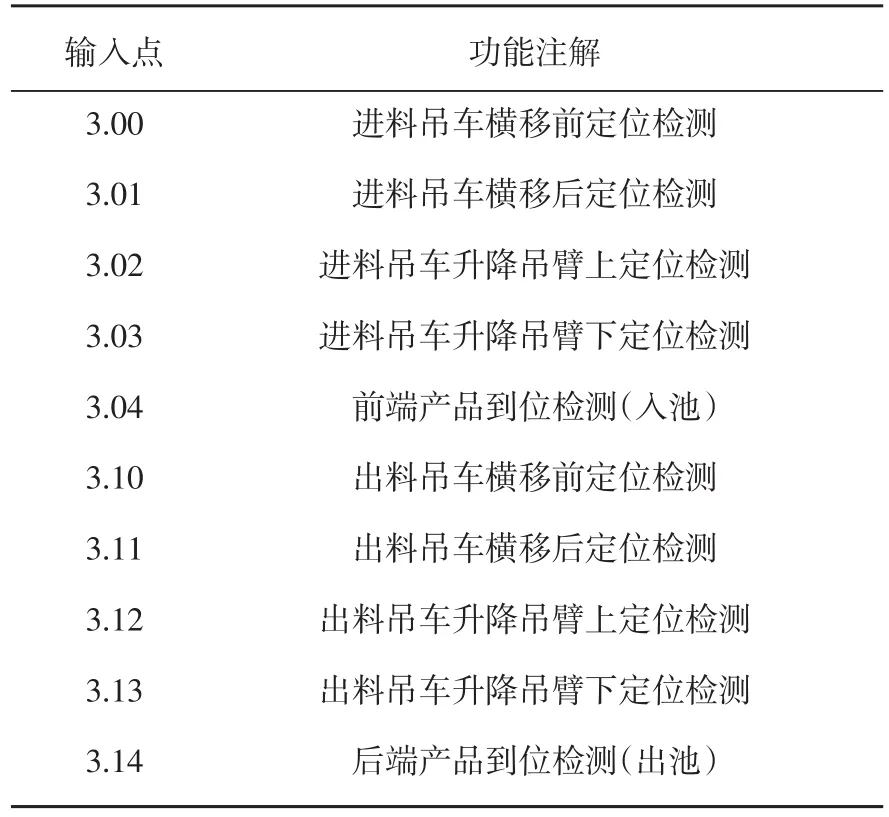
表1 吊車與池體傳感器的輸入點分配
2 程序設計與說明
程序設計時,假設裝有產品的第1個吊籃進入池內,實現當前吊籃浸泡時間累計寄存器是D920;當第2個吊籃進入池時,通過字移位指令可以將第1個吊籃的D920實時時間累計值往后移到D921;第2個吊籃利用原第1個吊籃的D920在池內進行時間累計,但會出現原第1個吊籃即現D921的計時值不能繼續累計,因此設計時還須用位移位指令將進入池內吊籃的狀態同時移位。通過用位移位SFT和字移位指令WSFT的一起組合使用,利用吊車放吊籃進入池內的傳感器信號(輸入點3.01、3.03、3.04)一起作為移位的條件,實現了位移位SFT和字移位指令WSFT同時觸發執行,保證了進入池內吊籃個數和浸泡時間累計寄存器的字數一致,吊籃進入池內的移位程序如圖1所示。
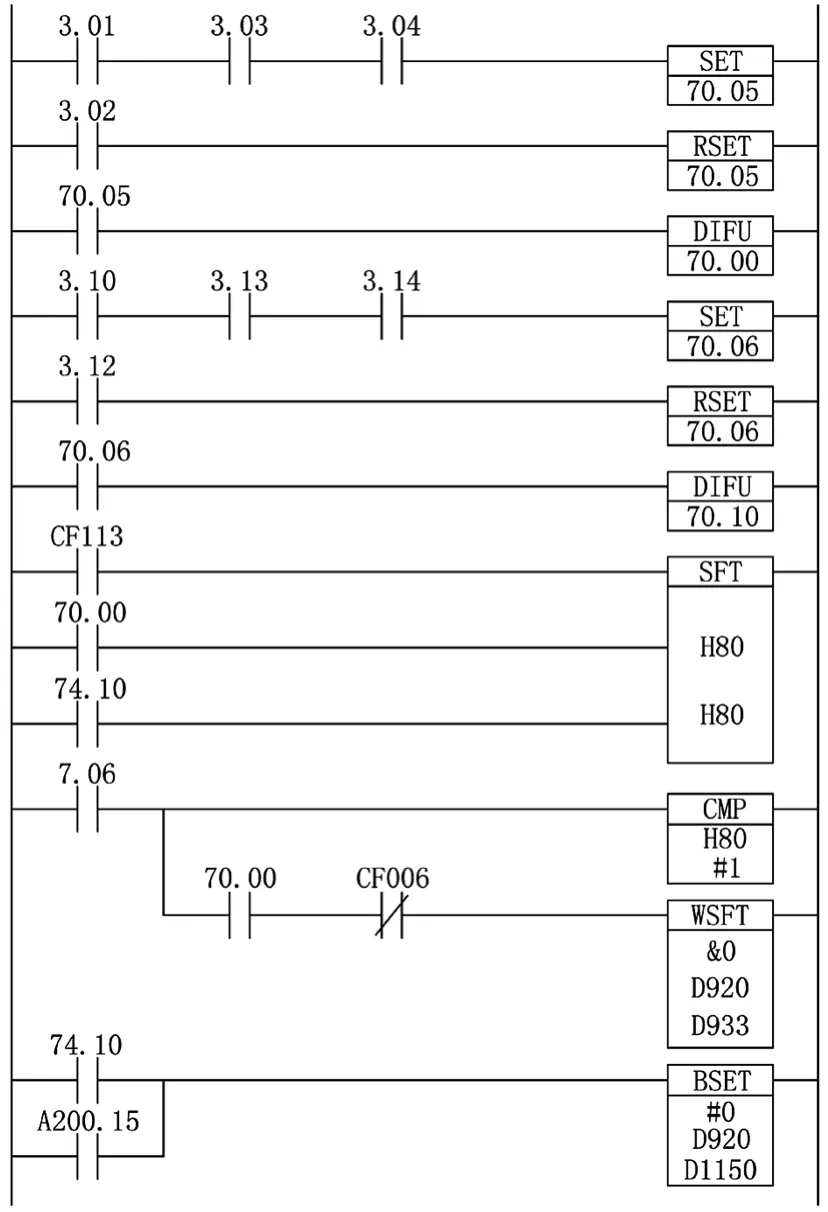
圖1 吊籃進入池內的移位程序
以下用進2個吊籃生產為例介紹設計原理:正常生產時進料吊車將裝有產品的1#吊籃進入浸泡池內,PLC的70.00使位移位指令SFT觸發執行,此時H80.00接通,CF102使寄存器D920的值每秒加1作為1#吊籃的浸泡時間累計;當1#吊籃向前移動離開3.04入料檢測時,進料吊車此時自動將裝有產品的2#吊籃放入浸泡池內;輸入點3.04剛檢測到2#吊籃,70.00使指令SFT和WSFT同時觸發執行一次,將1#吊籃當前狀態由原來的H80.00移入H80.01,實時浸泡時間值由原來的D920移入D921寄存器繼續以秒遞增累計,此時2#吊籃通過H80.00和D920進行浸泡時間累計。1#吊籃到達池尾被3.14傳感器檢測到后,由出料吊車將1#吊籃從池內吊出,同時90.01動作將D921累計時間清零、對H80.01復位處理,實現了實時浸泡時間和吊籃自動同步跟隨的功能,進池計時和出池清零程序如圖2所示。
為解決原來存在的吊籃未達到工藝時間而被出料吊車吊出、超過工藝時間無報警問題,在程序設計中增加了尋找最大值的控制功能。因為無論在浸泡池內的吊籃有多少個,而先進入池內的吊籃浸泡時間永遠是最長的,通過尋找最大值指令MAX使最大的浸泡時間存放于D935寄存器中,分別與系統設定的上限時間D51、下限時間D50進行比較;當浸泡時間未達到工藝下限時間而吊籃到達出料檢測傳感器3.14位置,由于94.00為OFF,出料吊車需等待其達到時間才能進行吊出;當減速機等硬件發生異常導致浸泡時間超過工藝上限時間,此時94.01為ON使系統進行報警提示,操作工人可以根據異常報警信息,及時地人工進行產品的搶救處理,增加的浸泡超時控制及報警程序如圖3所示。除了在PLC的控制程序進行設計改造外,也在觸摸屏上增加了實時浸泡時間顯示、異常信息提示、系統復位等畫面功能。
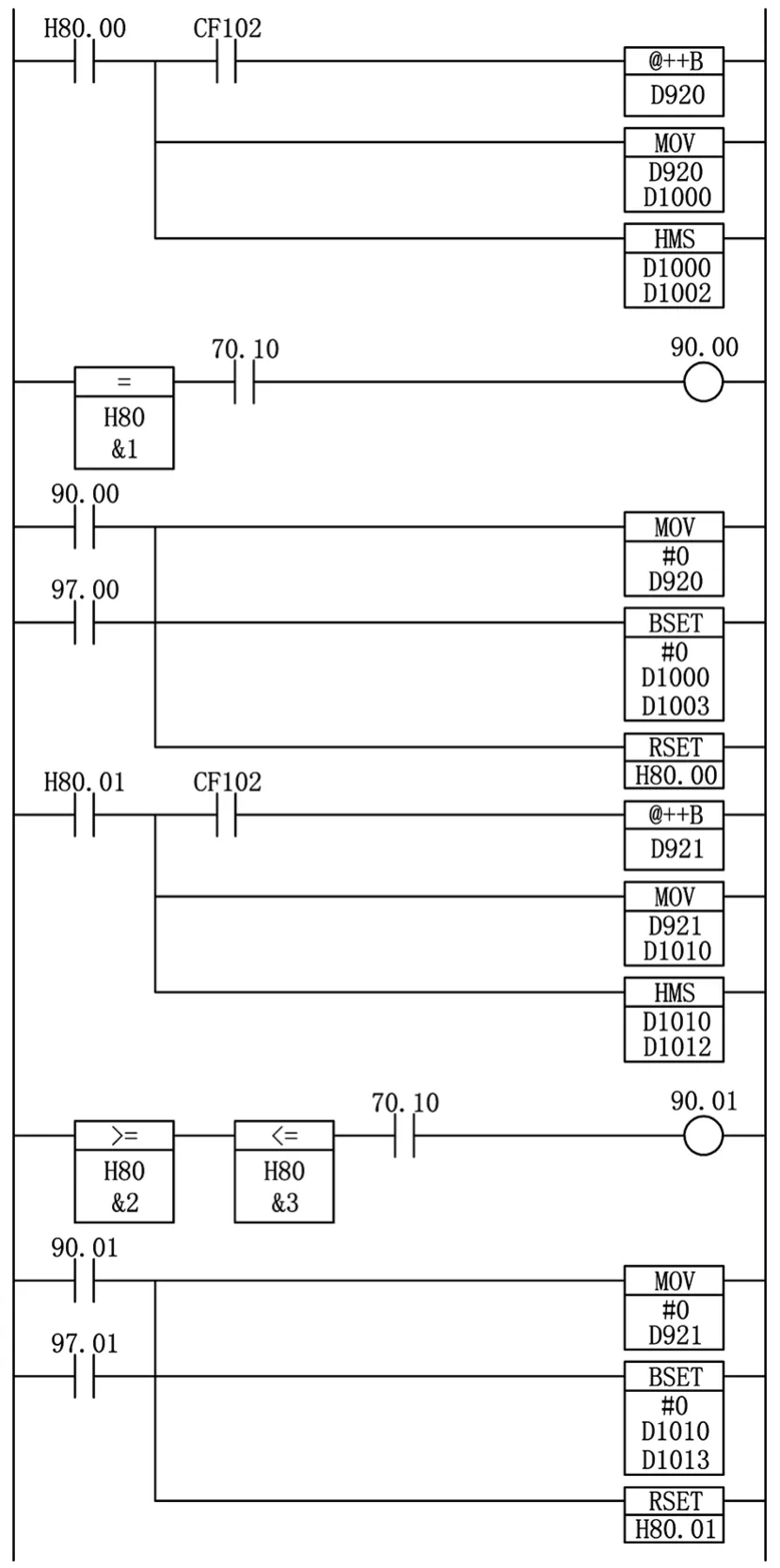
圖2 進池計時和出池清零程序
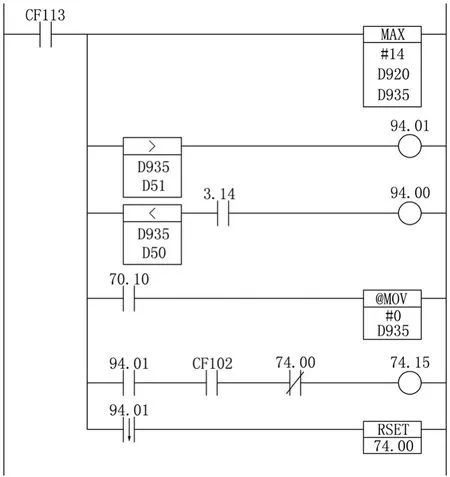
圖3 浸泡超時控制及報警程序
3 結束語
系統經改造后實現了在生產中的浸泡時間自動跟隨控制功能,解決了自動生產線未改造前會出現產品浸泡時間未到而被吊車吊出的問題,并能在自動線發生隱性故障導致產品浸泡超時的時候,報警提醒操作人員及時進行搶救處理;系統改造時不用投入任何硬件成本,并可在生產過程中直接進行改造;系統改造投入運行以來穩定可靠、效益明顯,很好地滿足了生產工藝的要求,保證了產品質量的穩定。
[1]霍罡.歐姆龍CP1H PLC應用基礎與編程實踐:第2版[M].北京:機械工業出版社,2014.
[2]祁文釗,霍罡.CS/CJ系列PLC應用基礎及案例[M].北京:機械工業出版社,2006.
[3]歐姆龍公司.SYSMAC CS/CJ系列可編程序控制器編程手冊[Z].2003.
[4]歐姆龍公司.SYSMAC CJ系列可編程序控制器操作手冊[Z].2002.
Automatic Production Line Following Control Based on PLC
JIANG Wen-yi
(Yangjiang Strong Jelly Manufacturing Co.,Ltd.,Yangjiang529900,China)
Aiming at the control problems of automatic production line,in the premise of not increasing the electrical hardware,designed Program with automatic following and time functions,comparison control of the immersion time is adopted in the production process,to meet the requirements of production process very well,ensure the stability of product quality.
PLC;automatic follow;real time comparison
TP278
A
1009-9492(2015)10-0101-03
10.3969/j.issn.1009-9492.2015.10.025
江文藝,男,1977年生,廣東陽江人,大學本科,工程師/高級技師。研究領域:電氣工程及其自動化、機電一體化。已發表論文3篇。
(編輯:向 飛)
2015-04-27
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
