SIMATIC T-CPU在快鍛液壓機壓頭控制中的應用
2015-11-30 07:19:20王宇翔馮作全蘆光榮
機電工程技術 2015年10期
關鍵詞:測量
王宇翔,馮作全,蘆光榮
(蘭州蘭石能源裝備工程研究院有限公司信息與自動化研究中心,甘肅蘭州 730030)
SIMATIC T-CPU在快鍛液壓機壓頭控制中的應用
王宇翔,馮作全,蘆光榮
(蘭州蘭石能源裝備工程研究院有限公司信息與自動化研究中心,甘肅蘭州 730030)
介紹了西門子新型電氣伺服控制技術,采用TECHNOLOGY CPU以及IM174接口模塊構建伺服控制系統,并成功應用于快鍛液壓機液壓缸伺服驅動及控制,實現了快鍛液壓機壓頭位置的準確控制與壓頭的柔性調速。通過實際驗證和應用,系統具有動態響應快、定位控制性能優良等特點,該新型液壓缸電氣伺服控制技術對于提高快鍛液壓機的高頻次和高精度控制具有重要作用,此項技術的推廣應用對各類液壓設備中液壓軸定位及速度控制具有現實指導意義。
快鍛液壓機;液壓軸;液壓伺服系統;TECHNOLOGY CPU;凸輪補償
1 概述
快鍛液壓機是一種進行自由鍛造的大壓力、高頻次專用設備,主要應用于塑性差、變形抗力大、鍛造溫度范圍窄的金屬材料的鍛造。
傳統的快鍛液壓機壓頭位置控制采用半閉環電液控制方式,通過位移傳感器檢測壓頭位置,經控制器(PLC)計算后輸出到電磁閥控制壓頭位移,但由于快鍛液壓機壓頭自身重量大(一般在幾十噸以上),且液壓油的物理特性導致其響應速度和動態特性有一定的滯后性,這使得該控制模式下壓頭位置時時存在不準確情況,特別是在100次/分鐘的高頻次鍛造時這一現象表現的尤為明顯。近年來隨著鎢鉬合金等一些新型合金材料應用,對快鍛液壓機的鍛造頻次和控制精度提出了更高的要求,這就必須要引入電液伺服控制技術。液壓缸電氣伺服技術控制既能滿足壓頭位置準確控制要求,同時還能對鍛造速度進行控制,顯著改善控制閉環中的補償參數,使其精度更高,效率更快,因此,它是液壓技術自動控制的重要發展方向。而國內外對于電液伺服控制技術的應用僅限于液壓元件制造商的控制器(如力士樂HNC),并沒有利用PLC本身的運動控制模塊來完成,這樣勢必造成了控制系統本身的資源浪費和成本增加[1]。
本文利用西門子TECHNOLOGY CPU運動控制器(以下簡稱T-CPU)對傳統的快鍛液壓機壓頭位置控制系統進行改進設計,改進后的基于液壓軸伺服控制系統具有動態響應快、壓力控制性能優良等特點,對于提高快鍛液壓機的高頻次和高精度控制具有重要作用。
2 傳統控制方式與伺服液壓軸控制方式比較
傳統的快鍛液壓機壓頭位置控制如圖1所示,其位置設定值為S,人為補償值為S1,實際給定值S2,本控制方式是將位置設定值與人為補償值相加作為控制給定值,通過與壓頭液壓缸位移傳感器的實際反饋值比較,計算出液壓閥的實際給定值,控制其液壓閥驅動液壓缸移動至目標位置。對于本系統,只要人工補償值設置合適,壓頭位移通常是可以控制的,但由于鍛件材料、鍛造頻次等因素影響,造成壓頭控制不準確現象,需要人工校訂此補償值,是非全閉環的控制系統。隨著電傳動伺服控制技術的不斷發展,可利用現有的系統模型來構建一個全閉環的電液伺服控制系統,即液壓軸控制系統。一般來說“液壓軸”由一個受比例換向閥控制的液壓缸組成。泵提供液壓油,PLC通過計算輸出控制比例閥的開度,并由比例換向閥控制油缸內液壓油的流量或壓力。液壓缸的當前位置和速度由位置測量系統(編碼器)系統檢測并反饋至PLC并跟設定值比較以計算出合適的控制曲線。
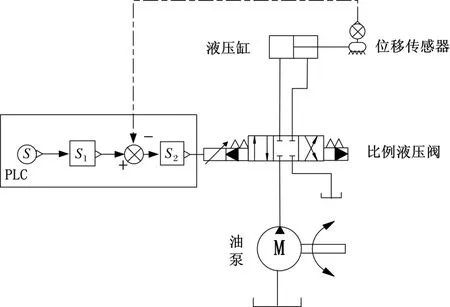
圖1 壓頭定位控制模型
3 快鍛壓頭伺服液壓軸控制方案
一般來說,控制器(傳統PLC)都是為線性控制系統而設計,如電氣伺服軸控制系統。而電液伺服系統響應速度和動態特性由于具有一定的滯后性,導致輸出給定與執行速度之間是非線性關系(如圖2),若直接以控制線性電氣軸的模型來控制非線性液壓缸時,就存在速度不穩定,且位置閉環會不斷修正由速度不穩定所帶來的位置偏差,導致液壓執行機構來回跳動或者抖動,造成定位誤差大甚至損壞機械設備。對于一個最優控制的液壓軸,其技術補償特性要求控制器的線性驅動信號必須能映射到非線性的液壓軸控制上。
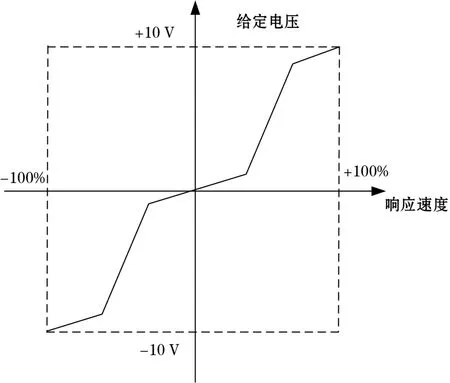
圖2 液壓軸控制響應曲線
西門子T-CPU能夠實現軸控曲線的高精度調整,通過其特有的伺服軸工藝模板可以將確定的補償特性嵌入到應用程序中而永久使用,不僅增加了控制的穩定性而且減少了液壓軸定位的時間。T-CPU的設計理念是把西門子S7-300系列CPU和運動控制功能,傳動裝置參數化功能有機結合,使其不但具有普通PLC的特點和功能,同時集成了大量的如凸輪、位控、同步等工藝控制功能。通訊模式采用等時同步(ISOCHRONE)方式,等時同步是PROFIBUS DP通訊的最新技術,它使PROFIBUS DP的總線周期保持恒定,大大提高通訊的穩定性,進而提高傳動控制的穩定性和精度[2]。
通常,若要在原有快鍛液壓機控制系統的基礎上使用伺服軸控制技術,則必須另外增加伺服控制系統,其控制思想是由常規PLC完成傳統控制而由伺服控制系統完成液壓軸控制,或者由伺服控制系統實現快鍛液壓機全部控制功能,但無論采用何種控制方式,都需要對原控制系統作很大的改動,無疑造成控制成本及工作量的增加,而使用集成運動控制功能的西門子T-CPU,將傳統PLC控制和伺服控制集中到一個控制器中來完成,無需對原控制系統作較大改動,既節約了成本,又提高了控制精度,可應用于實際現場快鍛液壓機控制及改造設計。為實現其控制功能,本控制系統選配西門子S7-300T系列PLC,中央處理單元采用CPU317T-2DP,并擴展CP343-1工業以太網接口模塊,實現與工業監控設定觸摸屏之間的數據通訊;并通過DP總線連接運動控制模塊IM174,由IM174完成對液壓軸的檢測和控制[3]。控制系統硬件組成如圖3所示。
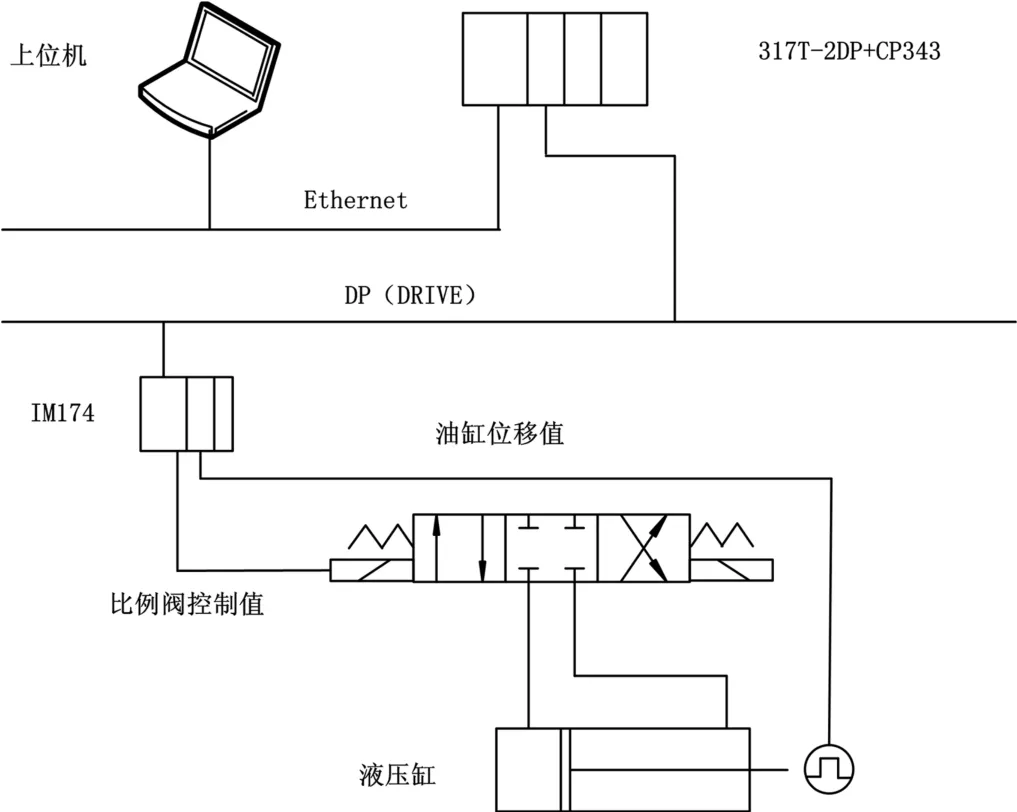
圖3 液壓軸控制硬件組成
4 系統控制策略
基于T-CPU控制系統,通過使用功能塊FB520(GetCharacteristics)和FB521(WriteCam?Data)可自動獲取快鍛液壓機壓頭液壓軸的補償曲線。首先上位機將預先設定值計算處理后輸出給液壓軸閥,使其驅動液壓缸移動。液壓軸的移動速度由位置反饋系統檢測并存儲在T-CPU內。此過程在不同的設定值下執行若干次后,控制系統將獲得一些控制輸出和液壓缸移動速率之間的對應關系點。基于這些關系點,液壓軸的補償特性即被確定。液壓軸補償曲線測量點如圖4所示。
液壓伺服軸補償曲線反映了液壓比例閥輸出給定與液壓軸速度之間的對應關系。通過優化控制曲線的調整與補償,提高了液壓軸定位精度,加快了軸控響應速度。本系統使用功能塊FB520和FB521來自動獲得補償曲線,需要創建兩個凸輪盤(Cam Disk)來確定補償曲線。其基本原理為第一個凸輪盤主要完成測量、尋找補償點,并將測量后的結果寫入到另外一個凸輪盤,被寫入的凸輪盤就是當前液壓伺服系統的最終補償曲線。通過功能塊FB520系統能夠執行測量并得到當前液壓系統的補償曲線,并將相應的凸輪盤激活為當前液壓系統的用戶配置文件。首先初始化FB520,液壓軸被設置為閉環模式,生成的線性參考凸輪盤被激活;然后從正方向開始測量補償曲線,T-CPU在不同的位置上給出一系列給定速度,并根據反饋速度測量補償點,測量結束后回到初始位置;再從負方向開始測量補償曲線,T-CPU在不同的位置上給出一系列給定速度,并根據反饋速度測量償點,測量結束后回到初始位置。在上述過程中,根據控制器發出的目標給定以及液壓軸的響應時間計算出死區;當所有位置上的測量值記錄完成后會以凸輪盤的形式存在T-CPU中。凸輪盤的坐標分別對應的是閥的給定開度和液壓軸的當前速度,最后T-CPU會執行功能塊FB439設置特征量的補償曲線寫入到另外一個凸輪盤,并將其激活為當前液壓軸的最終補償曲線。FB521功能塊能夠將測量的補償曲線寫入到相應的凸輪盤中。
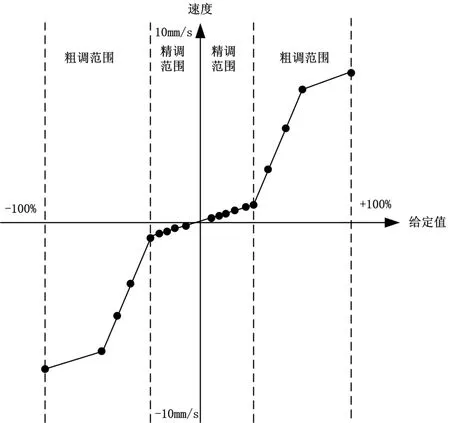
圖4 液壓軸補償曲線測量點
為了提高補償曲線的精度,一般可以確定兩個范圍進行測量,如圖4所示的“粗調范圍”和“精調范圍”。通過在設定速度下的不同給定值的液壓軸的實際控制結果可以劃定這兩個測量范圍,通常“精調范圍”液壓軸的變化較設定值低,反之在“粗調范圍”液壓軸的變化則比較快。對于"粗調范圍"測量點的間距可放大,而“精調范圍”內的測量點分布則較為密集。在FB520執行完上述兩個范圍的檢測后,液壓伺服軸的補償曲線就建立起來了,可以通過在線方式觀察補償曲線在T-CPU中運行情況并做相應調整。最終控制器會自動使用補償曲線中的速度對應關系調節輸出,并通過使用定位功能塊對液壓軸進行控制。
5 液壓軸組態與軟件實現
首先,在S7T Config中插入一個軸對象并選擇“速度控制”和“定位”控制。然后打開軸向導,在軸類型對話框中選擇“液壓軸”類型,將閥類型定義為“Q閥”。在配置完輸入輸出的地址和參數后即完成了壓頭液壓軸的組態。但是根據前文所述,液壓伺服系統需要確定一條補償曲線來線性化輸出變量與液壓軸速度之間的關系,因此還需建立相應補償曲線的凸輪盤。在CAMS下面建立兩個凸輪盤,分別取名為:Cam_Profile與Cam_Reference,并填入兩個差補點描繪一條輸出給定與執行速度間的參考關系曲線。
做好上述工作后,將S7T Config存盤編譯,并將組態好的軸和凸輪盤等工藝對象生成相應的工藝對象數據塊并下載到T-CPU,就完成了完整的液壓軸組態工作。
基于液壓軸伺服控制系統快鍛壓頭程序主要包括液壓伺服軸的補償曲線創建;壓頭液壓軸啟停控制;液壓軸定位控制;壓頭液壓軸位置自動調整。其部分程序如下:
程序段1:
CALL"GetCharacteristics",DB520
Axis :=3
CamReference:=4
CamProfil:=5
Enable :=M100.0
Mode :=0
maxDistance:=1.600000e+003
JogPos :=DB40.DBX0.0
JogNeg :=DB40.DBX0.1
JogVelocity:=DB50.DBD0
Done :=DB41.DBX0.0
Busy :=DB41.DBX0.1
Error :=DB41.DBX0.2
ErrorID :=DB51.DBW0
ErrorSource:=DB51.DBW2
State :=DB51.DBW4
ActiveCam:=DB51.DBW6
程序段1通過調用FB520功能塊建立液壓伺服軸補償曲線,其基本過程為輸入液壓軸工藝對象DB號,通過點動,將液壓軸移動到要運行的最初始位置,輸入要執行測量液壓缸的最大行程,通過狀態字觀察當前的執行情況,當測量結束后,將測量出的補償曲線寫入到凸輪盤中。
程序段2:
CALL"MC_Power",DB401
Axis :=3
Enable:=M100.1
Mode :=0
StopMode:=3
Status:=DB41.DBX1.0
Busy :=DB41.DBX1.1
Error:=DB41.DBX1.1
ErrorID:=DB51.DBW8
程序段2通過調用MC_Powe可實現對液壓軸3的啟停控制。控制模式選擇0,使該軸的啟動控制響應對應于軸的組態。停止模式選擇3,使該軸的控制信號通過已組態的斜坡更改為已編程的替換控制信號,以確保其準確定位。
程序段3:
CALL"MC_MoveRelative",DB411
Axis :=3
Execute :=M100.2
Distance :=DB50.DBD4
Velocity :=DB50.DBD8
Acceleration:=DB50.DBD12
Deceleration:=DB50.DBD16
Jerk :=0
DoneFlag :=DB50.DBW22
Done :=DB41.DBX2.0
Busy :=DB41.DBX2.1
CommandAborted:=DB41.DBX2.2
Error :=DB41.DBX2.3
ErrorID :=DB51.DBW10
程序段3通過調用MC_MoveRelative實現液壓軸3定位控制。通過DB50.DBD4給定定位距離,DB50.DBD8給定速度值,DB50.DBD12給定加速值,DB50.DBD16給定減速值。沖擊Jerk設定為0,使用梯形運動曲線。
程序段4:
CALL"MC_MoveSuperImposed",DB413
Axis :=3
Execute :=M100.3
Distance :=DB50.DBD24
VelocityDiff:=DB50.DBD28
Acceleration:=DB50.DBD32
Deceleration:=DB50.DBD36
Jerk :=DB50.DBD40
DoneFlag :=DB50.DBW42
Done :=DB41.DBX3.0
Busy :=DB41.DBX3.1
CommandAborted:=DB41.DBX3.2
Error :=DB41.DBX3.3
ErrorID :=DB51.DBW12
程序段4通過調用MC_MoveSuperImposed實現液壓軸3位置疊加調整。通過DB50.DBD24給定進行疊加定位的其他距離,DB50.DBD28給定相對于當前運動的最大速度偏差,DB50.DBD32給定加速值,DB50.DBD36給定減速值,DB50. DBD40給定位置調整的沖擊值。
6 結束語
本文根據快鍛液壓機工藝特點設計了基于液壓軸的伺服控制系統,構建了以西門子TECHNOL? OGY CPU及IM174接口模塊為基礎的網絡架構,對快鍛壓頭自動控制的實現過程進行闡述,設計了控制系統各軟件模塊,經實驗驗證,程序各功能塊運行準確,不僅實現了快鍛液壓機壓頭的準確定位,還可對壓頭的速度進行無級控制。此項技術可推廣用于各種液壓設備中液壓軸定位及速度控制。
[1]王東明,張懷德,馬麟.基于T-CPU的多缸電液比例同步控制系統研究與應用[J].制造技術與機床,2012(06):105-108.
[2]龔慧斌,鄭珊珊,聞娟.一種基于SIMATIC T-CPU的運動控制伺服系統設計[J].自動化應用,2010(01):33-35.
[3]翟國濤.基于SIMATIC T-CPU的旋壓機控制系統研究與設計[D].秦皇島:燕山大學,2012.
(編輯:王智圣)
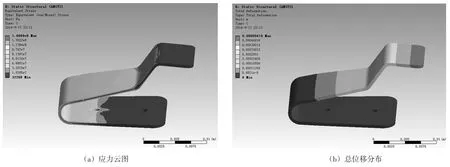
圖6 彈片厚度為0.5 mm
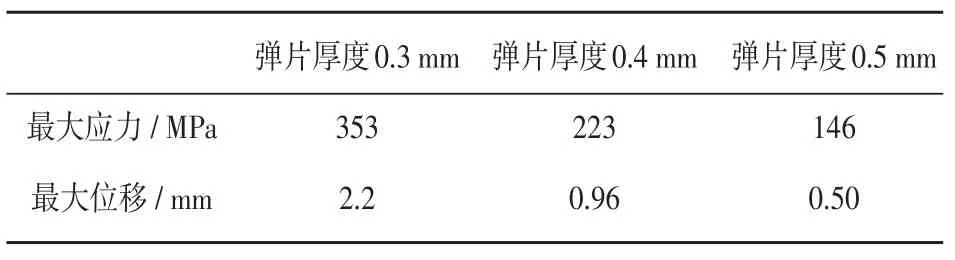
表1 最大應力和位移
(2)基于ANSYS軟件,能夠在彈片加工之前對其進行必要的仿真分析,可以確定彈片的厚度和形狀,保證自動離合機構的整體運動效果,以縮短開發周期。同時,本文對相似的彈片的設計和分析方法都有一定的參考價值。
參考文獻:
[1]鄭志祥.機械零件[M].北京:高等教育出版社,2007.
[2]李亦文.產品設計原理[M].北京:化學工業出版社,2004.
[3]李黎明.ANSYS有限元分析實用教程[M].北京:清華大學出版社,2005.
[4]鄒建奇,崔亞平.材料力學:第一版[M].北京:清華大學出版社,2007.
作者簡介:李 晶,男,1985年生,湖北荊州人,碩士。研究領域:機電一體化產品的結構設計。已發表論文1篇。
(編輯:阮毅)
SIMATIC T-CPU Application in the Control of Fast Forging Presses
WANG Yu-xiang,FENG Zuo-quan,LU Guang-rong
(Lanzhou Lanshi Engineering Research Institute of Energy Equipments Co.,Ltd.,Research Center for Information and Automation,Lanzhou730030,China)
This article describes the new electric servo control technology of Siemens,TECHNOLOGY CPU and IM174 interface module to build a servo control system,and successfully applied to cylinder servo drive and control of the fast forging hydraulic presses to achieve position accurate control and flexible speed adjustment.Through practical verification and application, the system has fast dynamic response,excellent performance characteristics of position control,the new cylinder electric servo control technology for improving the high-frequency and high-precision control of speed forging hydraulic press has an important role,promote the use of this technology for a variety of hydraulic equipment hydraulic axis positioning and speed control have practical significance.
fast forging presses;hydraulic axes;hydraulic system;TECHNOLOGY CPU;cam compensation
TP29
A
1009-9492(2015)10-0107-05
10.3969/j.issn.1009-9492.2015.10.027
王宇翔,男,1983年生,甘肅蘭州人,碩士,工程師。研究領域:設備運動過程自動控制。已發表論文3篇。
2015-04-21
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
