專用分度頭校準(zhǔn)方法探討
2015-12-02 03:08:14韓素超高雪芹李紅菊王濤劉立杰
計(jì)測技術(shù) 2015年1期
關(guān)鍵詞:測量
韓素超,高雪芹,李紅菊,王濤,劉立杰
(河北太行計(jì)量檢測有限公司,河北石家莊050000)
0 引言
專用分度頭用于加工炮筒的十字刻線,為我廠自制的關(guān)鍵工序設(shè)備。其技術(shù)要求為90°間隔旋轉(zhuǎn),裝夾采用三爪卡盤加尾座頂尖的方式,因此采用錐尾軸桿裝配正多面棱體的傳統(tǒng)方法無法實(shí)現(xiàn)校準(zhǔn)。
為了準(zhǔn)確、方便地實(shí)現(xiàn)對專用分度頭的校準(zhǔn),設(shè)計(jì)并加工專用分度頭檢具,運(yùn)用正弦原理,通過測量工作面的兩端差值,計(jì)算出專用分度頭在每一工作面的角度分度誤差。
1 專用分度頭檢具
根據(jù)專用分度頭特殊的裝夾及角度旋轉(zhuǎn)方式,借鑒正弦規(guī)的工作形式,運(yùn)用正弦原理,制作了專門用于分度頭角度校準(zhǔn)的專用檢具,通過對專用分度頭檢具的結(jié)構(gòu)及技術(shù)性能的描述,確立了專用分度頭校準(zhǔn)在理論層面的技術(shù)支撐。
1.1 專用檢具的結(jié)構(gòu)
根據(jù)專用分度頭的裝夾及旋轉(zhuǎn)方式,將檢具設(shè)計(jì)為在芯軸的一端為與其同心的四方體結(jié)構(gòu),并且要求四方體的兩兩工作面互為基準(zhǔn)且垂直[3],以此實(shí)現(xiàn)專用分度頭的校準(zhǔn)。如圖1所示[4],圖中數(shù)值單位為mm。
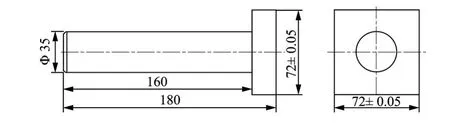
圖1 專用分度頭檢具
1.2 專用檢具的技術(shù)要求
1)四方體四個(gè)工作面平面度不大于4 μm。
2)左右兩工作面與上工作面垂直,垂直度不大于5 μm;下與上工作面平行,平行度不大于5 μm。
3)軸的直線度不大于2 μm;軸的圓度不大于4 μm。
4)專用檢具角度誤差不大于1'。
2 角度校準(zhǔn)原理
運(yùn)用任意兩兩工作面垂直的特性,將其中的任一工作面與機(jī)床的導(dǎo)軌平行,旋轉(zhuǎn)分度頭90°,用指示表測量另一工作面兩端的差值,利用正弦原理計(jì)算每一工作面角度的偏差值[2]。其計(jì)算公式為

式中:Δai為某面的示值誤差,(″);ΔLi為某面兩端測量差值,mm;L為專用檢具的邊長,mm。
3 校準(zhǔn)方法
使專用分度頭定位在0°,將專用檢具固定在專用分度頭上,利用車床窄導(dǎo)軌安裝杠桿千分表并通過杠桿千分表將專用檢具的任意工作面找正(與機(jī)床窄導(dǎo)軌平行);將分度頭旋轉(zhuǎn)90°,取杠桿千分表在專用檢具另一工作面兩端的差值,測量三次取平均值ΔLi;同理,同方向旋轉(zhuǎn)分度頭90°測量另兩個(gè)面的ΔLi值,由公式(1)計(jì)算各個(gè)面的Δαi,取Δαi中最大值作為最終測量結(jié)果。
4 專用分度頭分度誤差測量結(jié)果不確定度的評定
4.1 測量重復(fù)性引入的標(biāo)準(zhǔn)不確定度
在重復(fù)性條件下,利用杠桿千分表對專用分度頭檢具工作面兩端的差值進(jìn)行測量,測量重復(fù)性引入的標(biāo)準(zhǔn)不確定度可采用A類方法進(jìn)行評定。連續(xù)測量10次得到測量列為0.030,0.025,0.030,0.035,0.030,0.035,0.035,0.025,0.030,0.030 mm。

單次實(shí)驗(yàn)標(biāo)準(zhǔn)偏差為

實(shí)際測量時(shí),在重復(fù)性條件下連續(xù)測量三次,以三次測量的算術(shù)平均值作為測量結(jié)果,可得標(biāo)準(zhǔn)不確定度為

4.2 杠桿千分表最大允許誤差引入的不確定度
1級杠桿千分表最大允許誤差±4 μm,服從均勻分布,則由最大允許誤差引入的不確定度

4.3 專用檢具的角度誤差引入的不確定度
專用檢具的角度不超過±1'(角度轉(zhuǎn)化為長度偏離量為21.8μm),服從均勻分布,則由角度誤差引入的不確定度為

4.4 合成標(biāo)準(zhǔn)不確定度
引入各標(biāo)準(zhǔn)不確定度分量的因素不相關(guān),因此

4.5 擴(kuò)展不確定度
取包含概率p=95%,則k=2,有

專用分度頭的分度誤差±4',經(jīng)分析評定得出的測量結(jié)果的不確定度為1.2',小于分度誤差的1/3,符合誤差傳遞原則。
5 結(jié)論
通過對測量結(jié)果不確定度的分析表明,用自制的專用分度頭檢具作為標(biāo)準(zhǔn)器配以杠桿千分表對專用分度頭分度誤差測量具有可操作性,能夠滿足專用分度頭的技術(shù)要求。
[1]國家質(zhì)量技術(shù)監(jiān)督局.JJG 57-1999光學(xué)、數(shù)顯分度頭檢定規(guī)程[S].北京:中國計(jì)量出版社,1999.
[2]國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局.JJG 37-2005正弦規(guī)檢定規(guī)程[S].北京:中國計(jì)量出版社,2005.
[3]國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局.JJG 283-2007正多面棱體檢定規(guī)程[S].北京:中國計(jì)量出版社,2007.
[4]國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局,國家標(biāo)準(zhǔn)化管理委員會.GB/T 1958-2004產(chǎn)品幾何量技術(shù)規(guī)范(GPS)形狀和位置公差檢測規(guī)定[S].北京:中國標(biāo)準(zhǔn)出版社,2004.
[5]國家質(zhì)量監(jiān)督檢驗(yàn)檢疫總局.JJF 1059.1-2012測量不確定度評定與表示[S].北京:中國質(zhì)檢出版社,2012.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00