質量質心校準裝置的應用與改進
2015-12-02 03:08:22郭建麟余潤喜彭軍何群孫豐甲
計測技術 2015年1期
郭建麟,余潤喜,彭軍,何群,孫豐甲
(1.中航工業北京長城計量測試技術研究所,北京100095;2.中國北方發動機研究所,山西大同037000)
0 引言
飛機的質量特性是飛機設計中不可缺少的原始數據,它是飛機載荷計算、操穩特性分析和氣動彈性分析中必備的參數。隨著飛機自動化的不斷提高,主動控制技術日益廣泛的應用,需要飛機設計師提供更為精確的飛機質量特性數據。
在飛機研制過程中,通過測量大部件的質量、質心,確定試制產品部件的實際質量、質心;根據圖樣和技術條件檢驗部件理論質量和實際質量的符合性,理論質心和實測質心的符合性。利用全機各個大部件的質量、質心測量數據可有效預測全機質量、質心變化情況,為全機質量、質心測量提供依據[1]。
質量質心校準裝置可以為飛機部件提供質量和質心的高精度數據。本文就校準裝置及其應用與改進作簡要介紹。
1 校準裝置簡介
1.1 裝置的組成
質量質心校準裝置由機械結構、氣路部分與軟件部分組成。裝置的主要機械結構示意圖如圖1所示,主要由工作臺面、傳感器、保護氣缸、支撐段、底座、卸荷螺釘和保護螺釘等組成。工作臺面是被測件的安裝平臺,臺面上有螺釘孔,可與夾具連接,同時還有定位基準線,臺面中心有定位接口,可以確保被測件中心或基準線通過臺面中心。傳感器用來稱量被測件的重量。保護氣缸是傳感器的保護機構,氣缸頂起時,工作臺面與傳感器的球頭脫離,保護傳感器不受過載沖擊;氣缸落下時,工作臺面落在傳感器球頭上,進行稱重。支撐段是保護氣缸和傳感器的安裝平臺。底座是裝置的固定部分,底座下面可以用墊鐵來調整裝置的水平度。卸荷螺釘是用來在保護氣缸不工作時承受重量,保護傳感器的。保護螺釘是在裝置不工作時防止工作臺面移動的。
氣路部分是用來控制和協調保護氣缸工作的。通過調節氣缸的節氣閥可以來控制保護氣缸頂起與落下的速度,能夠使氣缸快速頂起和緩慢落下,同時保證各氣缸的動作一致。
軟件部分包括傳感器信號采集和測量軟件。傳感器信號采集通過二次儀表來實現,并通過串口上傳數據和發送指令。測量軟件可以實現計算機與二次儀表的通信,完成稱重和質心的計算等。

圖1 裝置機械機構示意圖
1.2 測量原理
質量質心校準裝置的測量原理是三點測量法[2],即用三個傳感器在同一圓周上呈120°角均勻分布共同稱重,其原理圖如圖2所示。三個傳感器共同承擔被測件的重量,其稱重讀數分別為m1,m2,m3,三個傳感器在工作臺面上的投影坐標分別為P1(x1,y1),P2(x2,y2),P3(x3,y3)。
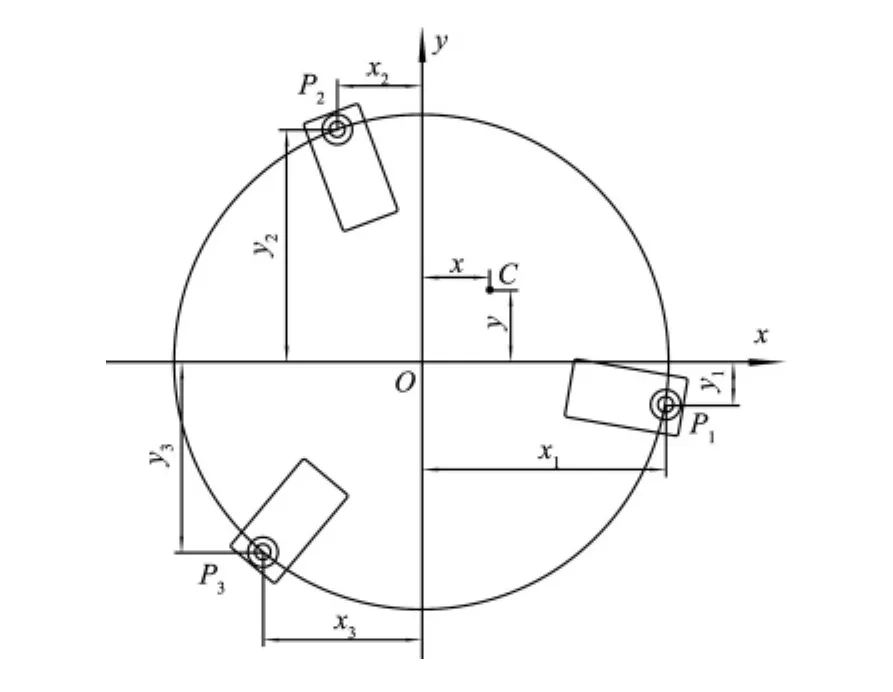
圖2 測量原理圖
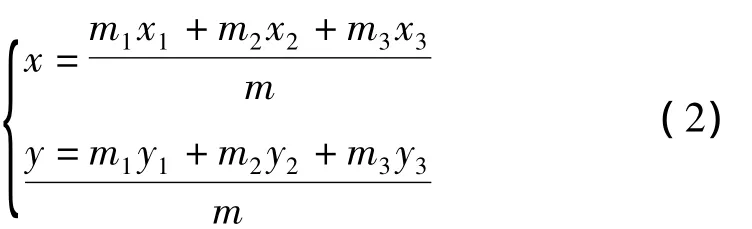
設被測件的質量為m,質心位置C的坐標為(x,y)。則由力與力矩平衡原理,可得被測件的質量為

被測件的質心為
1.3 傳感器位置坐標標定
由質心計算公式可以看出,質心測量精度主要由質量測量精度和傳感器位置精度來決定。目前稱重傳感器的精度很高,由質量測量誤差引起的質心測量誤差要遠小于由傳感器位置誤差引起的質心測量誤差[3]。而由于傳感器的安裝、工作臺面的偏轉等原因,傳感器位置坐標的實際值與理論值可能存在較大的偏差,因此需要對傳感器的位置坐標進行標定。
工作臺面的上下移動使得臺面基準線會與理論基準不一致,所以不能簡單地測量傳感器球頭的相對位置。該裝置設計并制造了一套標準質量塊,用來標定傳感器的位置坐標。具體做法是:將標準質量塊(質量為g)依次放置在工作臺面上的三個不同位置處,讀取在不同位置處傳感器各自的讀數(g11,g12,g13),(g21,g22,g23),(g31,g32,g33)并用全站儀精確測得在不同位置處標準質量塊的質心坐標(xc1,yc1),(xc2,yc2),(xc3,yc3)。則質心計算公式
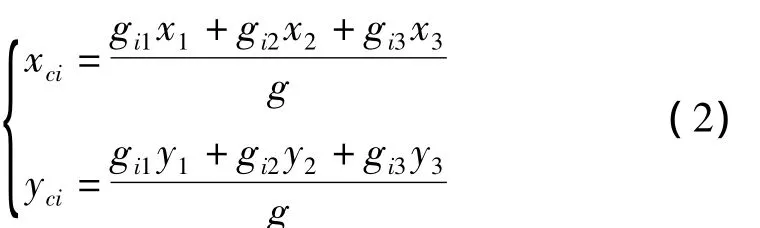
式中:i為標準質量塊放置位置序號,i=1,2,3;(xciyci)為第i號位置處標準質量塊的質心坐標;(gi1,gi2gi3)號位置處三個傳感器的讀數。由公式(3)可計算得出三個傳感器的位置坐標(x1,y1),(x2,y2),(x3,y3)。
2 校準裝置應用
2.1 裝置的特點
該質量質心校準裝置具有以下特點:
1)精度高。裝置采用梅特勒-托利多的SBH-0.5型高精度稱重傳感器,并搭配IND560型顯示控制器,因此質量測量精度較高。傳感器安裝位置坐標經由標準質量塊的標定精確測得,并通過全站儀輔助將被測件或夾具的基準線與工作臺面的基準線對準,因此質心測量精度也較高。
2)通用性好。以通用性為出發點設計的工作臺面并配合專用夾具可以對各種不規則外形的被測件進行測量,滿足不同需求。
3)安全性高。保護氣缸、卸荷螺釘及保護螺釘的設計能夠保護傳感器不受過載沖擊,同時氣缸的快起和緩落還可保證被測件平穩安全。
2.2 裝置的技術指標
該質量質心校準裝置的技術指標如表1所示。
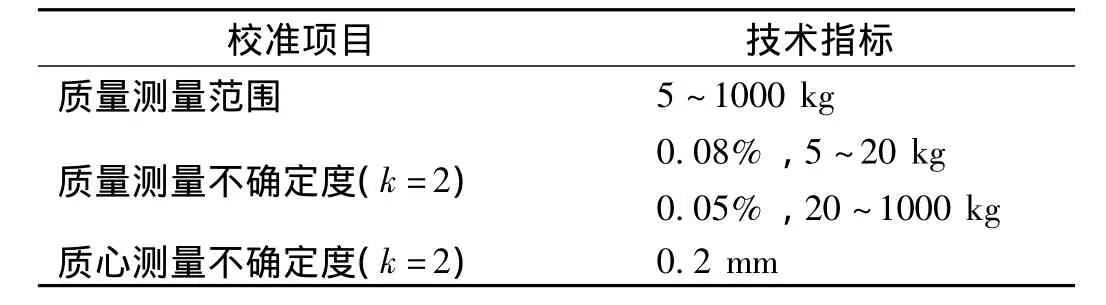
表1 裝置的技術指標
2.3 應用情況
該套質量質心校準裝置已先后對航空、航天等多家單位的標準件或產品進行了計量校準服務。被測件多為不規則物體,如飛機彈射座椅、導彈標準樣柱、雷達天線模擬器、導彈整流罩及舵面等。
以某型舵面為例簡要介紹測量過程。為消除系統誤差,采取四象限法進行測量,如圖3所示。測量步驟為:①完成測量前的準備工作;②將夾具通過定位中心固定在工作臺面,測量夾具在象限Ⅰ的質量與質心;③將夾具依次轉動90°,分別測量夾具在象限Ⅱ,Ⅲ,Ⅳ的質量與質心;④將被測舵面安裝在夾具上,再次固定于工作臺面中心,測量夾具與被測舵面在象限Ⅰ的質量與質心;⑤將夾具與被測舵面一起依次轉動90°,分別測量夾具和被測舵面在象限Ⅱ,Ⅲ,Ⅳ的質量與質心。
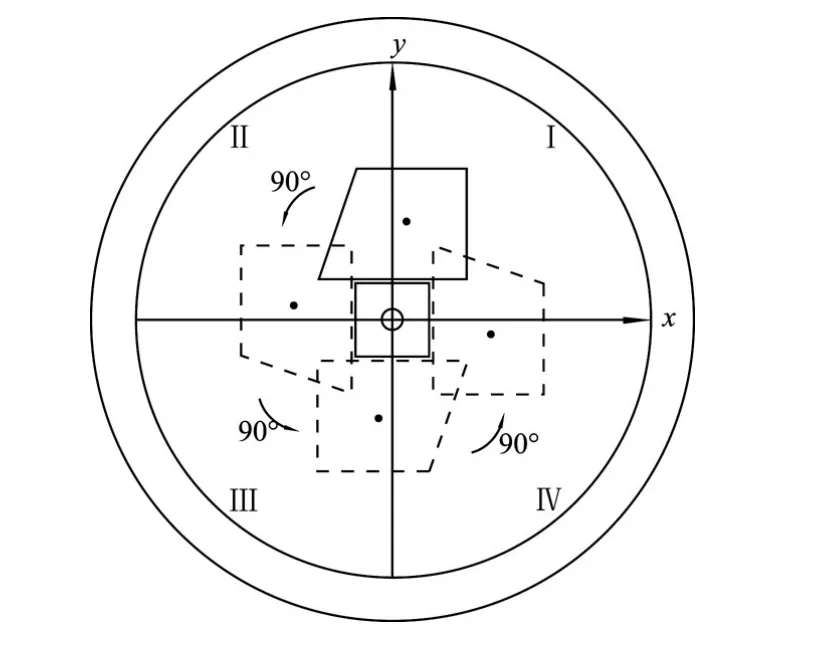
圖3 四象限法示意圖
按照上述測量步驟,利用質量質心測量軟件(軟件界面如圖4所示),可以得到被測舵面在四個象限內的質量(mI,mⅡ,mⅢ,mⅣ)與質心(xI,yI),(xⅡ,yⅡ),(xⅢ,yⅢ),(xⅣ,yⅣ),實測數據見表2。被測舵面的質量和質心由四象限的結果取平均得
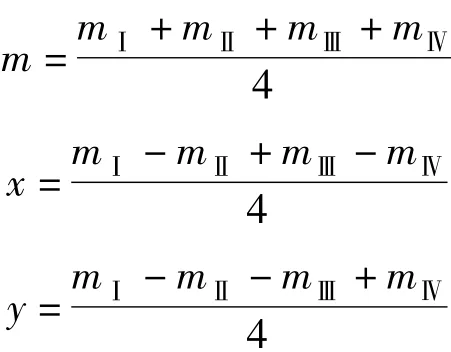

圖4 四象限法測量軟件界面

表2 某型舵面的質量質心實測數據
3 校準裝置的改進
利用四象限法測量,可以有效地消除系統誤差,提高測量精度[4]。但是在工作臺面上較為頻繁地轉動夾具及被測件,且每次都需要將夾具基準線與臺面基準線進行對準,使得操作較為繁瑣且費時。為此,本文提出了一個改進方案,即將工作臺面改為可旋轉的。如圖5所示,工作臺面由上、下兩臺面組成,通過推力調心滾子軸承連接,下臺面有四個圓周均布的定位孔,孔內均裝有鋼球和壓縮彈簧,上臺面對應的有四個定位孔,孔直徑小于鋼球直徑。轉動上臺面,鋼球擠壓彈簧并脫離上臺面定位孔,上臺面可以自由轉動,當轉動到90°時,彈簧將鋼球頂入下一個上臺面定位孔,從而完成轉動與定位。這樣就可以一次固定夾具與被測件在工作臺面上,并靈活而又簡單地完成四象限法測量。
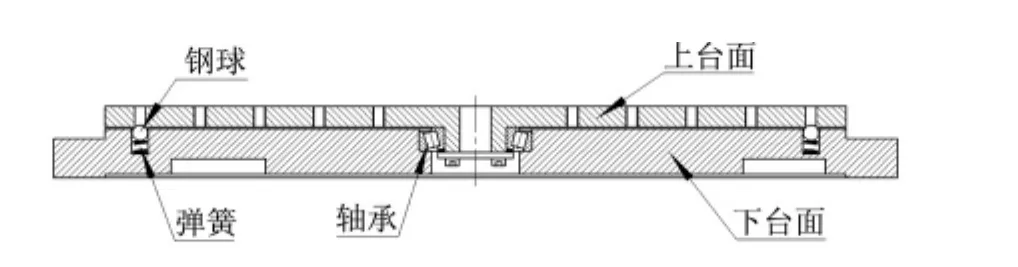
圖5 裝置改進圖
4 結論
該質量質心校準裝置具有較高的精度、可靠性和穩定性,同時可以測量各種不規則的物體,有廣泛的應用前景。而利用對工作臺面的改進,可以輕松地完成四象限法測量,有效地消除系統誤差,提高測量精度和可操作性。
[1]閆志賓,劉欣,潘若剛.大部件的質量、質心測量方法及誤差分析[C].中國航空學會飛機總體專業分會重量工程專業委員會第十三次學術交流會,2010.
[2]鄭賓,侯文,楊瑞峰.大尺寸柱狀結構質量、質心測量方法[J].測試技術學報,2002,16(2):108-111.
[3]騫永博,吳斌.彈丸質量質心測量方法研究[J].彈箭與制導學報,2006,26(3):126-128.
[4]吳斌,張波,許蘇海.導彈質量特性測量裝置設計[J].上海航天,2001(3):41-44.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
產品可靠性報告(2017年7期)2017-09-05 09:49:12
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車觀察(2016年3期)2016-02-28 13:16:26