SINUMERIK 840Dsl在多附件銑頭時轉矩限制和速度限制功能的研究
2015-12-02 01:37:10威海華東數控股份有限公司山東264200高山周全
金屬加工(冷加工) 2015年22期
關鍵詞:設置
■威海華東數控股份有限公司(山東 264200)高山 周全
在大型龍門加工中心和鏜床的使用中,為了擴展加工范圍,經常會用到直角附件頭、延伸附件頭和萬向附件頭等大型附件銑頭。這些附件銑頭由于其自身結構特點,在進行機加工時需要限制電機的最高輸出轉矩和附件銑頭的最高轉速,否則會損傷附件銑頭,帶來設備安全事故。通過西門子840Dsl的系統功能,由不同的附件銑頭來設定對應的多套轉矩和速度參數來實現轉矩限制和速度限制功能,可滿足保護附件銑頭、安全生產的要求。
1.系統功能實現
(1)轉矩限制。西門子840Dsl系統一套驅動可以配置8套驅動參數組(DDS Drive data sets),同一驅動、同一電機采用不同的驅動參數,控制電機的特性。通過驅動PLC接口信號DB3x.DBX21.0、DB3x.DBX21.1、DB3x.DBX21.2激活不同的驅動參數組,如圖1所示。
驅動配置:由于系統默認只能設置一套驅動參數,所以需要增加驅動參數套數。在HMI或IBN驅動配置中出現如圖2所示的畫面,數字1~8表示配置幾套驅動參數,可根據需要設置參數套數,驅動數據自動拷貝到新建立的參數組中,已存在的參數組,數據保留。
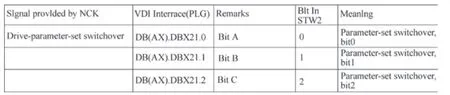
圖1 驅動參數轉換接口信號
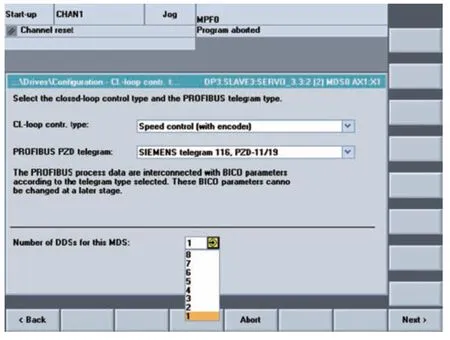
圖2 驅動參數套數設置
驅動數據的轉矩設置:驅動配置后,驅動參數中P1520和P1521的個數由默認的1個增加為圖2中設置的個數,通過驅動參數P1520[0…1]設置轉矩上限,P1521[0…1]設置轉矩下限。
PLC處理:如圖3所示,假如有2個附件銑頭,分別用M0.1(附件頭1)和M0.2(附件頭2)兩個標志位表示,P1520[0]和P1521[0]設置第一個附件銑頭的上下限轉矩值,P1520[1]和P1521[2]設置第二個附件銑頭的上下限轉矩值,則通過下面的PLC程序可進行轉矩限制切換。程序如下:
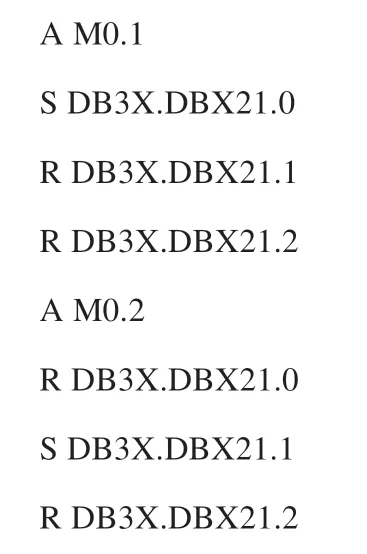
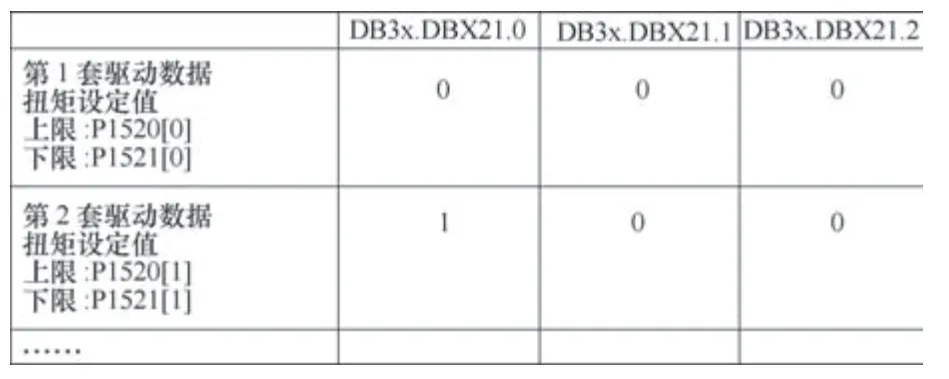
圖3 PLC處理
(2)速度限制。西門子840Dsl操作界面上,操作區“參數”→“設定”→“主軸”界面中,如果需要改變主軸轉速,可以將光標定位在“最小”、“最大”或“G96時的主軸轉速限制”欄中輸入新的數值。這3個數值對應參數如下:
最小:N43210 MDD_SPIND_MAX_VELO_G25
最大:N43220 MDD_SPIND_MAX_VELO_G26
G96:N43230 MDD_SPIND_MAX_VELO_LIMIT
但在實際使用的過程中,操作者修改參數會使操作變得復雜,也容易出現遺忘的情況,為此可以用附件頭識別碼和NC數據相結合的方法來實現數據的修改。首先使用西門子提供的軟件NC-VAR-Selector找到相應的NC-var變量,如圖4所示,在區域A中模塊SE下的軸專用的設定數據里,找到需要更改的NC變量“SPIND_MAX_VELO_G26”,并生成AWL源文件。
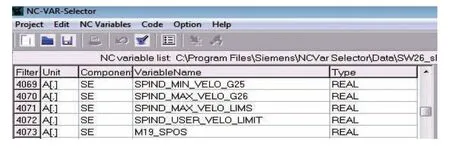
圖4 NC-var變量的選擇
如圖5所示,在生成的源文件中“bereich_u_einheit:BYTE :=B#16#67;”設置了對應的軸號,“B#16#67”表示軸號為7。編譯源文件后即可生成可供PLC修改NC數據的變量接口模塊DB120。
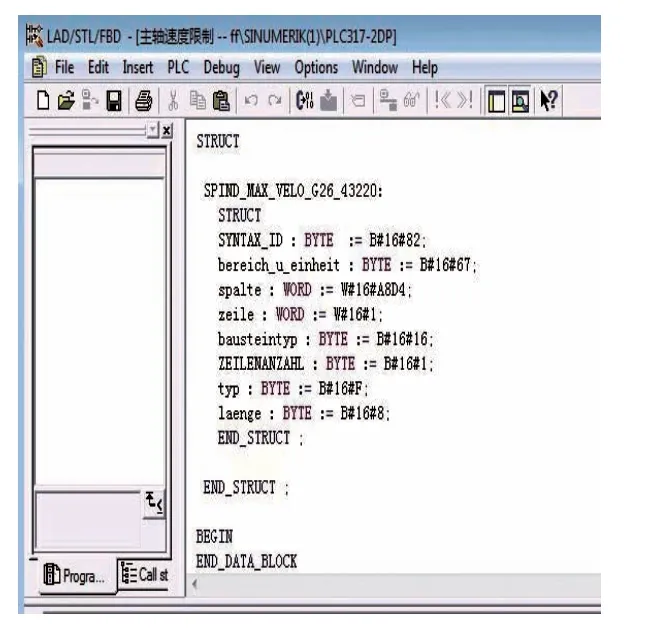
圖5 源文件
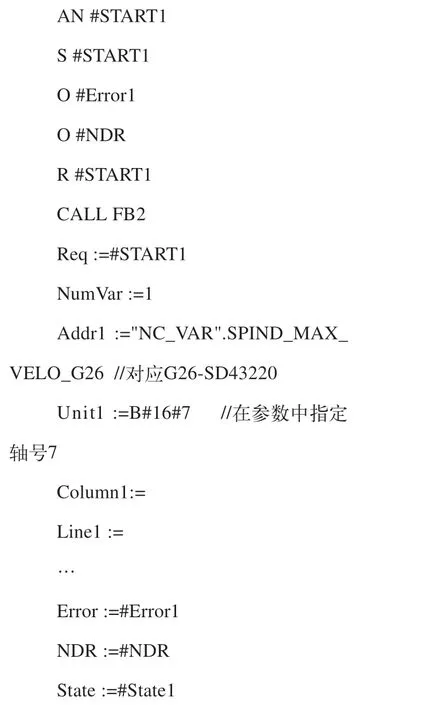
下面通過PLC程序來實現參數的自動賦值:假設有3個附件銑頭,在安裝附件頭的滑枕端面上會有3個電感式接近開關,每個附件頭安裝端面對應位置上都有接近開關的感應裝置,當任何一個附件頭安裝到位后,系統PLC通過接近開關的接通來識別安裝的附件頭型號。這里分別用3個標志位表示:M0.1(附件頭1),M0.2(附件頭2),M0.3(附件頭3),3個附件銑頭對應的最大速度為500r/min、800r/min和1000r/min。首先從NC中讀出當前主軸的速度設定值G26-SD43220,并將其裝入MD140中:
在使用不同的附件銑頭時選擇對應的轉速:
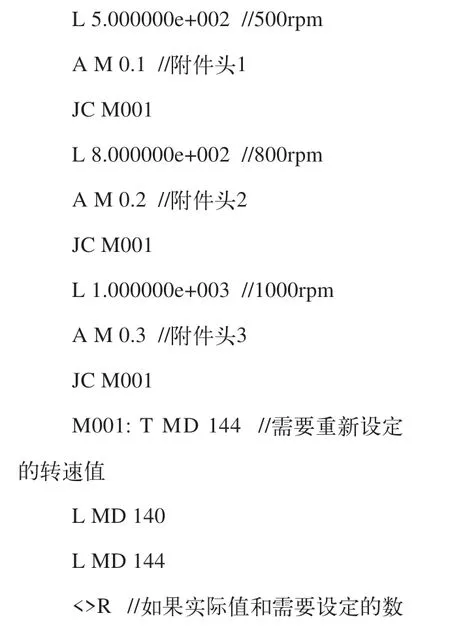
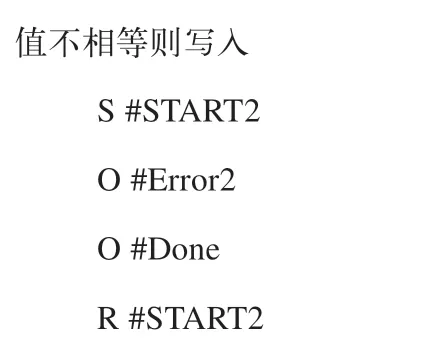
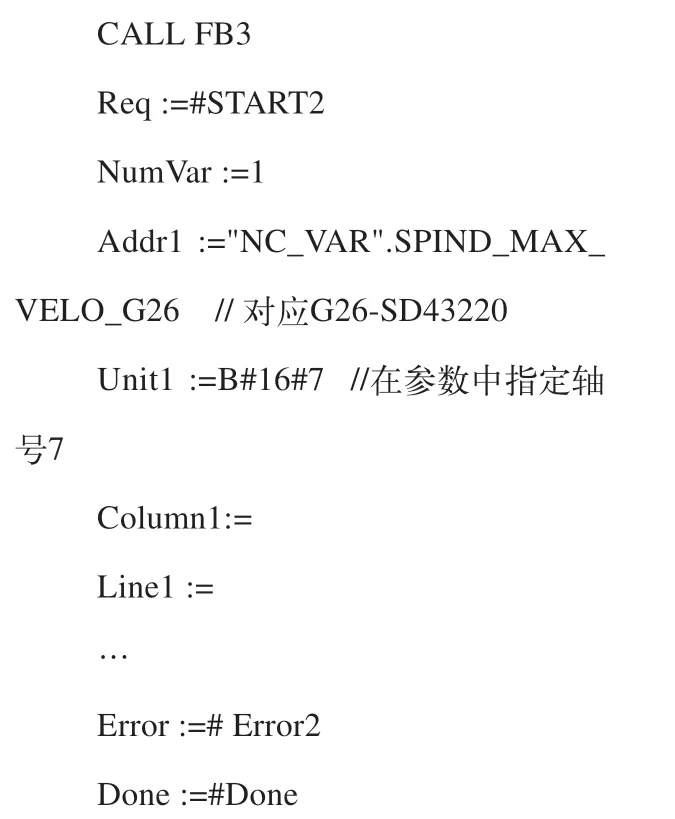
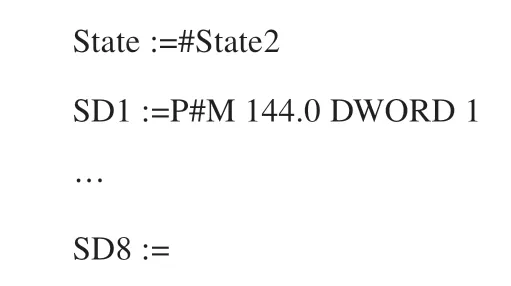
將需要的轉速寫入SD43220 SPIND_MAX_VELO_G26中:
3.結語
近幾年隨我國制造業的高速發展,對于大型機床的需求也逐漸增多,附件銑頭的應用也越來越廣泛,應用西門子840Dsl系統的轉矩限制功能和速度限制功能,能在使用過程中很好地保護附件頭,降低了附件銑頭的故障率,提高了生產效率。
[1]任雙艷,等.STEP7開發基礎及應用指南[M].北京:機械工業出版社,2009.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
