機床閉環(huán)伺服進給系統(tǒng)穩(wěn)定性問題及解決方案
2015-12-01 07:53:12漢川數(shù)控機床股份公司陜西漢中723000肖宏松
金屬加工(冷加工) 2015年17期
關鍵詞:系統(tǒng)
■漢川數(shù)控機床股份公司 (陜西漢中 723000) 郭 軍 楊 鵬 肖宏松 杜 山
機床閉環(huán)伺服進給系統(tǒng)穩(wěn)定性問題及解決方案
■漢川數(shù)控機床股份公司 (陜西漢中 723000)郭軍楊鵬肖宏松杜山
分析了機床改造中表面粗糙度達不到工藝要求的原因,并提出了解決方案。客觀地分析了系統(tǒng)增益、傳動系統(tǒng)固有頻率及傳動系統(tǒng)的粘性阻尼系數(shù)對機床穩(wěn)定性的影響。指出了在保證系統(tǒng)穩(wěn)定性的前提下,使傳動系統(tǒng)的剛度、慣量、固有頻率、系統(tǒng)增益和系統(tǒng)的阻尼達到較為合理的值,才能使機床的性能達到最佳。
某公司的一臺加工中心機床,在高速加工圖1所示的鋁合金零件時,機床振動較大,加工的零件表面出現(xiàn)了明顯的振動波紋,導致此零件加工不合格。此零件對表面粗造度要求較高,精度要求不很高。現(xiàn)委托我公司進行機床改造。
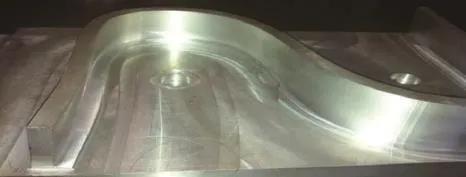
圖 1
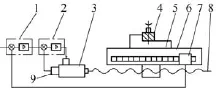
圖 2
1. 問題分析
為找出原因我們在主軸同樣轉速、同樣材料下,分別對各軸單獨進行了切削試驗。發(fā)現(xiàn)只有X軸進給時出現(xiàn)了嚴重的振動。問題現(xiàn)已清楚:X軸伺服進給系統(tǒng)的穩(wěn)定性,不能滿足高速加工的要求。所謂穩(wěn)定的系統(tǒng),是指系統(tǒng)在啟動狀態(tài)或外界干擾的作用下,系統(tǒng)輸出經(jīng)過幾次衰減后,能迅速穩(wěn)定在新的或原有的平衡狀態(tài)下。此機床X軸為直線導軌,采用永磁同步伺服電動機直聯(lián)滾珠絲桿傳動,光柵測量閉環(huán)控制系統(tǒng),如圖2所示。
對于圖2所示閉環(huán)伺服進給系統(tǒng),根據(jù)自動控制理論可知,閉環(huán)系統(tǒng)穩(wěn)定性的條件是系統(tǒng)的截止頻率小于系統(tǒng)的相位交界頻率。因此要求在伺服進給系統(tǒng)中,機、電和液壓部件的固有頻率都要大于系統(tǒng)的截止頻率,并有一定的裕度。這樣將降低機、電和液壓部件對系統(tǒng)穩(wěn)定性的影響,減小機、電和液壓部件對系統(tǒng)正常工作的干擾。
另一方面,系統(tǒng)中的機、電、液壓部件都是儲能元件,為防止在輸入信號作用下,系統(tǒng)產(chǎn)生諧振現(xiàn)象,影響系統(tǒng)穩(wěn)定工作,也要求系統(tǒng)的機、電和液壓部件的固有頻率遠遠大于截止頻率,并要求各部固有頻率彼此錯開。對于機械傳動裝置,它的固有頻率決定于系統(tǒng)各環(huán)節(jié)的剛度和慣量。對于數(shù)控閉環(huán)伺服進給系統(tǒng)來說,影響其穩(wěn)定性的主要因素是系統(tǒng)增益、機械傳動裝置的固有頻率和導軌的摩擦阻尼比。
2. 解決方案
(1)適當合理地降低系統(tǒng)增益,提高系統(tǒng)的穩(wěn)定性。過大的系統(tǒng)增益會增加系統(tǒng)的不穩(wěn)定。加工拐角時會增大超行程誤差。適當合理地降低系統(tǒng)增益,不僅使系統(tǒng)更穩(wěn)定,還可減小超行程誤差,但增加了欠行程誤差。對于給定的數(shù)控機床,可以在數(shù)控加工程序的編制中,通過編程讓刀具在拐角處停留20~30ms等措施,來減小拐角加工欠行程誤差。適當降低系統(tǒng)增益是解決閉環(huán)伺服進給系統(tǒng)的穩(wěn)定性最快、也是最經(jīng)濟的措施,通過修改控制系統(tǒng)電氣參數(shù)即可。但過低的系統(tǒng)增益對機床加工也是非常不利的。需通過對不同的機床合理優(yōu)化系統(tǒng)增益。
(2)提高傳動系統(tǒng)固有頻率,提高系統(tǒng)的穩(wěn)定性。減小工作臺質(zhì)量及滾珠絲杠螺母副的轉動慣量,提高滾珠絲杠螺母副的傳動剛度,都可以提高傳動系統(tǒng)固有頻率。但對于本臺改造機床,提高滾珠絲杠螺母副的傳動剛度是最經(jīng)濟的方法。
首先根據(jù)公式

式中,a為絲杠線膨脹系數(shù);Δt為溫度變化值;L為安裝距離;E為彈性模量,計算出滾珠絲杠軸向預緊拉伸力。
通過力矩扳手測絲杠鎖緊螺母轉矩,可知原絲杠預緊拉伸力偏小。按計算后的值增大滾珠絲杠的預緊拉伸力。滾珠絲杠預拉伸的作用是補償絲杠熱變形,提高絲杠拉壓剛度,提高絲杠支撐軸承的軸向剛度,提高軸承座的軸向剛度。預拉伸力是通過滾珠絲杠兩端的鎖緊螺紋和螺母施加的,采用測量絲杠伸長量的方法來控制預拉伸力。
(3)增加傳動系統(tǒng)的粘性阻尼系數(shù),即適當增加阻尼比值。機床絲杠傳動系統(tǒng),可視為二階振蕩質(zhì)量——彈簧阻尼系統(tǒng)

式中,f為粘性阻尼系數(shù);K為折算到絲杠上的剛度;J為折算到絲杠上的慣量。一般阻尼比值為0.4≤ξ≤0.8。本臺機床采用的是直線滾動導軌,其阻尼較小,也無法調(diào)節(jié)。經(jīng)估算其阻尼比值較小。對于滑動導軌的機床而言,可通過調(diào)節(jié)導軌鑲條的松緊和接觸面便可改變阻尼。針對本臺機床情況,可在原直線導軌副中加入兩個滾動直線導軌副用注油阻尼器,如圖3所示。

圖 3
它的原理是:充滿潤滑油的阻尼器和導軌之間在外界振動條件下,以一定的速度相互接近時,會受到間隙內(nèi)流體的壓強而產(chǎn)生阻力,形成擠壓油膜阻尼。在增加振動阻尼的同時又使摩擦力和靜摩擦阻尼不會增加很多。
3. 改造后效果
通過以上改造后,系統(tǒng)的穩(wěn)定性得到了提高,機床在高速加工時沒有出現(xiàn)明顯的振動,加工的零件表面粗造度值低,達到了合格要求。
4. 結語
對于本臺機床而言,采取了上述方法解決了穩(wěn)定性問題。但對有些機床傳動系統(tǒng)本身剛度較差,固有頻率較低,發(fā)生了諧振,通過改造是不能解決穩(wěn)定性問題的。這就要求我們在機床傳動系統(tǒng)設計時,在滿足剛度的要求下,具有小的質(zhì)量和慣量并和電動機慣量匹配。傳動系統(tǒng)較大的質(zhì)量和慣量會使機械負載增加,功率消耗大,系統(tǒng)響應速度變慢,固有頻率下降,容易產(chǎn)生諧振。關于系統(tǒng)增益的大小要適當,系統(tǒng)增益越大則時間常數(shù)越小,系統(tǒng)響應越快系統(tǒng)靈敏度越高,加速度增大,隨動誤差小,跟隨精度高,但是系統(tǒng)所承受的慣性力越大,系統(tǒng)的穩(wěn)定性變差,影響加工零件的表面粗造度。關于機械傳動系統(tǒng)阻尼,可視為帶有阻尼的質(zhì)量——彈簧系統(tǒng)。機械部件產(chǎn)生振動時,系統(tǒng)中阻尼越大,振幅越小,衰減越快,對穩(wěn)定性有利,但系統(tǒng)靜摩擦阻尼增大,會使系統(tǒng)的回程誤差增大,定位精度降低。
綜上所述在機床設計時應明確機床的加工能力及適用范圍。在保證系統(tǒng)穩(wěn)定性的前提下,使傳動系統(tǒng)的剛度、慣量、固有頻率、系統(tǒng)增益及系統(tǒng)的阻尼達到較為合理的值。不應片面追求某單一參數(shù),只有各參數(shù)和諧統(tǒng)一,才能使機床的性能達到最佳。
[1] 李建勇. 機電一體化系統(tǒng)設計基礎[M].北京:中央廣播電視大學出版社,2009.
[2] 張建民. 機電一體化系統(tǒng)設計[M]. 北京:北京理工大學出版社,2007.
20150430)
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
