城市燃氣管網帶壓堵漏技術現狀分析
2015-12-03 06:17:54李夏喜羅強北京市燃氣集團有限責任公司高壓管網分公司北京100010
長江大學學報(自科版) 2015年7期
李夏喜,羅強 (北京市燃氣集團有限責任公司高壓管網分公司,北京100010)
韓贊東 (清華大學機械工程系,北京100084)
邢琳琳 (北京市燃氣集團有限責任公司高壓管網分公司,北京100010)
1 前言
隨著城市燃氣能源需求的快速增長,輸配管網規模也逐漸壯大,其中,中高壓管線的安全運行對保障下游用戶的用氣安全意義重大。由于中高壓管線輸氣壓力普遍較高,使得發生事故后的搶修作業難度大,對搶修工作人員的人身安全有著極大的威脅。由某城市燃氣2011年到2013年外線突發事故的統計(見圖1)發現,事故數量是逐年增加的,并且主要以腐蝕問題為主,焊縫、設備老化問題其次。可見,城市燃氣管道已進入“老齡化”階段和事故多發期,需要做好應急措施,加強對隱患管道的巡視和預防,加大改造和維修的力度,防患于未然,開發研究快捷、高效地管道帶壓堵漏技術成為必然趨勢。
堵漏技術發展的初期階段,一般僅在設備停產、停輸的條件下,進行簡單的堵漏工作。但隨著科學技術的發展,為了避免和減少因停產、停輸而造成的經濟損失,20世紀60年代,國際上對“帶壓堵漏技術”開始了初期的研發應用工作,其中英國弗曼奈特公司的在線堵漏技術最具有代表性。中國自20世紀80年代初開始對帶壓堵漏技術展開研究和應用工作,近年來取得了長足發展,已處于世界領先水平的是某些粘結劑技術,我國粘合劑和密封膠的年產量在1980年約為20×104t,1995年已達到10×105t左右[1],有了數量級的增長。我國的帶壓堵漏技術目前沒有形成系列化,與國際同類技術在質量和開發應用方面尚存在一定的差距,但也有不少國內研究者開展該方面的相關研究。蘇忠杰等[2]探討燃氣管道帶壓堵漏方法(卡具注膠堵漏、鋼帶捆扎堵漏、磁壓堵漏、塞楔堵漏)和管道補強技術,闡述了常見漏點的帶壓修復。高順利等[3]開發出適用于城市燃氣管網的不停輸帶壓堵漏技術與工藝。孟軍政[4]針對于及時處理原油管道腐蝕穿孔、打孔等問題,研究總結出幾種快速有效的封堵技術。王永[5]研究了化工管道泄漏問題,鑒于化工生產中的介質屬于強酸或強堿、強腐蝕性物質,堵漏過程的安全隱患極大,通過對帶壓堵漏技術的基本原理及技術特點的研究,提出了消除泄漏的有效措施。薛挺[6]闡述了高壓堵漏工藝的發展,認為高壓堵漏技術在管道、閥門、設備、法蘭等連接部位受到冒、滴、滲、漏、跑等常見問題的處理上能取得非常理想的效果。范樹孫等[7]圍繞城市燃氣管網不停疏堵漏技術及工藝展開論述,分析了該工藝的特點和應用優勢,并探討了相關技術的應用情況。王忠平等[8]介紹了幾種常見的帶壓堵漏技術和管道補強技術,并分析其應用于燃氣管網搶修過程中的技術特點、適用范圍和施工工藝。
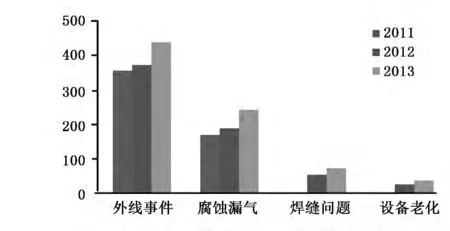
圖1 某城市近3年外線突發泄漏事故統計
目前,針對國內外現有的燃氣管道帶壓堵漏技術按照搶修作業形式的不同可分為不動火堵漏技術和動火堵漏技術2類。根據技術原理和方法的不同,又可將不動火堵漏技術分為注劑式帶壓堵漏技術、帶壓粘接密封技術和帶壓頂緊式密封技術,帶壓焊接密封技術就是所謂的動火堵漏技術,下面將對這些堵漏技術進行詳細介紹。
2 不動火堵漏技術
所謂不動火堵漏技術,即在不出現明火及火星的情況下,完全靠人力或機械的方式實行搶修堵漏的作業形式。其中包括注劑式帶壓堵漏技術、帶壓粘接密封技術和帶壓頂緊式密封技術等。
2.1 注劑式帶壓堵漏技術
70年代,英國弗曼奈特公司推出了超高溫和超低溫動態密封方法,使其“注劑式帶壓密封技術”[9]在理論和實踐上都趨于完善,并隨著占有市場的發展,其實用性也得到進一步強化。
田寶恩等[10]人提出了注劑密封堵漏方式在油庫管道上的應用,認為針對管道破裂、閥門老化、法蘭面泄漏等一般泄漏問題能達到很好地快速堵漏效果。鄧志彬等[1]人對注劑式帶壓堵漏技術(見圖2)的技術原理、施工工藝等進行了詳細的介紹。該技術是手工液壓操作,可以在任何防火、防爆界區內,安全地使用這項技術;并且,注劑式帶壓堵漏技術在長期的現場操作使用中獲得了極高的評價,被認為是目前進行有效帶壓堵漏的最好方法之一,其適用壓力在35MPa以下;通過合理地選擇注劑類型,適用溫度范圍一般為-198~1000℃;適用于直管、彎管、法蘭、閥門等疑難位置的泄漏;擁有著經濟效益顯著、安全可靠、適用性廣、適應性強、消除堵漏快、可拆卸性好等優點。
2.2 帶壓粘接密封技術
饒志等[11]人介紹了帶壓粘堵技術原理和常用方法,并分析了將該技術應用于化工生產運行裝置中,會取得顯著的經濟效益。帶壓粘接密封技術是利用膠黏劑適用范圍廣、流動性能好、固化速度快的特點,通過與各種密封材料的配合使用,在泄漏缺陷處建立新的固體密封結構,堵住泄漏,在石化大型裝置泄漏的治理中發揮主要作用[12]。目前,帶壓粘接密封技術包括填塞粘接法、頂壓粘接法、緊固粘接法、磁力壓固粘接法、引流粘接法和T形螺栓粘接法等,馬世寧[13]等對該項技術進行了深入的介紹。
1)填塞粘接法 填塞粘接法是將事先調配好的堵漏膠黏劑通過外界壓力的作用填塞泄漏缺陷部位,強行止住泄漏,膠黏劑與泄漏介質共存形成相平衡的特殊性能,完成固化過程,達到堵漏密封的效果,由這種動態密封技術建立的新結構具有良好的使用壽命。該技術的主體材料是我國80年代初期獨立研發的一種專用快速堵漏膠,適用于低壓系統泄漏之后的動態密封,無需配合使用復雜的工夾具,其主要優點蘊藏在快速堵漏膠獨特的配方配比上。該方法包括熱熔膠填塞粘接法、堵漏膠填塞粘接法和注膠填塞粘接法等,具有著施工簡便、應用范圍廣、安全有效、可拆性好和借助注射工具可處理高壓介質泄漏的特點,其適用壓力小于0.2MPa,其處理溫度一般小于200℃,適用于常壓或靜壓設備及管道的堵漏。
2)頂壓粘接法 頂壓粘接法(見圖3)是借助大于泄漏介質壓力的外力,首先使泄漏止住,然后對泄漏缺陷區域進行必要的處理,如除銹、去污、打毛、脫脂等工序,使之滿足粘接技術施工要求,再利用膠黏劑的特性進行修補加固。由于膠黏劑都有一個從流體變成固體的過程,須讓膠黏劑在沒有泄漏介質干擾的情況下完成固化過程,即粘接過程要在泄漏介質止住之后進行。該方法的適用壓力小于6.0MPa,處理溫度小于400℃,適用于修補焊口、彎頭、三通、法蘭等小孔或微孔的泄漏。
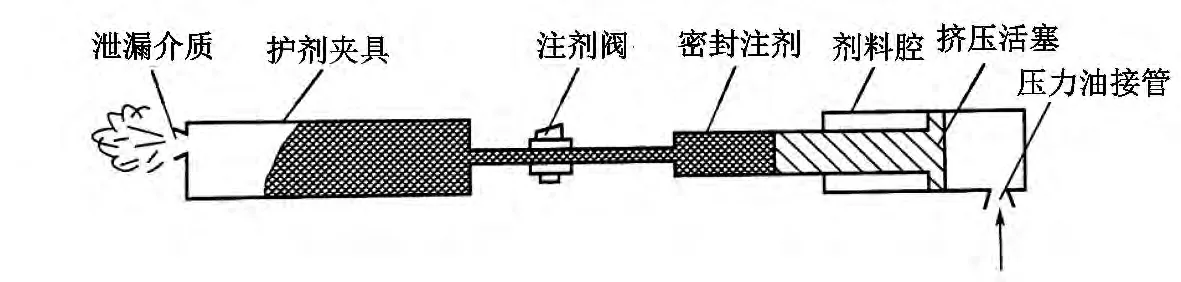
圖2 注劑式帶壓堵漏技術原理
3)緊固粘接法 緊固粘接法根據泄漏缺陷部位設計和制作緊固卡具,擰緊螺栓產生大于泄漏介質壓力的緊固力,從而堵住泄漏,再用膠黏劑或堵漏膠進行修補加固,實現帶壓堵漏的目的。可用于壓力小于4.0MPa的場合,處理溫度小于400℃,適用于圓形等形狀固定的泄漏點。
4)引流粘接法 引流粘接法(見圖4)是將根據泄漏缺陷外部形狀制作的具有極好降壓、排放泄漏介質作用的引流器粘在泄漏部位上,將泄漏介質排放到作業區域以外,待膠黏劑充分固化后,關閉引流器的閥門,即可止住泄漏。該方法具有實現堵漏過程比較容易、經濟實用、作業簡單及可用于民用的特點,其適用壓力小于1.0MPa,處理溫度小于300℃,適用于腐蝕產生的特殊泄漏點。
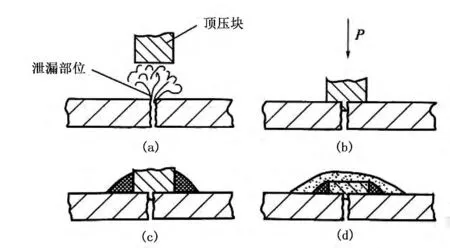
圖3 頂壓粘接法模型示意圖
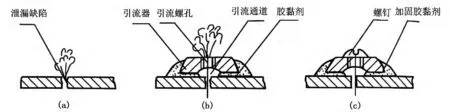
圖4 引流粘接法示意圖
5)磁力壓固粘接法 磁力壓固粘接法是借助磁鐵產生的強大吸力,使涂有膠黏劑或堵漏膠的非磁性材料與泄漏部位粘接,后續再加固補強,達到止漏密封的目的。適用于磁性材料發生的泄漏,同時具有作業簡單、有一定的適用范圍、經濟實用的特點,可用于鋼、鐵等磁性材料設備、管道上出現的泄漏,介質壓力小于2.0MPa,處理溫度小于150℃。
6)T形螺栓法 T形螺栓法是利用T形螺栓的獨特功能,借助粘合劑的配合,將其自身固定在泄漏部位的內外壁面上,然后通過調整螺栓的緊固力實現帶壓堵漏。有內貼式和外貼式2種操作方法,適用壓力為低壓,適用溫度沒有要求,且只能用于孔洞大,壓力低,介質為水、空氣、煤氣等的容器、管道所出現的泄漏。
2.3 帶壓頂緊式密封技術
帶壓頂緊式密封技術是借助頂緊材料或工具在泄漏缺陷上產生大于泄漏介質壓力的人為外力,從而使泄漏停止,原理類似緊固粘接法,但方法不同。具體方法包括緊固法、塞楔法和氣墊止漏法,其基本原理類似,不同之處在于堵漏材料的使用。緊固法是通過較大的緊固力,配合使用特殊的密封材料,可以是橡膠、石棉橡膠板或石墨材料等;塞楔法(圖5(a))是將具有大韌性的金屬、木質或塑料等的材料擠塞入泄漏孔洞或裂縫內,目前國外已有多種尺寸規格的標準規范化木楔,專用于處理裂縫及孔洞狀的泄漏事故;氣墊止漏法(圖5(b))是將氣墊或氣袋固定在泄漏口處,利用充氣后的鼓脹力,壓住泄漏口。該技術多用于處理溫度小于120℃,壓力小于0.3MPa,且具備一定操作空間的泄漏。
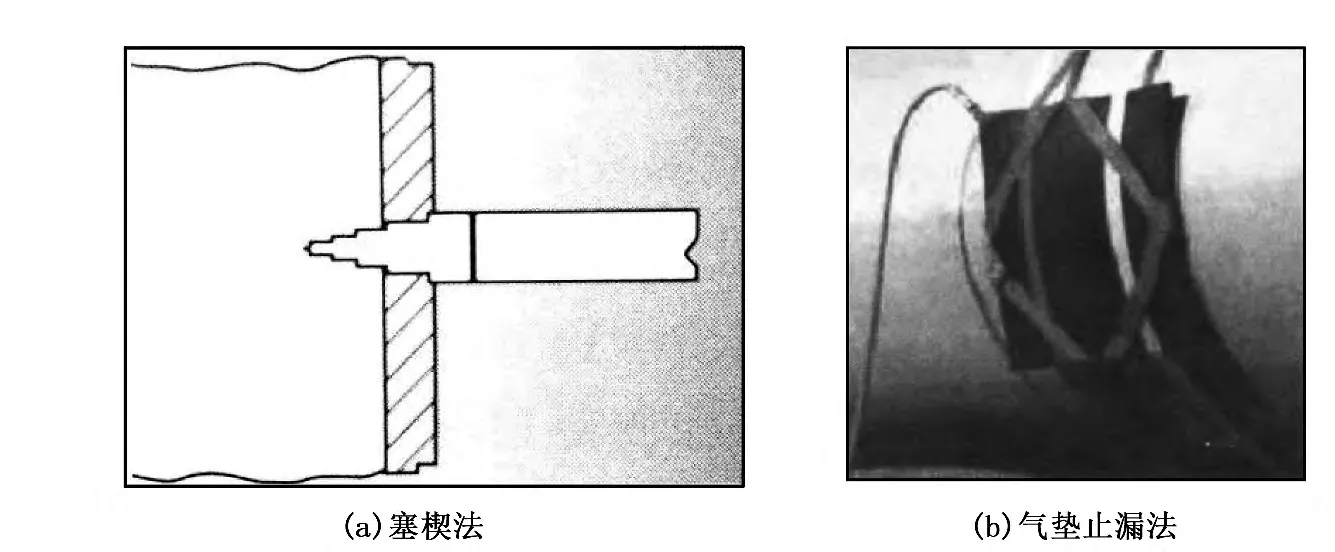
圖5 帶壓頂緊式密封技術示意圖
3 動火堵漏技術
動火堵漏技術,即堵漏作業過程中借助了明火的條件,主要是指帶壓焊接堵漏技術。燃氣輸配管道的輸送介質為天然氣,為易燃易爆氣體,在泄漏動態狀況下進行補焊將嚴重威脅施焊人員的人身安全;同時,沒有完全凝固的熔融金屬極易被泄漏燃氣吹跑,因此,帶壓焊接技術在很長一段時間一直被認為是禁區。但考慮到燃氣輸配管道材質為金屬,不動火堵漏技術“治標不治本”,只能暫時性的起到補漏作用,達不到長期有效的目的。因而,如果能夠將管道介質放空和置換,焊接法是最理想的金屬管道泄漏堵漏方法,楊永磊[14]等憑借自身豐富的焊接經驗總結了一些帶壓焊接堵漏技術要點。韋占江[15]等運用實踐經驗,得出面對管線穿孔問題時,能達到有效堵漏的焊接方法。
早在50年代末期,我國鋼鐵行業的工人師傅,憑借多年的工作經驗及對各種泄漏缺陷的細致觀察,逐步摸索和完善出一種“帶壓焊接密封技術”這種技術對于具有良好可焊性的金屬容器及管道上出現的泄漏缺陷,可以在動態的條件下迅速加以消除,當時人們把這項技術稱之為頂壓焊技術。這項技術為我國鋼鐵行業消除了許多可能發生危害生產的泄漏事故。進入80年代,這項技術在理論上和實踐上進一步得到鞏固和提高。目前該技術由逆向焊接法和引流焊接法2部分內容組成。
管道帶壓焊接堵漏是借助熔化的金屬作為填充材料將裂紋連接成整體的焊接接頭或在可焊金屬的泄漏位置上加焊一個封閉結構,從而達到重新密封的目的。焊接法應用極為廣泛,它具有處理效果好、適應范圍廣、壽命長、質量可靠等優點,能將管道功能幾乎恢復到最初的狀態。對于直接在管道上施焊補漏,要求的條件比較嚴格,需提前做好一切安全防護措施,再對管道進行泄壓,相關燃氣管道帶壓焊接操作規程規定必須保證管道壓力控制在100~300Pa范圍內,另外對焊接的人員技術水平要求比較高,需要豐富的焊接經驗,方可進行相關操作。
4 帶壓堵漏技術發展趨勢
眾所周知,中高壓燃氣管道所用材質都是金屬材料,并隨著流動介質壓力的升高,管道材質的韌性、強度都會有大大地增強,這給帶壓堵漏作業帶來了巨大的挑戰。如何在不停輸情況下對燃氣管道進行安全堵漏作業,是目前國內外燃氣運營商生產中面臨的主要難題。高李等[16]進行了高壓管道搶修卡具的優化設計研究,闡述并介紹了新型對開式高壓管道卡具,這對未來新型搶修器具的研制奠定了基礎。分析總結當前國內外輸氣管道帶壓堵漏技術,對于新型燃氣管道帶壓堵漏技術的研發有著很好的前期指導作用,該新型堵漏技術需要具有以下基本特點:
1)適用性廣,可在較大壓力、溫度范圍內使用,滿足由于意外事件造成管道破裂、在施工空間小的條件下,高效率搶修受損管道,同時適應特殊的工作環境和要求。
2)操作安全可靠、靈活快捷,不需要系統停機、不需泄壓,不損害設備的安全性和使用壽命。
3)能夠高效、快速地堵漏,消除泄漏時不動火,不破壞設備或管道的原有結構,新的密封結構易拆除,能為以后的設備檢修提供方便。泄漏部位不需做任何處理,帶溫、帶壓操作,方法簡便。
4)實現長久堵漏,降低二次泄漏隱患,堵漏效果好。
筆者認為,在未來城市中高壓管線堵漏技術中,焊接法將會是一種具有長遠前景的方式,值得進行系統深入的研究。
[1]鄧志彬,袁宗明,楊振聲,等 .帶壓堵漏技術及其在油庫中的應用 [J].油氣儲運,2010,29(3):204~205.
[2]蘇忠杰,吳瑩 .帶壓堵漏技術在燃氣搶修的應用 [J].煤氣與熱力,2013,33(5):71~74.
[3]高順利,顏丹平,于燕平,等 .城市燃氣輸配管網不停輸堵漏技術的研究 [J].城市燃氣,2008(7):19~22.
[4]孟軍政 .石油天然氣管道泄漏的快速封堵 [J].油氣田地面工程,2009,28(7):83~84.
[5]王永 .化工管道的帶壓堵漏處理技術 [J].管道技術與設備,2012(6):33~35.
[6]薛挺 .高壓堵漏工藝的發展 [J].科技與企業,2014(20):106~106.
[7]范樹孫,柯洪剛 .城市燃氣管網不停輸堵漏技術與工藝研究 [J].中國新技術新產品,2014(19):99~99.
[8]王忠平,陳思 .帶壓堵漏技術和管道補強技術在燃氣管網搶修的聯合應用 [A].賀明健等 .2013中國燃氣運營與安全研討會論文集 [C].2013:437~446.
[9]尹國耀,屈文理 .管道泄漏帶壓封堵技術 [J].石油工程建設,2000,26(1):54~55.
[10]田寶恩,馬佳杰,秦建合,等 .油庫管道快速堵漏實用技術 [J].油氣儲運,2013,32(9):971~975.
[11]饒志,康寧 .帶壓粘堵技術在石化生產裝置中的應用 [J].化工管理,2014(33):100~101.
[12]王皓,焦維光 .帶壓粘接密封技術在石化大型裝置維修中的應用 [J].粘接,2006,27(2):59~60.
[13]馬世寧,李新 .應急維修技術(續一)——快速粘接堵漏技術 [J].中國修船,2003(2):38~40.
[14]楊永磊,王瓊,高春榮,等 .淺析帶壓管道的焊接堵漏 [J].焊接技術,2006,35(6):68~70.
[15]韋占江,胡榮,岳愛民,等 .輸油管道帶壓堵漏技術 [J].內蒙古石油化工,2011(19):107~108.
[16]高李,梁政 .高壓管道搶修卡具的優化設計 [J].油氣儲運,2013,32(7):740~744.
